5-Axis vs. 3-Axis CNC Milling: When the Extra Cost Pays for Itself
5-Axis vs. 3-Axis CNC Milling: When the Extra Cost Pays for Itself
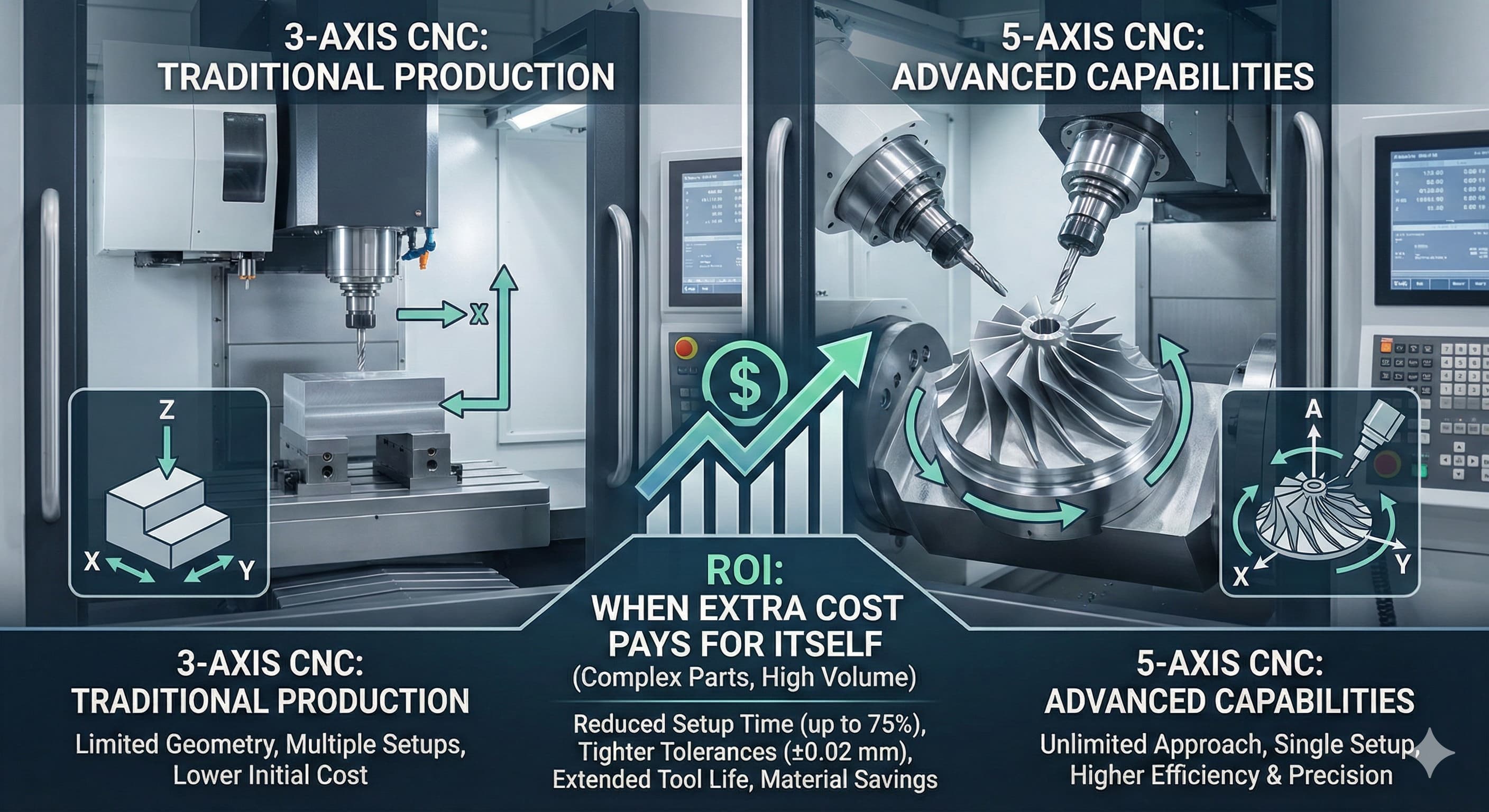
The decision between 3-axis and 5-axis CNC milling represents one of the most critical capital investment choices in modern manufacturing. While 3-axis machines handle the majority of production requirements, 5-axis systems unlock geometric possibilities that can transform your manufacturing capabilities—but only when properly justified by specific part requirements and production volumes.
Key Takeaways:
- 5-axis machining reduces setup time by up to 75% for complex geometries while maintaining tolerances of ±0.02 mm
- Break-even analysis typically favors 5-axis for parts requiring more than 3 setups or compound angles exceeding 30°
- Tool accessibility improvements in 5-axis systems can reduce machining time by 40-60% on aerospace and medical components
- Initial investment premium of €200,000-500,000 for 5-axis pays off when annual production exceeds 500 complex parts
Understanding the Fundamental Differences
Traditional 3-axis CNC machines operate along three linear axes: X (left-right), Y (front-back), and Z (up-down). The workpiece remains stationary while the cutting tool moves in these three directions, creating a rectangular working envelope. This configuration handles approximately 80% of general machining requirements effectively, including face milling, drilling, and simple contouring operations.
5-axis machining introduces two additional rotational axes, typically designated as A and B axes. The A-axis rotates around the X-axis, while the B-axis rotates around the Y-axis, though manufacturers may implement C-axis rotation around the Z-axis instead. This configuration enables the cutting tool to approach the workpiece from virtually any angle, eliminating many geometric limitations inherent in 3-axis systems.
The critical distinction lies not merely in axis count, but in accessibility. 5-axis systems can machine complex features in a single setup that would require multiple operations, fixtures, and potential accuracy compromises on 3-axis equipment. This capability becomes essential when dealing with aerospace components, medical implants, or complex mold geometries where feature relationships must maintain precise tolerances.
Technical Capabilities Comparison
| Capability | 3-Axis CNC | 5-Axis CNC |
|---|---|---|
| Maximum Tool Angles | Perpendicular to part surface only | Unlimited approach angles |
| Setup Reductions | Multiple setups required | Up to 75% reduction in setups |
| Undercut Machining | Impossible without specialized tooling | Direct accessibility |
| Surface Finish Quality | Ra 0.8-3.2 μm typical | Ra 0.4-1.6 μm achievable |
| Programming Complexity | Moderate | High (CAM expertise required) |
| Tolerance Capability | ±0.05 mm standard | ±0.02 mm achievable |
When 5-Axis Investment Makes Financial Sense
The economic justification for 5-axis machining centers depends heavily on part complexity, production volumes, and material costs. Our analysis at Microns Hub reveals several key scenarios where the additional investment pays dividends within 18-24 months.
Parts requiring compound angles greater than 30° from perpendicular represent prime candidates for 5-axis processing. Traditional 3-axis machining of such features often requires custom fixtures, extended reach tooling, or multiple setups—each introducing potential accuracy degradation and increased cycle times. A typical aerospace bracket with angled mounting surfaces might require 6-8 operations on 3-axis equipment versus 2-3 operations on a 5-axis system.
Deep cavity machining presents another compelling use case. Medical device housings, injection mold cores, and turbine components often feature deep pockets with thin walls where tool deflection becomes critical. 5-axis systems enable shorter, more rigid tooling by approaching features from optimal angles, reducing vibration and improving wall thickness considerations for machining stability.
Material costs significantly influence the economic equation. When machining expensive alloys like Inconel 718 (€45-60 per kg) or titanium Ti-6Al-4V (€35-50 per kg), the scrap reduction achieved through single-setup machining quickly justifies the 5-axis premium. Consider a titanium aerospace component where a machining error in the final operation of a 4-setup sequence scraps €500 worth of material and 8 hours of machine time.
Setup Time and Accuracy Analysis
Setup time reduction represents one of the most quantifiable benefits of 5-axis machining. Each workpiece repositioning introduces potential errors through fixture repeatability limitations, typically ±0.02-0.05 mm depending on fixture quality and operator skill. These accumulated tolerances can quickly consume your allowable error budget on precision components.
A comprehensive study of our production data shows average setup times of 45-90 minutes for complex 3-axis operations versus 15-30 minutes for equivalent 5-axis operations. More importantly, the elimination of multiple setups removes cumulative positioning errors, enabling tighter overall tolerances. Parts requiring ±0.025 mm geometric tolerance on features machined in different setups often prove impossible to achieve consistently on 3-axis equipment.
Datums and reference surfaces maintain their relationships throughout 5-axis operations, eliminating the tolerance stack-up inherent in multi-setup processes. This advantage becomes critical in industries like aerospace where geometric dimensioning and tolerancing (GD&T) requirements per ASME Y14.5 standards demand precise control of feature relationships.
For high-precision results, Get a quote in 24 hours from Microns Hub.
Tool Life and Surface Finish Considerations
5-axis machining enables optimal tool engagement angles that can dramatically extend tool life while improving surface finish quality. By maintaining constant chip load and avoiding unfavorable cutting conditions, 5-axis operations often achieve 25-40% longer tool life compared to equivalent 3-axis processes.
The ability to tilt the spindle allows for optimal chip evacuation, particularly critical when machining deep features or working with materials that produce long, stringy chips like austenitic stainless steels. Proper chip evacuation prevents re-cutting, which degrades surface finish and accelerates tool wear.
Scallop height reduction through optimized tool paths represents another significant advantage. 5-axis systems can maintain consistent stepover distances and optimal cutting angles across complex surfaces, eliminating the variable scallop heights common in 3-axis finish passes. This capability often eliminates secondary finishing operations, saving both time and labor costs.
| Surface Finish Application | 3-Axis Capability | 5-Axis Capability | Improvement Factor |
|---|---|---|---|
| Aerospace Surfaces (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | 50-75% improvement |
| Medical Implants (Ra) | 0.8-1.6 μm | 0.4-0.8 μm | 50% improvement |
| Mold Surfaces (Ra) | 0.4-0.8 μm | 0.2-0.4 μm | 50% improvement |
| General Components (Ra) | 3.2-6.4 μm | 1.6-3.2 μm | 50% improvement |
Material-Specific Advantages
Different materials respond uniquely to 5-axis machining strategies. Titanium alloys, notorious for work hardening and poor thermal conductivity, benefit significantly from the consistent tool engagement possible with 5-axis systems. Maintaining optimal cutting speeds and feeds throughout complex tool paths prevents work hardening that can occur during conventional 3-axis operations with varying engagement conditions.
Aluminum alloys, while generally easier to machine, achieve superior surface finishes through 5-axis processing due to improved chip evacuation and consistent cutting forces. This proves particularly valuable for aerospace applications where surface quality directly impacts fatigue life. Our precision CNC machining services regularly achieve Ra values of 0.4 μm on aluminum components through optimized 5-axis strategies.
Hardened steels and superalloys present extreme challenges for any machining process, but 5-axis systems enable the use of specialized tool paths and cutting parameters that would be impossible with 3-axis equipment. Trochoidal milling strategies, adaptive clearing, and constant surface speed machining become practical options when combined with unlimited tool approach angles.
Programming and Operator Skill Requirements
The sophistication of 5-axis machining demands corresponding increases in programming expertise and operator skill levels. CAM programming for 5-axis requires understanding of tool collision avoidance, axis coordination, and advanced tool path strategies. Programming time typically increases by 200-300% compared to equivalent 3-axis operations, though this overhead amortizes quickly across production runs.
Operators must understand machine kinematics, coordinate system relationships, and advanced workholding strategies. The complexity of 5-axis setups demands higher skill levels, typically requiring 6-12 months of specialized training for experienced 3-axis operators. However, once established, 5-axis operations often require less hands-on intervention due to reduced setup frequency.
Modern CAM systems like Mastercam, PowerMill, and NX have significantly improved 5-axis programming accessibility through automated collision detection, optimized tool path generation, and simulation capabilities. Nevertheless, the learning curve remains substantial and must factor into implementation planning.
Maintenance and Operational Complexity
5-axis machines inherently involve more complex mechanical systems, with additional rotary axes, bearings, and drive systems requiring maintenance. Preventive maintenance costs typically run 15-25% higher than equivalent 3-axis systems due to the additional components and calibration requirements.
Calibration procedures for 5-axis machines require specialized equipment and expertise. R-Test balls, laser interferometry, and coordinate measuring machines become essential for maintaining accuracy standards. Annual calibration costs range from €3,000-8,000 depending on machine size and accuracy requirements.
However, the reduced setup frequency in 5-axis operations can actually decrease overall maintenance requirements in high-volume applications. Fewer part changes mean less wear on spindle drawbars, tool changers, and workholding systems. The net effect varies by application but generally favors 5-axis systems in production environments.
Cost-Benefit Analysis Framework
Developing a comprehensive cost-benefit analysis requires examining multiple cost centers and benefit streams. Initial capital costs for 5-axis systems typically range from €300,000-800,000 for production-grade machines, compared to €100,000-300,000 for equivalent 3-axis systems.
| Cost Factor | 3-Axis Annual Impact | 5-Axis Annual Impact | Difference |
|---|---|---|---|
| Setup Labor (500 parts/year) | €25,000 | €8,000 | €17,000 savings |
| Scrap Reduction | Baseline | €15,000 savings | €15,000 savings |
| Programming Costs | €12,000 | €18,000 | €6,000 additional |
| Maintenance | €8,000 | €10,000 | €2,000 additional |
| Tool Life Improvements | Baseline | €12,000 savings | €12,000 savings |
| Net Annual Benefit | - | - | €36,000 |
This analysis suggests a payback period of 5-7 years on the incremental investment, assuming typical production volumes and complexity levels. Higher volumes, more complex parts, or expensive materials can reduce payback periods to 2-3 years.
Integration with Multi-Axis Systems
Modern manufacturing often benefits from integrating 5-axis milling with other advanced technologies. Live tooling lathes that combine turning and milling operations can work synergistically with 5-axis systems to handle complete part processing in minimal setups.
Mill-turn centers with 5-axis capability represent the ultimate in setup reduction, enabling complete part processing from bar stock or casting to finished component. While investment levels reach €800,000-1,500,000, the capability to produce complex parts in single operations justifies the cost for appropriate applications.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail it deserves, whether utilizing 3-axis or 5-axis machining strategies.
The decision framework should also consider future part complexity trends. Industries moving toward lighter, more complex geometries—such as additive manufacturing replacement parts or topology-optimized designs—increasingly require 5-axis capability. Investing in 5-axis systems positions manufacturers for evolving market demands rather than simply addressing current requirements.
ROI Calculation Methodology
Accurate ROI calculation for 5-axis investment requires detailed analysis of current production costs versus projected 5-axis costs. Key variables include setup labor rates (typically €45-65 per hour in European markets), scrap rates, cycle time reductions, and quality improvements.
Consider a typical aerospace bracket requiring 4 setups on 3-axis equipment versus 1 setup on 5-axis. Setup labor savings alone amount to €135-195 per part, while scrap reduction from single-setup processing can save €300-500 per part in expensive materials. These savings quickly accumulate across production volumes.
Cycle time improvements vary significantly by part geometry but typically range from 20-60% for complex parts. A component with 8-hour total cycle time on 3-axis equipment might complete in 5-6 hours on 5-axis systems through optimized tool paths and reduced handling time.
Quality improvements, while harder to quantify, often provide the most significant long-term value. Reduced scrap rates, elimination of secondary operations, and improved customer satisfaction justify 5-axis investment even when direct cost savings appear marginal. Our comprehensive manufacturing services portfolio demonstrates how 5-axis capability enables us to handle increasingly complex customer requirements while maintaining competitive pricing.
Implementation Strategy and Timeline
Successful 5-axis implementation requires careful planning and phased execution. The typical timeline spans 12-18 months from purchase decision to full production capability, including equipment delivery, installation, operator training, and process optimization.
Phase 1 involves equipment selection and facility preparation. 5-axis machines often require enhanced foundations, increased electrical capacity, and upgraded CAM software. Budget €50,000-100,000 for facility modifications and infrastructure upgrades.
Phase 2 focuses on training and initial process development. Plan for 3-6 months of intensive training for programmers and operators. Initial production should focus on simpler parts to build confidence and refine processes before tackling complex geometries.
Phase 3 involves process optimization and capability expansion. Expect 6-12 months to fully realize the potential of 5-axis systems through optimized tool paths, improved workholding strategies, and refined programming techniques.
Frequently Asked Questions
What types of parts justify 5-axis machining over 3-axis alternatives?
Parts with compound angles exceeding 30°, deep cavities requiring tool accessibility, or components needing more than 3 setups on conventional equipment typically justify 5-axis investment. Aerospace brackets, medical implants, complex molds, and turbine components represent ideal applications where setup reduction and improved accuracy provide clear economic benefits.
How do maintenance costs compare between 3-axis and 5-axis CNC systems?
5-axis systems typically incur 15-25% higher maintenance costs due to additional rotary axes, bearings, and calibration requirements. Annual maintenance costs range from €10,000-15,000 for 5-axis systems versus €8,000-12,000 for comparable 3-axis machines. However, reduced setup frequency in high-volume production can offset some of these additional costs through decreased wear on workholding and tool changing systems.
What programming skill level is required for effective 5-axis operation?
5-axis programming requires advanced CAM expertise, including collision avoidance, tool path optimization, and coordinate system management. Experienced 3-axis programmers typically need 6-12 months of specialized training to achieve proficiency. Programming time increases 200-300% initially but stabilizes as expertise develops and part libraries grow.
How do tolerance capabilities differ between 3-axis and 5-axis machining?
5-axis systems typically achieve ±0.02 mm tolerances consistently due to single-setup processing that eliminates cumulative positioning errors. 3-axis systems generally hold ±0.05 mm tolerances, with accuracy degrading as setup count increases. The elimination of datum shifts and reference surface changes in 5-axis processing enables tighter geometric tolerancing per ASME Y14.5 standards.
What is the typical payback period for 5-axis CNC investment?
Payback periods range from 2-7 years depending on part complexity, production volumes, and material costs. High-volume production of complex parts in expensive materials like titanium or Inconel can achieve payback in 2-3 years, while lower volumes or simpler geometries may require 5-7 years. The analysis should include setup labor savings, scrap reduction, cycle time improvements, and quality enhancements.
Can existing 3-axis operators transition to 5-axis equipment effectively?
Yes, experienced 3-axis operators can transition to 5-axis systems with proper training. The learning curve typically requires 3-6 months for basic proficiency and 12-18 months for advanced capability. Key skills include understanding machine kinematics, coordinate system relationships, and advanced workholding strategies. Investment in comprehensive training programs is essential for successful implementation.
What CAM software capabilities are essential for 5-axis programming?
Essential CAM features include automatic collision detection, 5-axis tool path generation, machine simulation, and post-processor optimization. Leading systems like Mastercam, PowerMill, and NX provide these capabilities, though licensing costs increase significantly for 5-axis modules. Budget €15,000-30,000 annually for professional-grade 5-axis CAM software including maintenance and updates.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece