Reducing Tooling Costs: Modular Dies and Family Tools Strategy
Tooling costs can consume 30-40% of a manufacturing project's budget, yet most companies approach die and mold design with single-purpose thinking. Modular dies and family tools represent a strategic shift toward cost optimization without compromising quality—cutting tooling expenses by 25-60% while reducing lead times and improving manufacturing flexibility.
Key Takeaways:
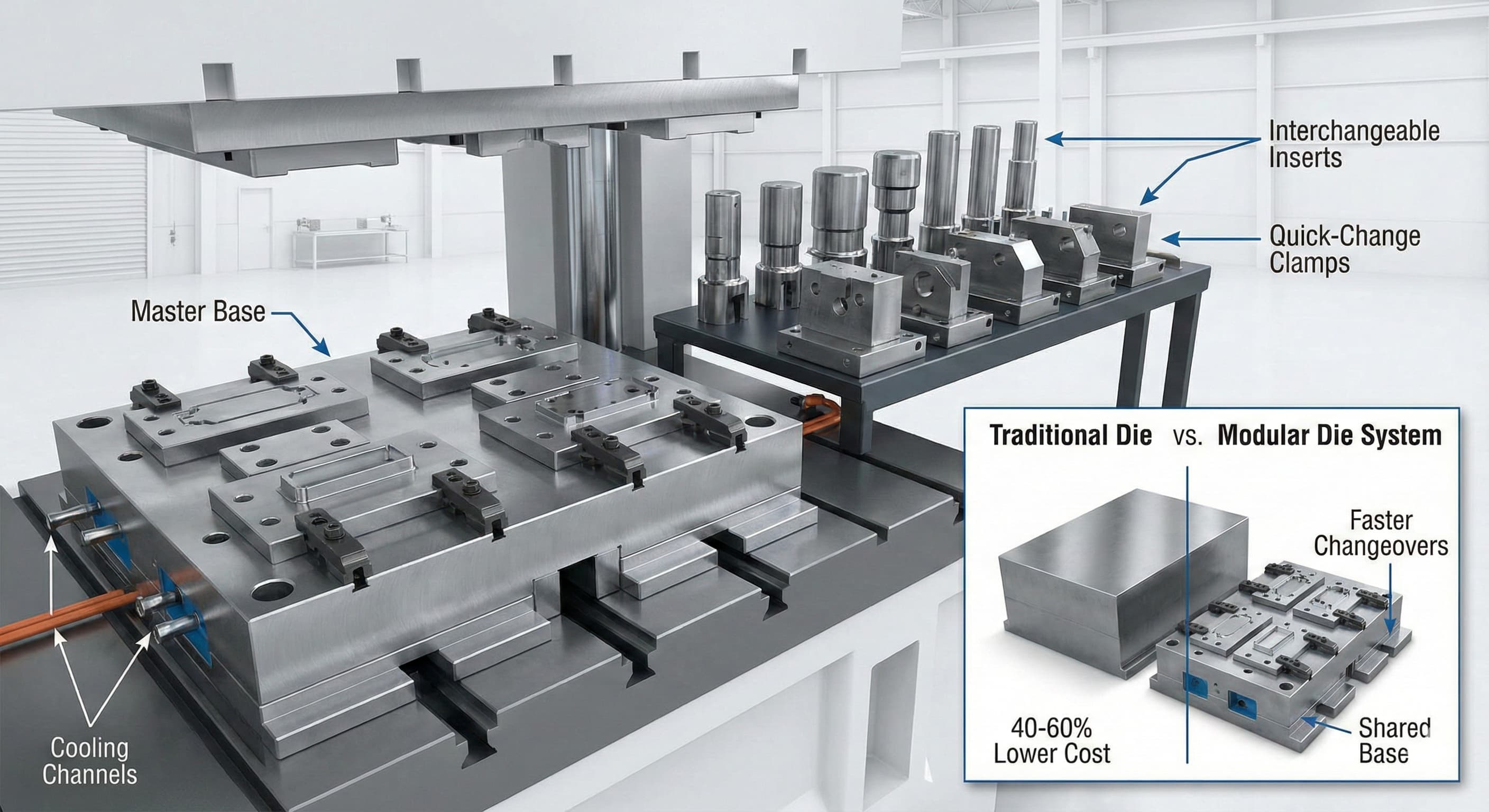
- Modular die systems reduce initial tooling investment by 40-60% through shared base components and interchangeable inserts
- Family tools enable simultaneous production of multiple part variations, optimizing machine utilization and reducing per-part costs
- Strategic design planning for modularity requires upfront analysis but delivers 3-5x return on investment over tool lifecycle
- Proper material selection and precision manufacturing are critical—H13 tool steel bases with P20 inserts provide optimal durability-to-cost ratio
Understanding Modular Die Architecture
Modular dies fundamentally restructure traditional tooling by separating fixed base components from variable forming elements. The base structure houses the ejection system, cooling channels, and mounting interfaces, while interchangeable inserts define the part geometry. This architecture enables manufacturers to leverage substantial economies of scale across product families.
The typical modular system consists of three primary levels: the master base (€15,000-45,000), standardized sub-plates (€3,000-8,000 each), and precision inserts (€500-2,500 per cavity). When producing 5-10 related parts, the shared base infrastructure reduces individual tool costs by 40-60% compared to dedicated dies.
Material selection plays a crucial role in modular success. H13 tool steel (hardened to 48-52 HRC) provides the optimal foundation for high-volume applications, offering exceptional thermal cycling resistance and dimensional stability. For lower-volume production, P20 steel (28-32 HRC) delivers adequate performance at 30% lower cost. Insert materials depend on part complexity: simple geometries use P20, while intricate features requiring sharp details benefit from A2 tool steel hardened to 58-62 HRC.
Design considerations extend beyond material selection. Modular systems require precise alignment mechanisms—typically achieved through dowel pins with ±0.02 mm positioning accuracy and mechanical clamps capable of 150-200 bar clamping pressure. Cooling system design becomes more complex, requiring quick-disconnect fittings and flexible manifold systems to accommodate various insert configurations.
Family Tool Design Strategies
Family tools consolidate multiple part variations into a single tool system, maximizing machine utilization and minimizing setup costs. The strategy works particularly well for components sharing similar material thicknesses, dimensional envelopes, and production volumes.
Three primary family tool configurations dominate manufacturing applications: strip layout, circular arrangement, and modular cavity blocks. Strip layouts arrange parts linearly, ideal for progressive operations and parts with similar geometries. Circular arrangements optimize material utilization for round or compact components, while modular cavity blocks provide maximum flexibility for mixed part families.
Critical design parameters include cavity spacing, runner system optimization, and ejection synchronization. Minimum cavity spacing typically ranges from 25-40 mm depending on part size and material flow requirements. Runner systems must balance material waste against filling quality—hot runner systems reduce material waste by 15-25% but increase tool cost by €20,000-50,000.
Volume analysis determines optimal family groupings. Parts with production ratios within 3:1 work well together, while greater disparities create inefficiencies. For example, grouping a 100,000-unit annual volume part with a 25,000-unit component maximizes tool utilization, but pairing with a 5,000-unit specialty item creates unnecessary complexity.
| Family Tool Configuration | Optimal Part Count | Setup Time | Material Efficiency | Tool Cost Range |
|---|---|---|---|---|
| Strip Layout | 2-4 parts | 15-25 minutes | 75-85% | €25,000-60,000 |
| Circular Arrangement | 4-8 parts | 20-35 minutes | 80-90% | €35,000-80,000 |
| Modular Cavity Blocks | 3-6 parts | 10-20 minutes | 70-80% | €40,000-100,000 |
Wall thickness uniformity becomes particularly challenging in family tools due to varying part geometries and flow patterns. Computational fluid dynamics analysis helps optimize gate locations and runner sizing to ensure consistent filling across all cavities.
Cost Analysis and ROI Calculations
Quantifying tooling cost reduction requires comprehensive analysis extending beyond initial investment. Traditional single-purpose tooling for a five-part family typically costs €150,000-300,000, while equivalent modular or family tool systems range from €80,000-180,000—representing immediate savings of 25-40%.
However, true value emerges through lifecycle analysis. Modular systems enable rapid design iterations through insert modifications costing €1,500-5,000 versus €25,000-50,000 for complete tool rebuilds. Family tools reduce per-part setup costs from €150-300 to €30-75, particularly impactful for medium-volume production runs.
Lead time reduction provides additional value. Standard tooling requires 12-16 weeks for complex dies, while modular systems with pre-built bases reduce this to 6-10 weeks for new insert development. Family tools eliminate multiple setups, reducing total production time by 15-30% for mixed part runs.
Machine utilization improvements compound cost benefits. Single-purpose tooling often achieves 40-60% utilization due to changeover requirements and scheduling constraints. Family tools can push utilization to 75-85%, effectively increasing production capacity without capital equipment investment.
| Cost Category | Traditional Tooling | Modular Dies | Family Tools | Savings Potential |
|---|---|---|---|---|
| Initial Investment | €200,000 | €120,000 | €100,000 | 40-50% |
| Design Changes | €35,000 | €8,000 | €15,000 | 57-77% |
| Setup Costs/Run | €250 | €180 | €75 | 28-70% |
| Lead Time (weeks) | 14-18 | 8-12 | 10-14 | 30-44% |
Material Selection and Durability Considerations
Tooling material selection directly impacts both initial costs and long-term durability. The increased complexity of modular and family systems demands careful material matching to application requirements and production volumes.
For high-volume die casting applications exceeding 500,000 cycles, H13 tool steel provides optimal performance. Its 1.05% chromium and 1.50% molybdenum content delivers excellent thermal fatigue resistance and maintains hardness up to 600°C. Surface treatments like nitride coating extend tool life by 40-60%, adding €3,000-8,000 to tool cost but reducing replacement frequency.
Medium-volume applications (100,000-500,000 cycles) benefit from P20 steel's balance of performance and cost. Pre-hardened to 28-32 HRC, P20 eliminates heat treatment distortion risks while providing adequate wear resistance. Its superior machinability reduces manufacturing time by 20-25% compared to H13.
Specialized applications require tailored solutions.Thixoforming operations operating at 580-620°C demand premium tool steels like H11 or custom alloys with enhanced thermal conductivity. While initial costs increase 40-60%, extended tool life justifies the investment for high-volume production.
Insert materials follow different optimization criteria. Frequent changeover applications prioritize machinability and cost over ultimate durability. 1018 steel or aluminum 7075-T6 provide adequate performance for prototype and low-volume production inserts, reducing costs by 60-70% compared to tool steel alternatives.
Cooling system materials significantly impact performance. Copper alloy cooling lines provide 3x better thermal conductivity than steel but cost 4x more. For high-cycle applications, the improved heat removal justifies the investment through reduced cycle times and extended tool life.
Manufacturing Precision and Quality Control
Modular and family tooling systems demand elevated precision standards to ensure proper fit and consistent part quality. Dimensional tolerances tighten by 30-50% compared to single-purpose tools, with critical interfaces requiring ±0.01 mm accuracy.
Base component manufacturing establishes the foundation for system success. Mounting surfaces require surface finishes of Ra 0.4 μm or better to prevent micro-movement during production. Dowel pin holes maintain ±0.005 mm positional tolerance, while clamping surfaces must remain flat within 0.02 mm across their full span.
Insert manufacturing balances precision with cost efficiency. Critical forming surfaces maintain ±0.025 mm dimensional tolerance, while non-critical features can relax to ±0.05 mm. Surface finish requirements vary by application: Class A surfaces for visible parts require Ra 0.2 μm, while functional surfaces accept Ra 0.8 μm.
Quality control procedures expand beyond traditional tooling verification. Modular systems require assembly verification protocols confirming proper insert seating, cooling circuit integrity, and ejection system synchronization. Family tools demand flow analysis validation ensuring balanced filling across all cavities.
For high-precision results,Request a free quote and get pricing in 24 hours from Microns Hub.
Measurement and inspection protocols adapt to modular complexity. Coordinate measuring machines verify base component geometry, while optical comparators check insert profiles. Assembly verification uses go/no-go gauges confirming proper fit and function before production trials.
Integration with Modern Manufacturing
Industry 4.0 technologies amplify the benefits of modular and family tooling through enhanced monitoring, predictive maintenance, and automated changeover systems. Smart tooling incorporates sensors monitoring temperature, pressure, and cycle counts, providing real-time performance feedback.
Automated changeover systems reduce setup times from 30-60 minutes to 5-15 minutes through robotic insert handling and predetermined positioning systems. While adding €50,000-150,000 to system cost, the automation pays back within 18-24 months for high-mix production environments.
Digital twin technology enables virtual optimization of family tool configurations before physical manufacturing. Simulation software predicts filling patterns, identifies potential quality issues, and optimizes runner systems, reducing physical prototyping costs by 40-60%.
Predictive maintenance algorithms analyze sensor data to forecast insert wear and schedule replacement before quality degradation occurs. This proactive approach reduces scrap rates by 15-25% and eliminates emergency repair downtime.
Integration with sheet metal fabrication services creates comprehensive manufacturing solutions combining multiple processes in optimized production sequences. This holistic approach reduces handling costs and improves overall quality control.
Implementation Strategy and Planning
Successful modular tooling implementation requires systematic analysis of existing product portfolios and future development plans. The process begins with comprehensive part family analysis identifying opportunities for consolidation and standardization.
Part classification examines dimensional envelopes, material requirements, production volumes, and quality specifications. Components sharing similar characteristics become candidates for family tooling, while parts requiring frequent design changes benefit from modular approaches.
Investment analysis compares traditional tooling costs against modular alternatives across 3-5 year horizons. The analysis includes initial tooling costs, modification expenses, setup time savings, and machine utilization improvements. Payback periods typically range from 12-24 months depending on production volumes and part complexity.
Risk assessment identifies potential challenges including increased design complexity, supplier capability requirements, and quality control demands. Mitigation strategies address each identified risk through supplier qualification, enhanced inspection procedures, and backup planning.
When working with Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail necessary for successful modular tooling implementation.
Implementation proceeds through pilot programs validating concepts on representative part families before full-scale deployment. Pilot results inform refinement of design standards, manufacturing procedures, and quality control protocols. Success metrics include cost reduction achievements, quality improvements, and lead time reductions.
Training programs ensure production teams understand modular system operation, changeover procedures, and maintenance requirements. Documentation standards capture lessons learned and establish best practices for future applications.
Advanced Design Optimization
Optimization of modular and family tooling extends beyond basic consolidation to encompass sophisticated design strategies maximizing efficiency and minimizing costs. Advanced techniques include parametric design systems, topology optimization, and multi-objective optimization algorithms.
Parametric design enables rapid configuration changes through variable-driven geometry modification. Master templates incorporate design rules and constraints, automatically adjusting cooling channels, ejection systems, and structural elements as insert configurations change. This approach reduces design time by 50-70% for derivative products.
Topology optimization algorithms determine optimal material distribution within tool structures, reducing weight by 20-30% while maintaining structural integrity. Weight reduction translates to material cost savings and improved handling characteristics during setup operations.
Multi-objective optimization balances competing requirements including tool cost, cycle time, part quality, and tool life. Genetic algorithms explore thousands of design variations identifying Pareto-optimal solutions providing best overall performance.
Cooling system optimization employs computational fluid dynamics and heat transfer analysis optimizing channel routing, diameter sizing, and flow distribution. Advanced cooling designs reduce cycle times by 10-20% while improving part quality consistency through better temperature control.
Integration with our manufacturing services provides comprehensive solutions spanning design optimization, tooling manufacture, and production implementation. This integrated approach ensures seamless execution from concept through full-scale production.
Frequently Asked Questions
What minimum production volume justifies modular tooling investment?
Modular tooling becomes cost-effective for combined family volumes exceeding 50,000 units annually across 3-5 related parts. Individual part volumes as low as 10,000 units can justify modular approaches when design changes are frequent or future volume growth is expected.
How do modular dies affect part quality compared to dedicated tooling?
Properly designed modular systems achieve equivalent part quality to dedicated tooling. Critical factors include precise insert-to-base interfaces (±0.01 mm), proper cooling circuit integration, and validated assembly procedures. Some applications may see slight improvements due to optimized cooling and ejection systems.
What maintenance requirements differ between modular and traditional tooling?
Modular systems require additional attention to interface cleanliness, seal integrity, and alignment verification. Maintenance intervals may shorten by 10-20% due to increased complexity, but insert-level maintenance costs decrease significantly compared to complete tool servicing.
Can existing tooling be converted to modular systems?
Conversion feasibility depends on original tool design and condition. Simple geometries with adequate structural material can often accommodate conversion, while complex tools may require complete reconstruction. Conversion costs typically range from 40-70% of new modular tool investment.
What lead time advantages do family tools provide?
Family tools reduce total production lead times by 25-40% through elimination of multiple setups and changeovers. Design and manufacturing lead times may increase by 2-4 weeks due to increased complexity, but production efficiency gains more than compensate for longer initial development.
How do material costs compare between modular and traditional approaches?
Initial material costs for modular systems typically increase 15-25% due to precision interfaces and specialized components. However, lifecycle material costs decrease through insert-level replacement versus complete tool rebuilding, resulting in 30-50% material cost savings over 3-5 years.
What design limitations apply to modular tooling systems?
Modular systems work best with parts sharing similar material flow requirements, ejection patterns, and cooling needs. Extreme aspect ratios, complex undercuts, or widely varying cycle times may limit consolidation opportunities. Careful part family analysis identifies optimal groupings while avoiding problematic combinations.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece