Thixoforming (Semi-Solid Casting): High Strength, Low Porosity Solutions
Porosity in traditional metal casting can destroy component integrity, with void fractions exceeding 5% in poorly controlled processes. Thixoforming eliminates this critical weakness by manipulating metal's unique semi-solid behavior, where alloys maintain structural integrity while flowing like thick paste at precisely controlled temperatures.
Key Takeaways:
- Thixoforming achieves porosity levels below 0.5%, compared to 2-5% in conventional die casting
- Semi-solid processing enables complex geometries with wall thickness variations from 1.5-25 mm in single components
- Material utilization reaches 95-98% efficiency through precise feedstock control and minimal flash generation
- Process temperatures 50-80°C lower than liquid casting reduce thermal stress and extend die life
Understanding Thixoforming Fundamentals
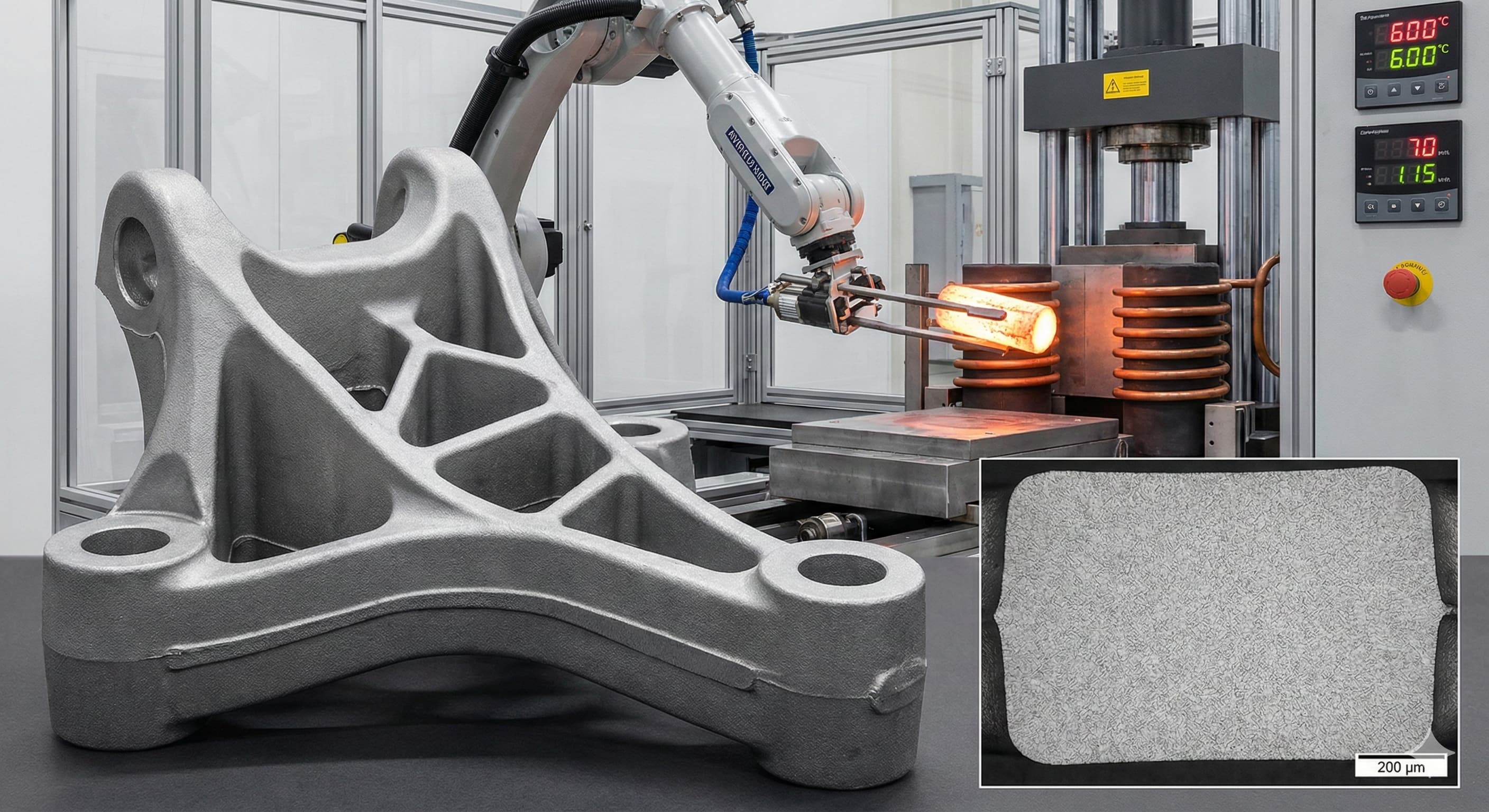
Thixoforming exploits the thixotropic properties of metal alloys in their semi-solid state, where the material exhibits non-Newtonian fluid behavior. At temperatures between the solidus and liquidus points—typically 580-620°C for aluminum alloys like A356—the metal contains both solid dendrites and liquid phases in carefully controlled proportions.
The process begins with specially prepared feedstock featuring globular grain structures rather than dendritic formations found in conventional casting. This microstructural modification is achieved through electromagnetic stirring during initial solidification, creating spherical solid particles suspended in liquid metal. When reheated to semi-solid temperatures, these globular structures enable controlled deformation under applied pressure.
Critical process parameters include solid fraction (typically 40-60%), heating rate (2-5°C/minute), and forming pressure (20-100 MPa). The narrow temperature window requires precision heating systems with ±2°C accuracy to maintain optimal viscosity. Too high temperatures result in excessive liquid fraction and potential porosity, while insufficient heat prevents proper flow characteristics.
| Parameter | Aluminum A356 | Magnesium AZ91 | Zinc ZA-8 |
|---|---|---|---|
| Solidus Temperature | 557°C | 470°C | 374°C |
| Liquidus Temperature | 613°C | 598°C | 386°C |
| Optimal Process Range | 580-600°C | 480-520°C | 376-382°C |
| Solid Fraction | 45-55% | 40-60% | 50-70% |
| Forming Pressure | 50-80 MPa | 30-60 MPa | 80-120 MPa |
Material Selection and Properties
Aluminum alloys dominate thixoforming applications due to their wide semi-solid temperature range and excellent mechanical properties. A356 aluminum provides optimal balance with silicon content (6.5-7.5%) enhancing fluidity while maintaining strength. The controlled solidification process achieves tensile strengths of 280-320 MPa, compared to 200-250 MPa in conventional die casting of identical alloys.
Magnesium alloys like AZ91D offer exceptional strength-to-weight ratios in thixoformed components. The semi-solid processing eliminates hot tearing issues common in liquid magnesium casting while achieving ultimate tensile strengths approaching 275 MPa. However, magnesium's narrow processing window demands precise atmospheric control to prevent oxidation.
Zinc alloys, particularly ZA-8 and ZA-12, demonstrate superior dimensional accuracy in thixoforming with achievable tolerances of ±0.05 mm on critical dimensions. The higher density (6.3 g/cm³) compared to aluminum (2.7 g/cm³) requires adjusted forming pressures but enables intricate features impossible with other processes.
| Property | Thixoformed A356 | Die Cast A380 | Sand Cast A356 |
|---|---|---|---|
| Tensile Strength | 300 MPa | 280 MPa | 220 MPa |
| Yield Strength | 210 MPa | 190 MPa | 150 MPa |
| Elongation | 8-12% | 3-5% | 4-7% |
| Porosity Level | <0.5% | 2-4% | 3-6% |
| Surface Finish Ra | 1.6-3.2 μm | 3.2-6.3 μm | 12.5-25 μm |
Process Technology and Equipment

Thixoforming equipment integrates precise temperature control, hydraulic forming systems, and specialized feedstock handling. Induction heating provides rapid, uniform temperature distribution essential for maintaining semi-solid consistency. Modern systems incorporate closed-loop temperature monitoring with thermocouples positioned within 5 mm of the billet surface.
Hydraulic presses designed for thixoforming deliver controlled force application with pressure ramp rates of 5-15 MPa/second. Slower rates allow proper material flow into complex geometries, while excessive speed creates turbulence and entrapped air. Press tonnage requirements range from 200-2000 tons depending on component size and complexity.
Die design differs significantly from conventional casting, featuring optimized gate locations and runner systems. Gate velocities must remain below 2 m/s to prevent turbulent flow, achieved through calculated cross-sectional areas. Venting systems require precise positioning since semi-solid material cannot displace air as effectively as liquid metal.
For manufacturers evaluating process alternatives,short-run metal casting approaches may complement thixoforming for prototype development and low-volume production phases.
Quality Control and Inspection Methods
Porosity measurement in thixoformed components requires specialized techniques beyond visual inspection. X-ray radiography with 2% sensitivity standards according to ASTM E155 reveals internal void distribution. Computed tomography (CT) scanning provides three-dimensional porosity mapping with resolution to 10 μm, essential for critical aerospace and automotive applications.
Mechanical testing protocols follow ASTM B557 for tensile properties, with specimen orientation affecting results by 5-15% due to grain structure directionality. Fatigue testing per ASTM D7791 demonstrates thixoformed components' superior performance, with endurance limits 20-30% higher than conventional castings.
Dimensional inspection utilizes coordinate measuring machines (CMM) with probe accuracy of ±0.001 mm. Critical dimensions require statistical process control with Cpk values exceeding 1.33 to ensure consistent quality. Surface finish measurement using profilometers verifies Ra values typically ranging 1.6-6.3 μm depending on die surface preparation.
For high-precision results,Get a quote in 24 hours from Microns Hub.
| Inspection Method | Detection Capability | Typical Standards | Applications |
|---|---|---|---|
| X-Ray Radiography | Porosity >2% volume | ASTM E155 | Production screening |
| CT Scanning | Voids >10 μm | ASTM E1441 | Critical components |
| Ultrasonic Testing | Density variations | ASTM E664 | Structural integrity |
| Metallography | Microstructure analysis | ASTM E3 | Process optimization |
Cost Analysis and Economic Considerations
Thixoforming economics depend heavily on production volume and component complexity. Initial tooling costs range €25,000-€150,000 for typical automotive components, comparable to permanent mold tooling but with extended life cycles. Die wear rates decrease 40-60% compared to liquid die casting due to reduced thermal shock and lower processing temperatures.
Material costs include specialized feedstock preparation, adding €0.15-€0.25 per kilogram over standard alloy pricing. However, near-net-shape capabilities reduce machining requirements by 30-70%, with material utilization rates of 95-98% offsetting feedstock premiums. Energy consumption decreases 15-25% compared to liquid casting processes due to lower heating requirements.
Labor costs reflect the semi-automated nature of thixoforming operations. Cycle times of 60-180 seconds for typical components enable production rates of 20-60 parts per hour per machine. Quality consistency reduces inspection requirements and scrap rates below 2% for established processes.
Break-even analysis typically shows cost advantages over machined components at volumes exceeding 1,000 units annually. Compared to permanent mold casting, thixoforming becomes economical when premium properties justify 15-25% higher piece part costs.
Applications and Industry Implementation
Automotive applications lead thixoforming adoption, particularly for suspension components, engine brackets, and structural nodes requiring high strength-to-weight ratios. Mercedes-Benz implements thixoformed aluminum suspension arms achieving 30% weight reduction while maintaining crash performance standards. The superior fatigue resistance enables design optimization impossible with conventional casting.
Aerospace components benefit from thixoforming's porosity control and mechanical properties. Landing gear components, actuator housings, and structural fittings utilize the process for critical applications where failure consequences are severe. Boeing specifications require porosity levels below 0.2% for certain applications, achievable only through semi-solid processing.
Electronics enclosures leverage thixoforming's dimensional accuracy and electromagnetic shielding properties. Magnesium housings for telecommunications equipment achieve wall thickness variations from 1.2-8 mm in single components while maintaining ±0.1 mm tolerances on mounting features.
Consumer goods applications include sporting equipment, power tools, and appliance components where premium properties justify higher costs. Golf club heads manufactured through thixoforming exhibit consistent performance characteristics due to uniform density distribution.
Advanced Process Variations
Thixoinjection molding combines semi-solid processing with injection molding principles, achieving cycle times comparable to injection molding services while maintaining metal component properties. The process utilizes heated barrels to maintain semi-solid temperatures during injection, enabling complex geometries with undercuts and internal cavities.
Rheocasting processes bypass feedstock preparation by creating semi-solid material directly from liquid metal through controlled cooling and stirring. This approach reduces material costs but requires precise process control to achieve consistent globular structures. Electromagnetic stirring systems operating at 50-100 Hz frequencies generate optimal microstructures.
Hybrid processes combine thixoforming with secondary operations like machining or joining. Insert molding capabilities enable metal-polymer composite components with mechanical interlocks impossible through conventional assembly methods. Threaded inserts, sensors, and electrical connections integrate seamlessly during forming.
Process Optimization and Troubleshooting
Temperature control optimization requires understanding heat transfer dynamics within semi-solid billets. Thermal gradients exceeding 10°C across billet diameter cause non-uniform flow and potential defects. Induction coil design with multiple zones enables gradient compensation, maintaining ±3°C uniformity.
Flow simulation software like MAGMASOFT and FLOW-3D incorporate semi-solid rheological models for die filling analysis. Viscosity predictions enable gate sizing optimization and flow path design. Simulation accuracy requires material property databases specific to globular microstructures rather than conventional liquid metal data.
Common defects include cold shuts from insufficient temperature, surface blisters from trapped gases, and dimensional variations from inconsistent solid fractions. Process monitoring systems track key parameters in real-time, with statistical process control identifying drift before defect generation.
Die maintenance schedules require specialized procedures due to different wear patterns. Surface treatments like nitride coatings extend die life 2-3x compared to untreated tool steel. Release agent application differs from liquid casting, requiring formulations compatible with semi-solid temperatures and pressures.
| Defect Type | Root Cause | Prevention Method | Detection Method |
|---|---|---|---|
| Cold Shuts | Low temperature/pressure | Process parameter control | Visual inspection |
| Porosity | Trapped air/gases | Improved venting | X-ray/CT scanning |
| Surface Blisters | Gas entrapment | Die coating optimization | Surface inspection |
| Dimensional Variation | Temperature inconsistency | Thermal monitoring | CMM measurement |
Future Developments and Emerging Technologies
Artificial intelligence integration enables predictive process control by analyzing sensor data patterns. Machine learning algorithms identify optimal parameter combinations for new geometries, reducing setup time and scrap rates. Predictive maintenance schedules based on die temperature profiles and pressure signatures prevent unexpected failures.
Advanced alloy development focuses on expanding the temperature range for semi-solid processing. Modified aluminum compositions with rare earth additions maintain globular structures across wider temperature ranges, improving process robustness. Hybrid alloys combining different base metals enable property gradients within single components.
Additive manufacturing applications utilize thixotropic pastes for direct metal printing. Semi-solid extrusion through heated nozzles enables support-free printing of overhanging features while maintaining mechanical properties comparable to wrought materials. Layer bonding strength approaches bulk material properties due to controlled thermal profiles.
Automation advances include robotic handling systems for hot billets and automated quality inspection. Vision systems identify surface defects during production, enabling real-time process adjustments. Integration with enterprise resource planning (ERP) systems optimizes production scheduling and material inventory management.
Choosing Microns Hub for Thixoforming Excellence
When ordering thixoformed components from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise in semi-solid processing and personalized service approach means every project receives the attention to detail required for optimal results. With comprehensive capabilities spanning our manufacturing services, we provide integrated solutions from design optimization through final inspection.
Frequently Asked Questions
What porosity levels can thixoforming achieve compared to conventional die casting?
Thixoforming consistently achieves porosity levels below 0.5%, while conventional die casting typically ranges from 2-5%. This dramatic improvement results from the controlled flow characteristics of semi-solid metal, which eliminates turbulence and reduces gas entrapment during die filling.
Which materials are best suited for thixoforming applications?
Aluminum alloys like A356 and A357 are most commonly used due to their wide semi-solid temperature range and excellent mechanical properties. Magnesium alloys (AZ91D) offer superior strength-to-weight ratios, while zinc alloys (ZA-8) provide exceptional dimensional accuracy for precision components.
How do tooling costs for thixoforming compare to other casting processes?
Initial tooling costs range €25,000-€150,000 for typical components, similar to permanent mold casting. However, die life increases 40-60% due to reduced thermal shock and lower processing temperatures, making the total cost of ownership more favorable for medium to high-volume production.
What dimensional tolerances are achievable with thixoforming?
Typical tolerances range from ±0.1-±0.2 mm for most features, with critical dimensions achieving ±0.05 mm when proper process controls are implemented. Surface finishes of Ra 1.6-3.2 μm are standard, often eliminating secondary finishing operations.
What minimum production volumes make thixoforming economically viable?
Break-even analysis typically shows cost advantages over machined components at volumes exceeding 1,000 units annually. For complex geometries requiring high strength and low porosity, thixoforming becomes competitive at even lower volumes due to reduced machining requirements and superior material properties.
How does the mechanical strength of thixoformed parts compare to conventional casting?
Thixoformed aluminum A356 achieves tensile strengths of 280-320 MPa compared to 200-250 MPa in conventional die casting. The controlled microstructure and reduced porosity result in 20-30% higher fatigue strength and improved elongation properties.
What are the main limitations of the thixoforming process?
Primary limitations include the narrow temperature processing window requiring precise control (±2°C), specialized feedstock preparation costs, and current limitation to specific alloy systems. Complex geometries with very thin walls (<1.5 mm) may present flow challenges requiring careful die design optimization.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece