Undercuts in CNC Machining: T-Slot Cutters vs. 5-Axis Strategies
Machining undercuts presents one of the most challenging geometry problems in precision manufacturing. These features—defined as surfaces that cannot be accessed by a cutting tool moving along a single axis—require specialized strategies that directly impact cycle times, tool costs, and overall project feasibility.
Key Takeaways:
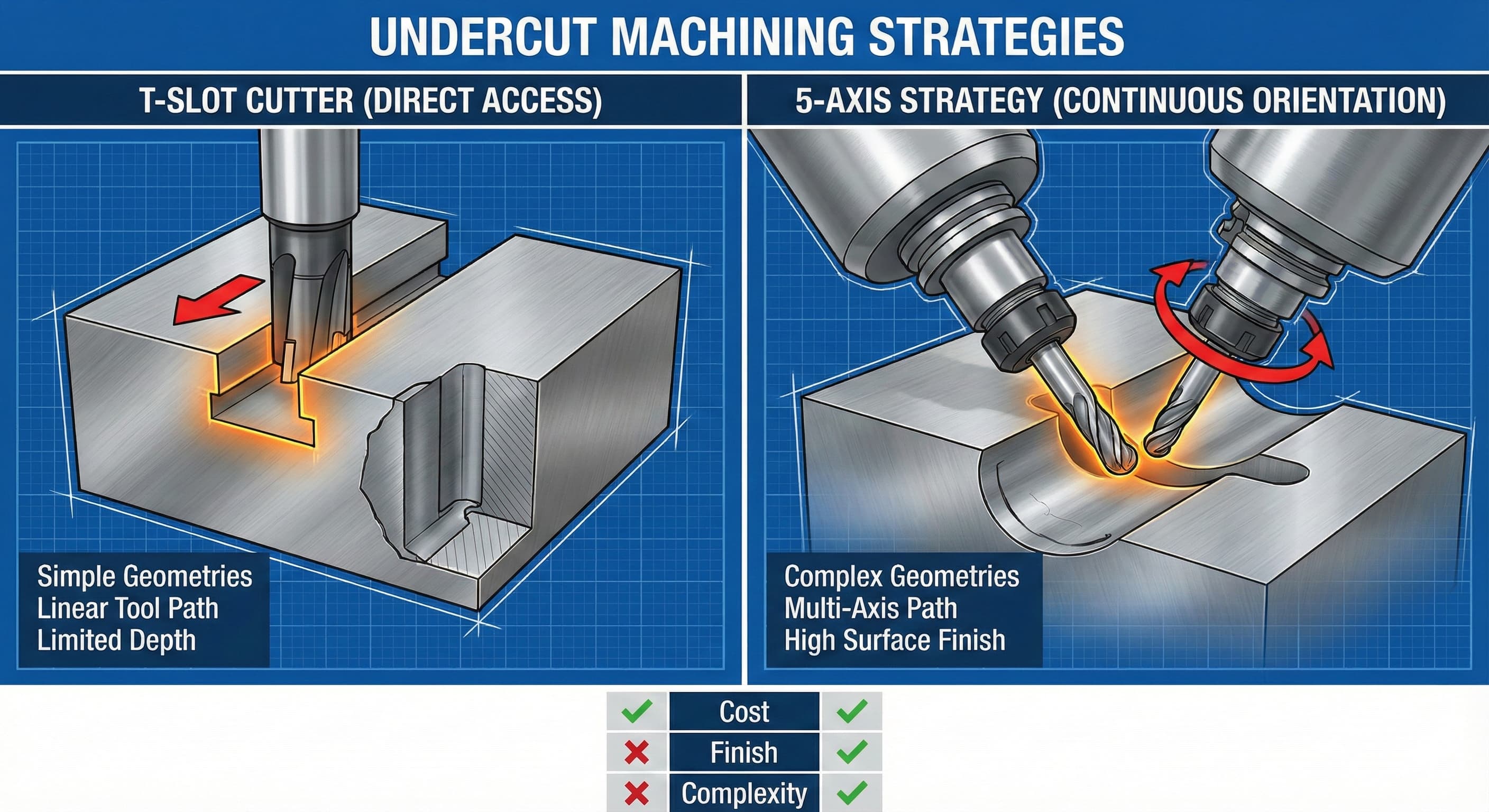
- T-slot cutters excel for simple undercuts but are limited to specific geometries and depths up to 15-20 mm
- 5-axis simultaneous machining enables complex undercut profiles with superior surface finish (Ra 0.8-1.6 μm)
- Hybrid approaches combining both methods can reduce cycle times by 25-40% for complex components
- Material selection and workpiece rigidity determine optimal undercut machining strategy
Understanding Undercut Geometry Classifications
Undercuts in CNC machining fall into three primary categories: simple linear undercuts, complex curved undercuts, and compound multi-directional undercuts. Each classification demands different tooling approaches and machine capabilities.
Simple linear undercuts, such as T-slots and dovetail profiles, feature straight-line geometry accessible through specialized end mills. These typically range from 2-25 mm in depth with wall angles between 45-90 degrees. The ISO 2768-m standard applies to general tolerances, while specific features may require tighter controls down to ±0.05 mm.
Complex curved undercuts include spherical cavities, sculptured surfaces beneath overhangs, and organic shapes found in aerospace components. These geometries cannot be machined with conventional 3-axis strategies and require continuous multi-axis tool paths to maintain proper chip evacuation and surface quality.
Compound undercuts combine multiple directions and often feature varying depths within a single feature. Medical implants, turbine blades, and injection mold cores frequently incorporate these challenging geometries that push the limits of both tooling and machine capability.
T-Slot Cutters: Specialized Tooling for Direct Access
T-slot cutters represent the most direct approach for machining linear undercuts. These tools feature a narrow shank with an enlarged cutting head, allowing access to confined spaces while removing material in areas unreachable by conventional end mills.
Standard T-slot cutters range from 6-50 mm in head diameter, with shank diameters typically 30-50% of the head size to provide necessary rigidity. Carbide grades like K20-K30 offer optimal wear resistance for steel components, while PCD-tipped tools excel in aluminum alloys like 6061-T6 and 7075-T6.
Cutting parameters for T-slot operations require careful consideration of tool deflection and vibration. Recommended surface speeds range from 80-150 m/min for steel (depending on hardness), with feed rates between 0.1-0.3 mm per tooth. The extended tool geometry limits depth of cut to 0.5-2.0 mm per pass, significantly impacting cycle times for deep undercuts.
Tool TypeMax Depth (mm)Surface Speed (m/min)Feed Rate (mm/tooth)Typical Cost (€)HSS T-Slot Cutter1560-800.05-0.1545-85Carbide T-Slot Cutter25120-1800.15-0.25120-220PCD T-Slot Cutter20200-4000.2-0.4350-650
Tool life considerations become critical due to the cantilevered cutting geometry. Proper workholding and vibration damping systems are essential to prevent premature tool failure and maintain dimensional accuracy throughout production runs.
5-Axis Simultaneous Machining Strategies
Five-axis simultaneous machining transforms undercut accessibility by enabling continuous tool orientation changes throughout the cutting path. This capability allows conventional end mills to access complex geometries while maintaining optimal cutting conditions and superior surface finishes.
The fundamental advantage lies in tool axis manipulation. By tilting and rotating the workpiece or spindle, cutting tools maintain perpendicular engagement with complex surfaces, eliminating the geometric limitations inherent in T-slot cutter approaches. This results in improved chip evacuation, reduced cutting forces, and enhanced surface quality.
Programming 5-axis undercut strategies requires sophisticated CAM software capable of collision detection and tool path optimization. Lead and lag angles must be carefully controlled to prevent gouging while ensuring complete material removal. Typical lead angles range from 2-5 degrees, with lag angles adjusted based on material properties and desired surface finish.
Machine kinematics play a crucial role in strategy selection. Table-table configurations (A and C axes on the table) excel for heavy workpieces but may have limited tool access angles. Head-head configurations (B and C axes on the spindle) provide superior accessibility but are typically limited to lighter components due to spindle loading constraints.
For high-precision results,Submit your project for a 24-hour quote from Microns Hub.
Feed rate optimization in 5-axis undercut machining requires dynamic adjustment based on instantaneous tool engagement. Modern CNC controllers utilize advanced algorithms to maintain consistent chip loads while preventing sudden acceleration changes that could compromise surface finish or dimensional accuracy.
Comparative Analysis: Performance and Cost Factors
Selecting between T-slot cutters and 5-axis strategies requires comprehensive analysis of part geometry, production volume, and cost constraints. Each approach offers distinct advantages depending on specific application requirements.
FactorT-Slot Cutters5-Axis SimultaneousImpact on SelectionSetup Time15-30 minutes45-90 minutesHigh volume favors T-slotProgramming ComplexityLowHighSkill requirements differ significantlySurface Finish (Ra)1.6-3.2 μm0.8-1.6 μmCritical for visible surfacesTool Cost per Feature€2-8€0.50-3Volume and complexity dependentCycle Time (simple undercut)100%150-200%T-slot advantage for basic geometry
Material considerations significantly influence strategy selection. Work-hardening alloys like Inconel 718 benefit from the continuous cutting action possible with 5-axis approaches, while aluminum alloys may achieve acceptable results with either method. The enhanced chip evacuation characteristics of 5-axis machining become particularly valuable when working with materials prone to work hardening or those generating long, stringy chips.
Geometric complexity serves as the primary decision driver. Simple T-slots, dovetails, and linear undercuts with depths under 15 mm typically favor specialized cutters. Complex curved undercuts, variable-depth features, or undercuts requiring multiple orientations necessitate 5-axis capabilities.
When evaluating comprehensive manufacturing solutions, consider how undercut machining integrates with other processes. Components requiring both precision CNC features and formed elements may benefit from our sheet metal fabrication services for hybrid manufacturing approaches.
Advanced Hybrid Strategies
Sophisticated production environments often employ hybrid approaches that combine T-slot cutters and 5-axis strategies within single machining programs. This methodology optimizes cycle times while maintaining quality standards across diverse feature requirements.
Rough undercut removal frequently utilizes 5-axis strategies with standard end mills to remove bulk material efficiently. The superior chip evacuation and reduced tool stress enable aggressive material removal rates of 15-25 cm³/min in aluminum alloys. Final profiling then employs specialized T-slot cutters to achieve precise dimensional control and improved surface finish on critical surfaces.
Sequential tool changes within hybrid programs require careful consideration of workpiece reference systems and tool length compensation. Maintaining consistent coordinate systems becomes critical when alternating between different tool geometries and cutting strategies. Proper setup and verification procedures prevent costly scrapping of partially completed components.
Advanced CAM systems now offer integrated hybrid programming capabilities that automatically optimize tool selection and cutting strategies based on feature geometry analysis. These systems evaluate factors including material removal rates, tool access angles, and surface finish requirements to generate optimized machining sequences.
Temperature management becomes increasingly important in hybrid strategies due to varying cutting loads and extended cycle times. Flood coolant systems with flow rates of 15-25 liters per minute help maintain consistent temperatures while providing adequate chip evacuation for both cutting methods.
Material-Specific Considerations
Different materials respond uniquely to T-slot versus 5-axis undercut machining strategies, requiring tailored approaches for optimal results. Understanding these material-specific behaviors enables informed strategy selection and parameter optimization.
Aluminum alloys, particularly 6061-T6 and 7075-T6, machine readily with both approaches but exhibit different behaviors. T-slot cutters in aluminum can achieve high material removal rates due to excellent heat dissipation properties, while 5-axis strategies benefit from the material's ability to produce short, easily evacuated chips. PCD-tipped tools excel in aluminum applications, offering tool life improvements of 300-500% compared to carbide alternatives.
Material GradePreferred StrategyTypical Tool LifeSurface Speed (m/min)Special ConsiderationsAl 6061-T6Either/Hybrid2000-4000 parts200-400Built-up edge preventionSteel 4140 (HRC 30)5-Axis preferred150-300 parts120-180Work hardening controlStainless 316L5-Axis required80-150 parts80-120Continuous cutting essentialInconel 7185-Axis only25-60 parts45-80Thermal management critical
Stainless steel grades like 316L and 17-4 PH present unique challenges due to work-hardening characteristics. T-slot cutters operating with intermittent cutting action can induce work hardening, leading to rapid tool wear and poor surface quality. Five-axis continuous cutting strategies maintain consistent engagement, preventing work hardening while achieving acceptable tool life and surface finish.
Titanium alloys, including Ti-6Al-4V, require specialized approaches regardless of cutting strategy. The material's low thermal conductivity and chemical reactivity with cutting tools demand optimized parameters and potentially exotic tool materials. For detailed titanium machining strategies, reference our guide on reducing tool wear in titanium machining for comprehensive CAD optimization approaches.
Fixturing and Workholding Considerations
Successful undercut machining requires robust workholding systems capable of maintaining part rigidity while providing tool access to confined areas. The choice between T-slot and 5-axis strategies significantly influences fixturing requirements and setup complexity.
T-slot cutter applications typically benefit from conventional vise or fixture plate setups, as tool access requirements remain relatively predictable. However, the extended tool geometry creates significant moment arms that amplify cutting forces and vibrations. Workholding systems must provide adequate support near the cutting zone while accommodating tool clearance requirements.
Five-axis machining demands more sophisticated fixturing solutions that maintain workpiece accessibility throughout complex tool path sequences. Tombstone fixtures, indexed rotary tables, and custom fixture designs enable multiple part orientations while minimizing setup changes. The ability to machine undercuts from various approach angles often reduces total fixturing requirements compared to T-slot cutter methods.
When dealing with complex geometries requiring multiple setups, consider design strategies that incorporate holding tabs for complex CNC parts to maintain part integrity throughout machining sequences.
Vibration damping becomes particularly critical for T-slot operations due to the inherent tool flexibility. Supplementary support systems, including steady rests and anti-vibration fixtures, help maintain dimensional accuracy and extend tool life. These systems must be carefully designed to avoid interference with cutting tool paths while providing maximum support effectiveness.
Quality Control and Inspection Strategies
Undercut features present unique inspection challenges that require specialized measurement techniques and equipment. The accessibility limitations that complicate machining also affect quality verification procedures.
Coordinate measuring machines (CMMs) equipped with articulating probe heads enable comprehensive undercut inspection, but programming complexity increases significantly. Probe access angles must be carefully planned to avoid collisions while achieving complete feature verification. Touch probe systems with 2-5 mm ball diameters typically provide optimal balance between access capability and measurement accuracy.
Optical measurement systems, including laser scanners and structured light systems, offer non-contact inspection alternatives particularly valuable for complex curved undercuts. These systems capture complete surface geometry data, enabling comprehensive comparison against CAD models with accuracy typically within ±0.025 mm for most industrial applications.
In-process monitoring becomes increasingly important for undercut machining due to limited visual access during cutting operations. Spindle load monitoring, vibration analysis, and acoustic emission sensors help detect tool wear or cutting anomalies before they impact part quality. Modern CNC systems integrate these monitoring capabilities to provide real-time feedback and automatic parameter adjustment.
Statistical process control (SPC) implementation requires careful consideration of measurement repeatability and operator technique. Undercut features often exhibit higher measurement uncertainty compared to accessible surfaces, requiring adjusted control limits and sampling strategies to maintain effective process control.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail it deserves, with comprehensive inspection capabilities for even the most challenging undercut geometries.
Cost Optimization Strategies
Effective cost management in undercut machining requires comprehensive analysis of tooling costs, cycle times, setup requirements, and quality considerations. Understanding the total cost implications enables informed decisions that balance initial expenses against long-term production efficiency.
Tooling costs vary dramatically between approaches. T-slot cutters range from €45-650 depending on size and coating, with typical tool life of 150-4000 parts based on material and cutting conditions. Five-axis strategies utilize conventional end mills costing €15-150, but may require multiple tools for complete undercut machining.
Programming and setup costs favor T-slot cutters for simple geometries due to reduced complexity. However, 5-axis strategies often prove more economical for complex undercuts when considering total cycle times and secondary operations. The ability to complete multiple undercut orientations in single setups eliminates intermediate handling and repositioning costs.
Volume considerations significantly impact cost optimization decisions. Low-volume prototype and custom parts may favor 5-axis approaches despite higher setup costs, while high-volume production often benefits from dedicated T-slot cutter tooling and optimized fixturing systems.
For comprehensive cost analysis covering various manufacturing processes, reference our detailed guide on CNC machining cost drivers which provides specific strategies for reducing part prices through design optimization.
Secondary operations including deburring, surface finishing, and inspection add complexity to cost calculations. Five-axis machining typically produces superior surface finishes requiring minimal post-processing, while T-slot operations may necessitate additional finishing steps to achieve comparable quality levels.
Integration with Manufacturing Services
Undercut machining often represents one component of comprehensive manufacturing programs that may include multiple processes and technologies. Understanding how undercut strategies integrate with broader manufacturing capabilities helps optimize overall project execution and cost effectiveness.
Many components requiring complex undercuts also incorporate features better suited to alternative manufacturing processes. Sheet metal components with machined undercuts, cast parts requiring finish machining, and assemblies combining multiple manufacturing technologies benefit from integrated production planning that considers all process interactions.
Lead time optimization frequently drives process selection decisions. Components requiring both precision undercuts and other manufacturing operations may benefit from parallel processing strategies where different features are produced simultaneously using appropriate technologies. This approach minimizes overall project duration while maintaining quality standards across all features.
Quality system integration ensures consistent standards across multiple manufacturing processes. When undercut machining represents one element of complex manufacturing programs, maintaining traceability and documentation becomes critical for industries with stringent regulatory requirements such as aerospace, medical devices, and automotive applications.
Explore how undercut machining integrates with our manufacturing services to develop comprehensive solutions that optimize both individual part quality and overall project efficiency.
Frequently Asked Questions
What is the maximum depth achievable with T-slot cutters compared to 5-axis machining?
T-slot cutters are typically limited to depths of 15-25 mm due to tool rigidity and vibration constraints. The extended tool geometry creates significant deflection that impacts dimensional accuracy beyond these depths. Five-axis machining using conventional end mills can achieve virtually unlimited undercut depths, as tools maintain perpendicular engagement with surfaces regardless of feature depth. However, workpiece rigidity and fixturing accessibility may impose practical limitations for extremely deep features.
How do surface finish requirements influence the choice between T-slot cutters and 5-axis strategies?
Five-axis simultaneous machining typically produces superior surface finishes ranging from Ra 0.8-1.6 μm due to continuous tool engagement and optimal cutting geometry. T-slot cutters generally achieve Ra 1.6-3.2 μm finishes due to tool deflection and interrupted cutting action. For critical surfaces requiring minimal post-processing, 5-axis strategies offer significant advantages. However, specialized T-slot cutters with optimized geometries and coatings can achieve acceptable finishes for many applications at lower programming complexity.
What materials are unsuitable for T-slot cutter undercut machining?
Work-hardening materials including austenitic stainless steels (316L, 321), Inconel alloys, and Hastelloy grades perform poorly with T-slot cutters due to intermittent cutting action that induces work hardening. These materials require continuous cutting engagement possible only with 5-axis strategies. Additionally, materials with poor machinability like hardened tool steels above HRC 45 may cause excessive tool wear when using the extended geometries typical of T-slot cutters.
How does part volume affect the economic choice between cutting strategies?
Low-volume production (1-50 parts) typically favors 5-axis strategies despite higher programming costs, as tooling investments remain reasonable and setup flexibility provides advantages. Medium volumes (50-500 parts) require detailed cost analysis considering tool life, cycle times, and quality requirements. High-volume production (>500 parts) often justifies dedicated T-slot tooling and optimized fixtures when geometry permits, as the reduced per-part programming and setup costs offset higher initial tooling investments.
What inspection challenges are unique to machined undercuts?
Undercut inspection faces significant accessibility limitations that complicate measurement procedures. Standard CMM probes require articulating heads or specialized probe configurations to reach confined areas, increasing programming complexity and measurement uncertainty. Optical measurement systems offer advantages for complex geometries but may struggle with highly reflective surfaces or deep, narrow undercuts. Go/no-go gauges provide efficient production inspection but require custom manufacturing for each undercut geometry, making them suitable primarily for high-volume applications.
Can hybrid approaches combining both methods reduce overall machining costs?
Hybrid strategies often provide optimal cost-effectiveness for complex components featuring multiple undercut types. Using 5-axis rough machining for bulk material removal followed by T-slot cutter finishing can reduce cycle times by 25-40% while maintaining dimensional accuracy. However, hybrid approaches require sophisticated programming and careful tool change management to maintain coordinate system accuracy throughout the machining sequence. The benefits typically justify the increased complexity for medium to high-volume production of geometrically complex parts.
What role does workpiece material thickness play in strategy selection?
Thin-walled components with undercuts present unique challenges regardless of cutting strategy. T-slot cutters generate significant cutting forces that can cause deflection or vibration in thin sections, potentially compromising dimensional accuracy. Five-axis strategies enable optimized tool paths that minimize cutting forces through proper lead/lag angles and stepover control. Components with wall thickness below 2-3 mm typically require 5-axis approaches with specialized thin-wall machining techniques to maintain acceptable tolerances and prevent workpiece distortion.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece