The Truth About CNC Thread Milling vs. Tapping for Hardened Steels
Manufacturing hardened steel components with threaded features presents a critical decision point that directly impacts production costs, cycle times, and part quality. Engineers working with materials above 35 HRC face unique challenges where traditional tapping methods often fail, leading to broken tools, rejected parts, and production delays.
Key Takeaways:
- Thread milling delivers 3-5x longer tool life in hardened steels above 40 HRC compared to conventional tapping
- Initial tooling costs for thread milling are 40-60% higher but ROI is achieved within 200-500 threaded holes
- Tapping remains cost-effective for softer steels (below 30 HRC) and high-volume production runs
- Thread quality and geometric accuracy favor milling for precision applications requiring Class 2A tolerances or better
Understanding the Fundamental Differences
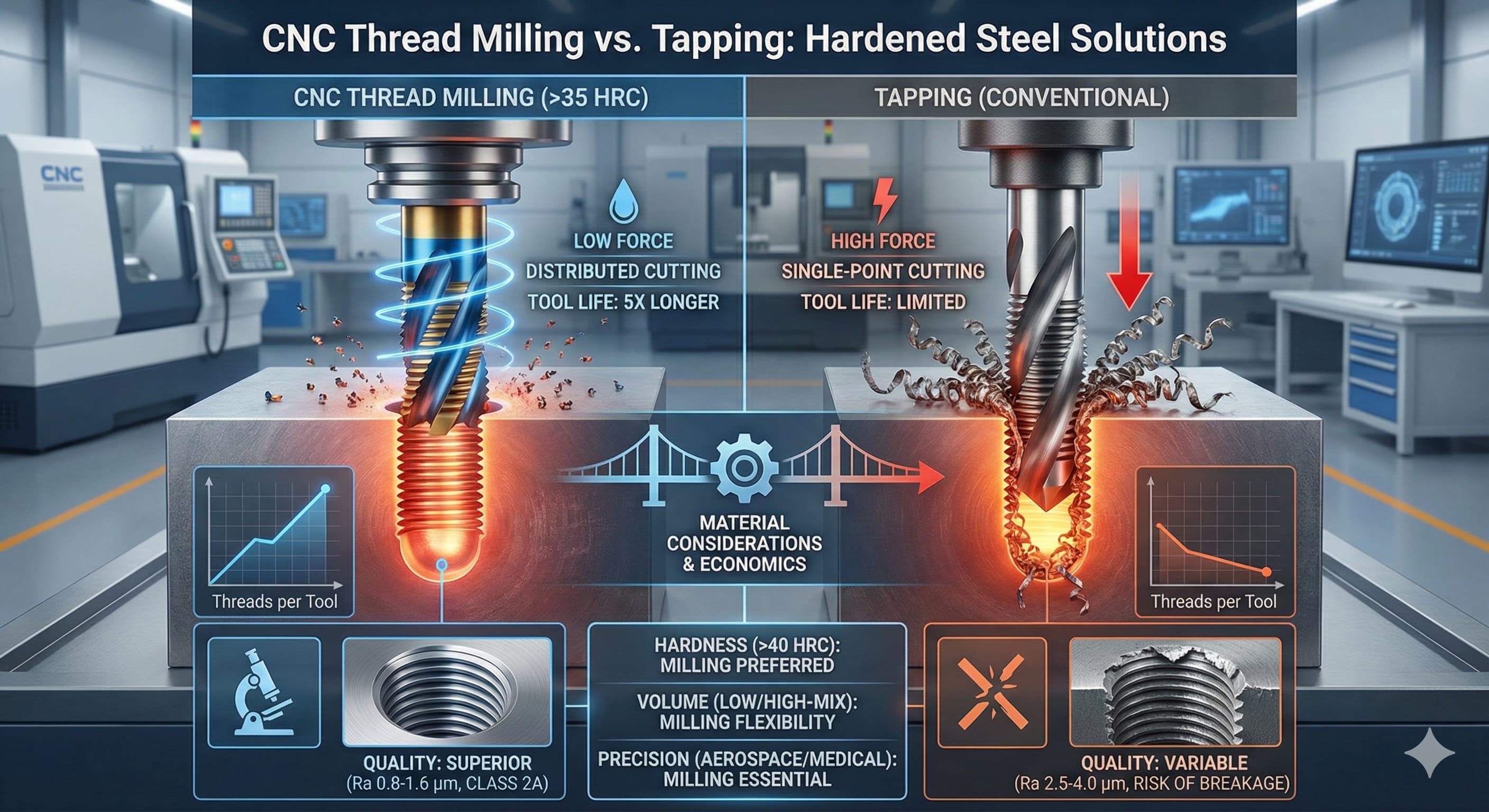
Thread milling and tapping represent fundamentally different approaches to creating internal threads in hardened steel components. Tapping relies on a single-point cutting action where the tap's flutes simultaneously cut and form the thread profile through axial advancement. This process generates significant cutting forces concentrated at the tool tip, creating substantial stress concentrations that become problematic in work-hardening materials like 17-4 PH stainless steel or tool steels above 45 HRC.
Thread milling, conversely, employs a multi-tooth cutter that moves in a helical interpolation pattern around the hole's circumference. Each cutting edge removes a small chip during its engagement, distributing cutting forces across multiple contact points. This approach reduces peak cutting forces by 60-70% compared to tapping, particularly beneficial when machining precipitation-hardened steels or through-hardened components.
The kinematic differences extend beyond force distribution. Tapping requires perfect synchronization between spindle rotation and feed rate - any deviation results in torn threads or tool breakage. Modern CNC controllers achieve this through rigid tapping cycles, but spindle acceleration/deceleration limitations still create challenges. Thread milling eliminates this constraint entirely, as the tool path is generated through programmed interpolation rather than mechanical synchronization.
Material Considerations for Hardened Steel Applications
Hardened steel grades respond differently to each threading process based on their metallurgical structure and work-hardening characteristics. Through-hardened tool steels like D2 (60-62 HRC) or A2 (58-60 HRC) present extreme challenges for tapping due to their uniform hardness distribution and carbide content. Thread milling proves superior in these applications, with tool life improvements reaching 400-500% over conventional tapping approaches.
| Steel Grade | Hardness (HRC) | Tapping Success Rate | Thread Milling Advantage | Recommended Method |
|---|---|---|---|---|
| 4140 Annealed | 22-25 | 95% | Cost disadvantage | Tapping |
| 4140 Q&T | 28-32 | 85% | Marginal | Either method |
| 4340 Q&T | 35-40 | 65% | Significant | Thread milling |
| 17-4 PH H900 | 40-44 | 45% | Critical | Thread milling |
| D2 Tool Steel | 60-62 | 15% | Essential | Thread milling only |
Precipitation-hardened stainless steels like 15-5 PH and 17-4 PH deserve special consideration due to their work-hardening tendencies. These materials can increase in hardness by 5-8 HRC points during machining if cutting parameters are inadequate. Tapping these materials often results in work-hardening ahead of the cutting edges, leading to premature tool failure. Thread milling's distributed cutting action minimizes work-hardening effects while maintaining consistent thread quality.
Case-hardened components present another unique challenge where surface hardness may exceed 58 HRC while core hardness remains at 25-30 HRC. The hardness gradient creates varying cutting conditions that taps struggle to accommodate. Thread milling maintains consistent performance throughout the hardness transition zone, producing uniform thread quality from surface to core.
Tool Life and Economic Analysis
Tool life comparison between thread milling and tapping in hardened steels reveals dramatic differences that directly impact manufacturing economics. In through-hardened steels above 45 HRC, quality taps typically produce 15-25 acceptable threads before replacement, while thread mills can generate 200-400 threads under equivalent conditions. This 10-15x improvement in tool life fundamentally alters the cost equation despite higher initial tooling investment.
Consider a practical example involving 100 M8x1.25 threads in 17-4 PH stainless steel (42 HRC). Premium spiral flute taps cost approximately €35-45 each and produce 20-30 threads before failure. Thread mills cost €120-150 but generate 300-500 threads before replacement. The per-thread tooling cost favors milling by 40-50% before considering secondary factors like machine downtime and scrap reduction.
Cycle time analysis requires careful consideration of setup and programming complexity. Tapping cycles complete in 8-15 seconds per thread depending on depth and pitch, while thread milling requires 25-45 seconds for equivalent features. However, this comparison ignores the probability of tap breakage and associated downtime. A single broken tap can require 30-60 minutes for extraction and hole repair, eliminating any cycle time advantage.
For high-precision results, Receive a detailed quote within 24 hours from Microns Hub.
Thread Quality and Geometric Accuracy
Thread quality differences between milling and tapping become pronounced in hardened steel applications where cutting forces and tool deflection significantly impact final geometry. Thread milling produces consistently superior thread profiles with pitch diameter variations typically held within ±0.025 mm compared to ±0.050 mm achievable through tapping in hardened materials.
Surface finish quality strongly favors thread milling in hardened steel applications. The multiple cutting edges and optimized chip formation characteristic of thread mills produce Ra values of 0.8-1.6 μm, while tapped threads in similar materials typically exhibit 2.5-4.0 μm Ra values. This improvement becomes critical in applications requiring fatigue resistance or corrosion resistance where surface irregularities serve as stress concentrators or crevice corrosion initiation sites.
Geometric accuracy extends beyond surface finish to include thread form accuracy and positional tolerance maintenance. Thread milling maintains consistent thread angles (typically ±0.5°) even in varying hardness zones, while tapped threads can exhibit 1-2° variations as taps deflect under varying cutting loads. This accuracy advantage proves essential in precision assemblies where thread interference affects assembly forces and joint preload consistency.
Machine Tool Requirements and Setup Considerations
Machine tool requirements differ significantly between thread milling and tapping operations, particularly when processing hardened steels. Tapping demands rigid spindle construction with accurate synchronization capabilities, typically limiting applications to machining centers with dedicated tapping cycles and adequate torque capacity. Spindle power requirements for tapping hardened steels often exceed 5-8 kW for M10 and larger threads due to high torque demands.
Thread milling places different demands on machine tools, requiring precise interpolation capabilities and stable cutting conditions rather than maximum torque output. Most modern 3-axis machining centers can successfully perform thread milling operations, though 5-axis capability becomes advantageous for angled or complex threaded features. Spindle speeds for thread milling typically range from 1,500-4,000 RPM depending on cutter diameter and material, placing moderate demands on spindle power systems.
Programming complexity represents a significant consideration for production implementation. Tapping requires simple G84 or G74 canned cycles with minimal programming complexity, making it accessible to entry-level programmers. Thread milling demands helical interpolation programming (G02/G03 with simultaneous Z-axis movement) or specialized CAM software with threading routines. This complexity translates to longer programming time and increased skill requirements for setup personnel.
Cutting Parameters and Process Optimization
Optimal cutting parameters for hardened steel threading vary dramatically between tapping and milling processes. Tapping parameters are largely constrained by thread pitch requirements - a M10x1.5 tap must advance 1.5 mm per revolution regardless of material properties. This constraint forces compromises in surface speed selection, often resulting in suboptimal cutting conditions for hardened materials.
| Process Parameter | Tapping (4340 @ 38 HRC) | Thread Milling (4340 @ 38 HRC) | Optimization Advantage |
|---|---|---|---|
| Surface Speed (m/min) | 8-12 | 80-120 | Thread milling |
| Feed Rate (mm/rev) | Fixed (pitch) | 0.05-0.15 | Thread milling |
| Cutting Force (N) | 800-1,200 | 200-400 | Thread milling |
| Tool Engagement | 100% | 15-25% | Thread milling |
Thread milling parameters can be optimized independently for cutting speed, feed rate, and axial engagement. Surface speeds of 80-150 m/min are achievable in hardened steels using carbide thread mills with appropriate coatings, compared to 8-15 m/min typical for tapping operations. This speed advantage translates directly to improved tool life through reduced work-hardening and better chip evacuation.
Coolant application proves critical for both processes but presents different challenges. Tapping requires flood coolant or through-spindle delivery to prevent chip packing and provide adequate lubrication. Thread milling benefits from mist coolant application that doesn't interfere with chip evacuation while providing thermal control and extended tool life.
Cost Analysis: Initial Investment vs. Operating Economics
The economic comparison between thread milling and tapping in hardened steel applications requires analysis across multiple cost categories including tooling, machine time, quality costs, and secondary operations. Initial tooling investment strongly favors tapping with premium taps costing €35-60 compared to €120-200 for equivalent thread mills. However, this analysis changes dramatically when considering tool life and total cost per thread.
Operating cost analysis must account for the probability of tap breakage and associated recovery costs. Broken tap extraction in hardened steel components often requires electrical discharge machining (EDM) or specialized extraction tools, with costs reaching €200-500 per incident including labor and potential scrap. Thread milling virtually eliminates breakage risk due to lower cutting forces and superior chip evacuation.
Quality costs significantly favor thread milling in hardened steel applications. Improved thread geometry and surface finish reduce the likelihood of assembly issues, cross-threading, or premature joint failure. These quality improvements translate to reduced warranty costs and improved customer satisfaction, though quantification requires application-specific analysis.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail required for optimal threading solutions in hardened steel components.
Application-Specific Recommendations
Aerospace applications involving precipitation-hardened stainless steels or titanium alloys strongly favor thread milling due to material work-hardening characteristics and stringent quality requirements. Components like landing gear assemblies, engine mounts, and structural fittings require thread quality that consistently meets or exceeds specification requirements. The superior geometric accuracy and surface finish achieved through thread milling justify the additional cycle time in these critical applications.
Automotive applications present more nuanced selection criteria where production volume and component criticality influence process selection. High-volume transmission components or engine blocks may justify tapping for threads in through-hardened areas below 35 HRC, while low-volume specialty components benefit from thread milling's flexibility and quality advantages. The ability to produce multiple thread sizes with a single thread mill provides significant advantages in low-volume, high-mix production environments.
Medical device manufacturing, particularly orthopedic implants and surgical instruments, requires thread milling for biocompatible materials like 17-4 PH stainless steel or titanium alloys. The superior surface finish and geometric accuracy directly impact device performance and longevity. Thread milling's ability to maintain consistent quality across varying hardness zones proves essential in components requiring extensive heat treatment or surface modification processes.
For manufacturers seeking comprehensive solutions beyond threading operations, sheet metal fabrication services can provide integrated manufacturing approaches that optimize overall component production. Similarly, our manufacturing services encompass the complete range of processes required for complex hardened steel components.
Integration with Advanced Manufacturing Processes
Thread milling integration with advanced manufacturing processes like live tooling operations provides significant advantages in complex component manufacturing. Multi-axis machining centers can combine turning, milling, and threading operations in single setups, reducing handling time and improving geometric relationships between features. This integration proves particularly valuable in hardened steel components where multiple setups increase the risk of work-hardening and dimensional variation.
Hard turning operations followed by thread milling represent an emerging approach for components requiring extensive machining in the hardened condition. This sequence minimizes heat treatment distortion while maintaining superior thread quality compared to pre-hardening machining and subsequent heat treatment. The combination proves especially effective for components requiring geometric tolerances tighter than achievable through conventional heat treatment and grinding sequences.
Additive manufacturing integration represents a future opportunity where thread milling provides superior thread quality compared to as-printed threads. Components produced through selective laser melting (SLM) or electron beam melting (EBM) often require post-processing for critical threaded features. Thread milling accommodates the varying surface conditions and material properties characteristic of additively manufactured components better than conventional tapping approaches.
Future Trends and Technology Development
Emerging tool coating technologies continue to improve thread milling performance in hardened steel applications. Advanced coating systems like AlCrN and diamond-like carbon (DLC) provide improved wear resistance and reduced friction coefficients, extending tool life by an additional 30-50% compared to conventional TiAlN coatings. These developments further strengthen the economic advantages of thread milling in demanding applications.
Adaptive machining technologies that monitor cutting forces and automatically adjust parameters show particular promise for thread milling applications. These systems can detect work-hardening conditions or tool wear states and modify cutting parameters in real-time to maintain optimal performance. Such capabilities prove especially valuable in hardened steel applications where material properties may vary within individual components.
High-speed thread milling represents an emerging trend where cutting speeds approaching 200-300 m/min become achievable through specialized tooling and machine tool designs. These developments promise to eliminate the cycle time disadvantage traditionally associated with thread milling while maintaining superior thread quality and tool life characteristics.
Frequently Asked Questions
What hardness threshold makes thread milling more cost-effective than tapping in steel?
The crossover point typically occurs around 32-35 HRC, where tap breakage rates begin increasing significantly while thread mill performance remains stable. Above 40 HRC, thread milling becomes economically superior in most applications due to dramatically improved tool life and reduced scrap rates.
Can thread milling produce threads to the same accuracy standards as tapping?
Thread milling consistently produces superior accuracy compared to tapping in hardened steels, with pitch diameter tolerances typically 40-50% tighter. Surface finish improvements of 50-60% are common, making thread milling the preferred choice for precision applications requiring Class 2A fits or better.
How does programming complexity affect implementation of thread milling?
Modern CAM software has largely eliminated programming complexity concerns through specialized threading routines and automated tool path generation. Setup time increases by approximately 15-20% compared to tapping, but this investment is recovered within the first few production parts through improved quality and reduced scrap.
What machine tool modifications are required for thread milling hardened steels?
Most existing 3-axis machining centers can perform thread milling without modification, provided they have adequate spindle power (typically 3-5 kW minimum) and helical interpolation capability. Through-spindle coolant delivery, while beneficial, is not mandatory for successful thread milling operations.
How do cutting fluid requirements differ between thread milling and tapping?
Thread milling typically requires less aggressive coolant delivery than tapping, with mist coolant often sufficient for most applications. Tapping demands flood coolant or through-spindle delivery to prevent chip packing and provide adequate lubrication in the confined cutting zone.
What thread sizes favor each process in hardened steel applications?
Thread milling shows increasing advantages as thread size increases, with M6 and larger threads typically favoring milling in hardened steels. Smaller threads (M3-M5) may still justify tapping in moderately hard materials (30-35 HRC) depending on production volume and quality requirements.
How does batch size influence the economic comparison between processes?
High-volume production (>10,000 pieces annually) may justify tapping for moderately hard steels due to faster cycle times, while low-volume, high-mix production strongly favors thread milling's flexibility and quality consistency. The crossover point varies with material hardness and thread specifications.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece