Magnesium Die Casting: Lightweighting Strategies for Automotive Components
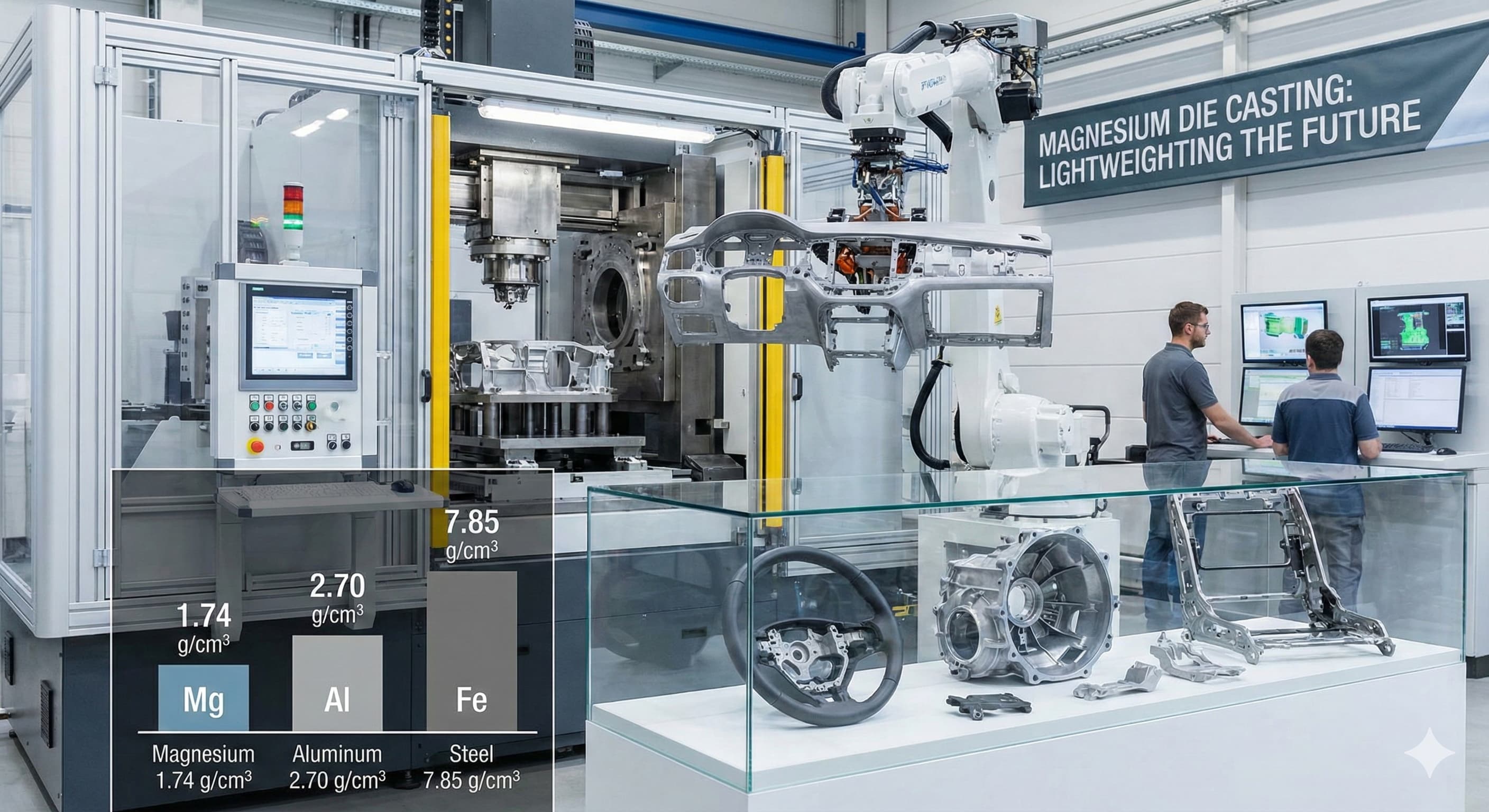
Automotive manufacturers face an unprecedented challenge: reducing vehicle weight by 15-20% while maintaining structural integrity and cost-effectiveness. Magnesium die casting emerges as the most viable solution, offering a density 35% lower than aluminum and 75% lower than steel, making it the lightest structural metal available for automotive applications.
Key Takeaways:
- Magnesium die casting achieves weight reductions of 25-40% compared to aluminum equivalents while maintaining comparable strength-to-weight ratios
- AZ91D and AM60B alloys dominate automotive applications with tensile strengths reaching 240 MPa and 220 MPa respectively
- Advanced gating systems and controlled solidification reduce porosity to less than 2%, meeting automotive quality standards
- Integration with modular die strategies reduces tooling costs by 30-50% for component families
Material Properties and Alloy Selection for Automotive Components
Magnesium's exceptional specific strength makes it indispensable for automotive lightweighting strategies. The density of 1.74 g/cm³ provides immediate weight advantages, but alloy selection determines performance characteristics critical for automotive applications.
AZ91D remains the workhorse alloy for automotive die casting, containing 9% aluminum and 1% zinc. This composition delivers optimal castability with die filling capabilities in sections as thin as 0.6 mm. The alloy achieves a tensile strength of 230-240 MPa with 2-3% elongation, suitable for instrument panels, seat frames, and transmission housings.
AM60B offers superior ductility with 6-8% elongation, making it preferred for crash-sensitive components like steering wheel armatures and door frames. The reduced aluminum content (6%) improves impact resistance while maintaining a respectable tensile strength of 220 MPa.
| Property | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Density (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Tensile Strength (MPa) | 240 | 220 | 210 | 250 |
| Yield Strength (MPa) | 160 | 130 | 140 | 180 |
| Elongation (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Operating Temp (°C) | 120 | 120 | 150 | 175 |
| Cost Factor | 1.0 | 1.1 | 1.4 | 1.8 |
For elevated temperature applications, AS41B and AE44 alloys incorporate silicon and rare earth elements respectively. AS41B maintains structural integrity up to 150°C, suitable for engine-adjacent components, while AE44 performs reliably to 175°C for transmission cases and oil pans.
Die Casting Process Optimization for Weight Reduction
Achieving optimal lightweighting requires precise control of the die casting process parameters. Wall thickness optimization represents the primary weight reduction strategy, with modern techniques enabling uniform walls as thin as 0.8 mm in large automotive components.
Cold chamber die casting dominates automotive magnesium applications due to the metal's reactivity with hot chamber equipment. Shot velocities between 3-6 m/s ensure complete die filling while minimizing turbulence that creates porosity. Gate velocities must exceed 40 m/s to prevent premature solidification in thin sections.
Controlled solidification through optimized cooling channel placement prevents the formation of shrinkage defects that compromise structural integrity. Maintaining wall thickness uniformity within ±0.2 mm ensures consistent mechanical properties throughout the component.
Die temperatures require careful management between 200-250°C for magnesium alloys. Lower temperatures cause incomplete filling in thin sections, while excessive heat promotes die soldering and reduces tool life. Thermal management systems with integrated heating and cooling circuits maintain optimal temperature gradients.
Advanced Gating Systems for Lightweighting
Sophisticated gating designs enable the production of lightweight components with complex geometries. Fan gates distribute material flow across wide, thin sections while maintaining laminar flow conditions. Gate thickness typically ranges from 0.4-0.8 mm, approximately 60-80% of the adjoining wall thickness.
Multiple gate systems prove essential for large automotive components like instrument panel substrates. Strategic gate placement ensures simultaneous filling of distant sections while preventing weld lines in high-stress areas. Computational fluid dynamics modeling optimizes gate locations to achieve complete filling with minimal material waste.
Structural Design Strategies for Maximum Weight Reduction
Effective lightweighting extends beyond material selection to encompass intelligent structural design. Magnesium's excellent stiffness-to-weight ratio enables thin-wall construction with strategic reinforcement ribs that maintain structural performance.
Rib design follows specific geometric rules for magnesium die casting. Rib thickness should not exceed 60% of the adjoining wall thickness to prevent sink marks and internal porosity. Draft angles of 1-2° facilitate ejection while maintaining structural efficiency. Rib spacing of 20-30 mm provides optimal stiffness enhancement without compromising castability.
Hollow section integration represents an advanced lightweighting technique. Lost salt cores or collapsible metal cores create internal cavities that reduce weight by 15-25% compared to solid sections. Core materials must withstand casting temperatures of 650-700°C while providing dimensional stability.
| Design Feature | Weight Reduction | Complexity Factor | Tooling Cost Impact |
|---|---|---|---|
| Wall Thickness Optimization | 20-30% | Low | +5-10% |
| Strategic Ribbing | 10-15% | Medium | +15-20% |
| Hollow Sections | 15-25% | High | +30-50% |
| Topology Optimization | 25-35% | High | +40-60% |
| Multi-Function Integration | 30-45% | Very High | +50-80% |
For high-precision results, Get your custom quote delivered in 24 hours from Microns Hub.
Quality Control and Defect Prevention
Automotive applications demand stringent quality standards with defect rates below 100 PPM. Magnesium's reactivity with atmospheric moisture and oxygen requires specialized handling procedures to prevent inclusions and gas porosity.
Protective atmospheres using SF6 or alternative cover gases prevent oxidation during melting and holding. SF6 concentrations of 0.2-0.5% in air provide adequate protection while minimizing environmental impact. Alternative systems using SO2 or CO2 offer environmental benefits with comparable protection levels.
Non-destructive testing methods verify internal quality without component destruction. X-ray inspection detects porosity levels exceeding 2% by volume, while ultrasonic testing identifies subsurface defects. Acceptance criteria typically require porosity levels below 2% with no single void exceeding 2 mm diameter.
Dimensional control maintains tolerances critical for automotive assembly. Magnesium's thermal expansion coefficient of 26 μm/m·K requires temperature-controlled measurement environments. Coordinate measuring machines with temperature compensation ensure accuracy within ±0.05 mm for critical dimensions.
Surface Treatment and Finishing
Magnesium's corrosion susceptibility necessitates protective surface treatments for automotive service. Anodizing provides excellent corrosion protection with coating thicknesses of 5-25 μm. Type III anodizing achieves superior durability for exterior applications.
Conversion coatings offer cost-effective protection for interior components. Chromate treatments, though being phased out due to environmental concerns, provide excellent paint adhesion. Alternative chrome-free systems using permanganate or phosphate chemistry deliver comparable performance.
Cost Analysis and Economic Considerations
While magnesium commands a price premium over aluminum, the total cost equation includes processing advantages and downstream savings. Raw material costs for AZ91D typically range from €3.20-3.80 per kilogram, compared to €1.80-2.20 for aluminum A380.
Processing efficiency offsets material costs through reduced cycle times. Magnesium's lower latent heat of fusion enables faster solidification, reducing cycle times by 15-25% compared to aluminum. Dies reach steady-state temperatures more quickly, improving productivity in high-volume production.
| Cost Element | Magnesium AZ91D | Aluminum A380 | Difference |
|---|---|---|---|
| Material Cost (€/kg) | 3.50 | 2.00 | +75% |
| Processing Cost (€/kg) | 2.80 | 3.20 | -12.5% |
| Cycle Time (seconds) | 45 | 60 | -25% |
| Tool Life (shots) | 80,000 | 100,000 | -20% |
| Secondary Operations | Minimal | Moderate | -30% |
| Total Part Cost | €8.50 | €9.20 | -7.6% |
Vehicle-level cost benefits justify material premiums through improved fuel efficiency and performance. Weight reductions of 1 kg typically save €15-25 in fuel costs over vehicle lifetime, while enabling downsized powertrains and improved handling characteristics.
Integration with Manufacturing Systems
Successful magnesium die casting implementation requires integration with existing manufacturing infrastructure. Many automotive suppliers leverage injection molding services alongside die casting to create hybrid component solutions that optimize both weight and functionality.
Automation systems must accommodate magnesium's unique handling requirements. Robotic extractors use specialized grippers designed for magnesium's thermal properties. Extraction forces remain minimal due to magnesium's lower thermal expansion, reducing die wear and improving part quality.
Quality management systems integrate real-time monitoring with statistical process control. Temperature monitoring at multiple die locations prevents overheating that causes die soldering. Pressure sensors in the hydraulic system detect variations indicating die wear or process drift.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our integrated approach to our manufacturing services means every magnesium die casting project receives the specialized attention and technical expertise required for automotive applications.
Environmental and Sustainability Considerations
Magnesium die casting supports automotive industry sustainability goals through multiple pathways. The 35% weight reduction compared to aluminum directly translates to reduced fuel consumption and lower CO2 emissions over vehicle lifetime.
Primary magnesium production energy requirements have decreased significantly with modern electrolytic processes consuming 35-40 MWh per tonne, compared to 45-50 MWh historically. Recycling efficiency approaches 95%, with secondary magnesium requiring only 5% of primary production energy.
End-of-life recyclability ensures closed-loop material cycles. Magnesium components retain metallurgical properties through multiple recycling cycles, unlike aluminum which requires virgin material additions to maintain strength characteristics.
Alternative Melting Technologies
Induction melting systems improve energy efficiency while reducing environmental impact. Frequency-controlled induction provides precise temperature control with 85-90% energy efficiency compared to 60-70% for gas-fired furnaces. Reduced combustion eliminates direct CO2 emissions at the point of use.
Electromagnetic stirring ensures homogeneous alloy composition while minimizing dross formation. Reduced oxide formation decreases material waste and eliminates the need for aggressive fluxing chemicals. Salt flux consumption drops by 60-80% compared to conventional melting systems.
Future Developments and Advanced Applications
Emerging magnesium alloys target specific automotive applications with enhanced performance characteristics. Calcium-containing alloys like AXJ530 offer improved creep resistance for powertrain applications, while lithium additions in LAE442 reduce density to 1.35 g/cm³.
Vacuum die casting technology eliminates gas porosity for critical structural applications. Chamber pressures below 100 mbar prevent gas entrapment during filling, enabling thin-wall castings with near-net-shape accuracy. Vacuum systems integrate with existing cold chamber machines through retrofit modifications.
Semi-solid processing techniques like thixomolding combine the benefits of die casting with near-net-shape capabilities. Partially solidified magnesium exhibits non-Newtonian flow behavior, filling complex geometries with minimal turbulence. Process temperatures 50-80°C below conventional die casting reduce die wear and extend tool life.
| Technology | Current Status | Weight Reduction Potential | Timeline |
|---|---|---|---|
| Vacuum Die Casting | Commercial | 5-10% additional | Available |
| Semi-Solid Processing | Development | 10-15% additional | 2-3 years |
| Hybrid Mg-Al Components | Pilot | 15-25% vs all-Al | 3-5 years |
| Additive Manufacturing | Research | 30-50% optimized | 5-7 years |
Frequently Asked Questions
What are the typical tolerances achievable with magnesium die casting for automotive components?
Magnesium die casting achieves dimensional tolerances of ±0.08-0.15 mm for features up to 100 mm, with tighter tolerances of ±0.05 mm possible for critical dimensions through secondary machining. Surface finish typically ranges from 1.6-3.2 μm Ra as-cast.
How does magnesium die casting compare to aluminum in terms of corrosion resistance?
Untreated magnesium exhibits lower corrosion resistance than aluminum, requiring protective coatings for automotive service. With proper anodizing or conversion coating treatments, magnesium components achieve automotive-grade corrosion protection meeting 1000-hour salt spray test requirements.
What are the fire safety considerations when working with magnesium die casting?
Magnesium ignition temperature of 650°C is above typical die casting temperatures of 620-680°C, making fire risk minimal during normal operations. Emergency procedures require Class D fire extinguishers specifically designed for metal fires. Water-based systems are strictly prohibited as they intensify magnesium fires.
Can magnesium die castings be welded or joined to other automotive materials?
Magnesium components join to other materials through mechanical fastening, adhesive bonding, or specialized welding techniques. Friction stir welding enables joining to aluminum components, while structural adhesives rated for automotive service provide durable bonds. Traditional arc welding requires inert gas shielding and magnesium filler materials.
What minimum wall thicknesses are achievable in automotive magnesium die casting?
Minimum wall thickness depends on component size and alloy selection. Small components achieve 0.6 mm walls consistently, while larger automotive parts like instrument panels maintain 0.8-1.0 mm thickness. Uniform wall thickness variation within ±0.2 mm ensures consistent mechanical properties.
How do recycling considerations affect magnesium die casting component design?
Design for recycling requires minimizing dissimilar material inserts and ensuring clean separation at end-of-life. Magnesium maintains properties through multiple recycling cycles, but contamination from steel fasteners or aluminum inserts affects alloy quality. Snap-fit designs eliminate permanent fasteners while maintaining assembly integrity.
What are the typical lead times and tooling costs for magnesium automotive die casting tools?
Tool fabrication requires 12-16 weeks for complex automotive components, with costs ranging from €85,000-250,000 depending on component complexity and cavity count. H13 tool steel provides optimal balance of thermal conductivity and wear resistance for magnesium service, with expected tool life of 80,000-120,000 shots.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece