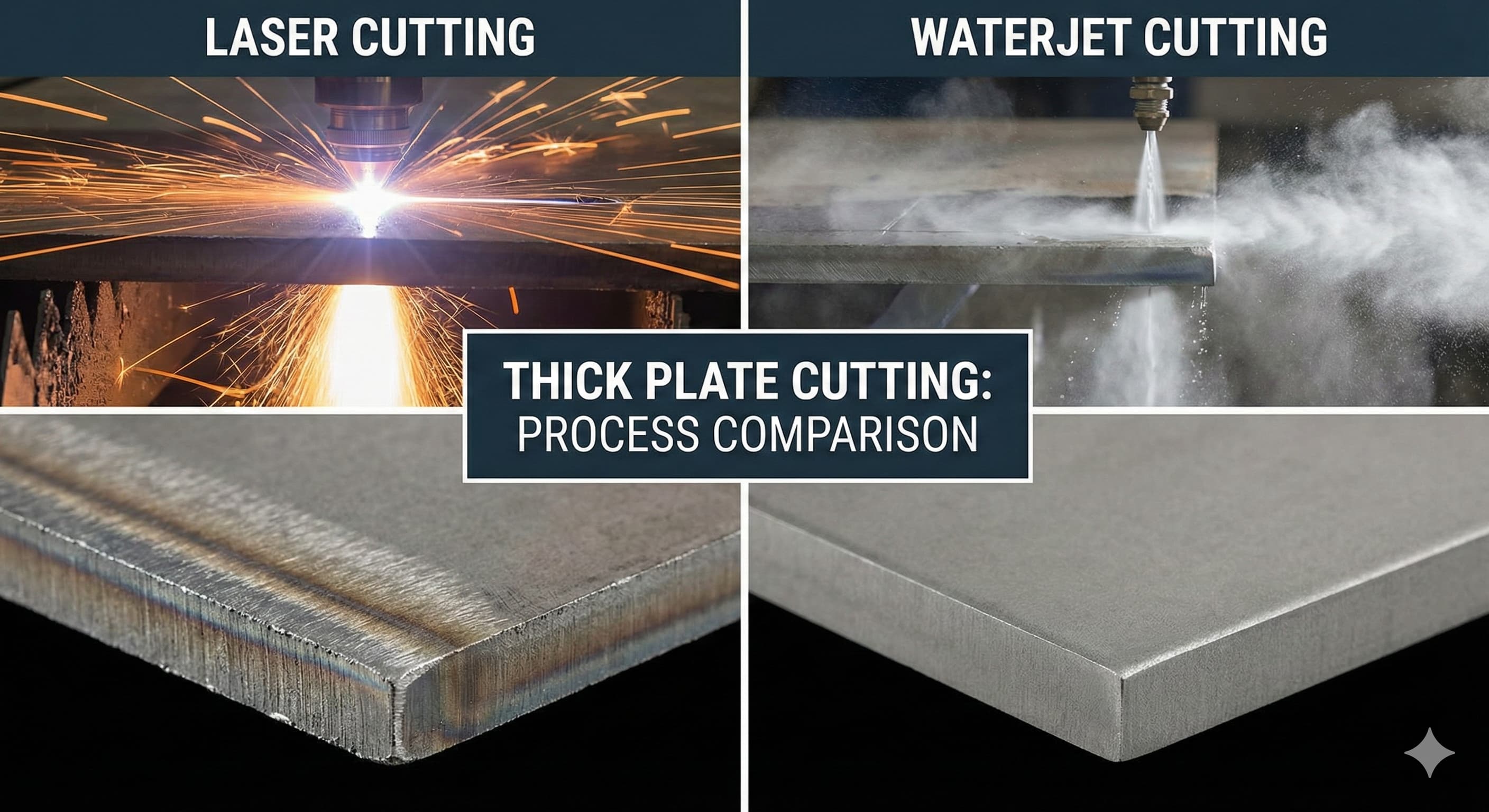
Laser Cutting vs. Waterjet: Choosing the Right Method for Thick Plate
When cutting thick plates exceeding 25 mm thickness, the choice between laser cutting and waterjet technology fundamentally determines project success, cost efficiency, and final part quality. This decision impacts everything from metallurgical properties to dimensional accuracy and production economics.
Key Takeaways:
- Waterjet excels for plates over 100 mm thick with superior edge quality and no heat-affected zones
- Laser cutting dominates speed and cost-effectiveness for plates 25-50 mm thick in carbon steels
- Material type dictates method selection: reflective materials favor waterjet, carbon steels favor laser
- Total project cost includes material waste, secondary operations, and setup time beyond hourly rates
Understanding Thick Plate Cutting Fundamentals
Thick plate cutting presents unique challenges that amplify the differences between laser and waterjet technologies. As material thickness increases beyond 25 mm, factors like heat input, cutting speed, edge perpendicularity, and material stress become critical considerations that can make or break project specifications.
Laser cutting utilizes a focused beam of coherent light, typically from fiber or CO2 sources, combined with assist gases to melt and blow away material. For thick plates, fiber lasers with power ratings from 6 kW to 30 kW are standard, with higher powers enabling faster cutting speeds and improved thick section capability. The process generates significant heat input, creating a heat-affected zone (HAZ) that extends 0.1-0.5 mm from the cut edge depending on material and thickness.
Waterjet cutting employs ultra-high pressure water (typically 60,000-90,000 PSI) mixed with abrasive garnet particles to erode material through mechanical action. This cold cutting process generates no HAZ and can cut virtually any material regardless of hardness or thermal properties. The process operates at much slower speeds than laser but delivers superior edge quality and dimensional accuracy for thick sections.
Material Thickness Capabilities and Limitations
Understanding the practical thickness limits for each technology helps establish preliminary process selection criteria before detailed analysis.
| Material Type | Laser Maximum (mm) | Waterjet Maximum (mm) | Optimal Range Laser | Optimal Range Waterjet |
|---|---|---|---|---|
| Carbon Steel | 40-50 | 200+ | 6-25 mm | 25-150 mm |
| Stainless Steel 316L | 30-40 | 200+ | 6-20 mm | 20-100 mm |
| Aluminum 6061-T6 | 25-30 | 150+ | 3-15 mm | 15-80 mm |
| Tool Steel H13 | 15-20 | 200+ | Not recommended | 10-100 mm |
| Inconel 718 | 8-12 | 100+ | Not recommended | 5-50 mm |
These thickness ranges represent practical limits where acceptable cut quality and reasonable production speeds can be maintained. Exceeding optimal ranges typically results in poor edge quality, excessive taper, or uneconomical cutting speeds.
Edge Quality and Metallurgical Considerations
Edge quality differences between laser and waterjet become pronounced in thick plate applications, directly affecting part functionality and secondary operation requirements.
Laser cutting of thick plates produces a characteristic edge finish with distinct zones. The upper portion typically exhibits a smooth, slightly striated surface from the melting and gas blowing action. As thickness increases, the lower portion may show increased striations, slight taper, and potential dross attachment. The HAZ extends 0.2-0.8 mm depending on material and thickness, potentially affecting mechanical properties in critical applications.
Waterjet cutting delivers consistent edge quality throughout the full material thickness with minimal taper (typically 0.003-0.005 mm per mm of thickness). The edge exhibits a fine, uniform texture from the abrasive cutting action without metallurgical changes. This makes waterjet ideal for applications requiring precise edge conditions for safe handling or subsequent welding operations.
For high-precision results, Get your custom quote delivered in 24 hours from Microns Hub.
Surface roughness values differ significantly between processes. Laser cutting typically produces Ra values of 6.3-12.5 μm on thick plates, while waterjet achieves 1.6-6.3 μm consistently. This difference often eliminates secondary machining requirements for waterjet parts.
Cutting Speed and Production Economics
Production speed analysis must account for setup time, piercing time, and actual cutting velocity to determine true throughput capabilities.
| Thickness (mm) | Material | Laser Speed (mm/min) | Waterjet Speed (mm/min) | Laser Pierce Time (sec) | Waterjet Pierce Time (sec) |
|---|---|---|---|---|---|
| 25 | Carbon Steel | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Carbon Steel | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Stainless 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Aluminum 6061 | Not practical | 100-150 | N/A | 25-40 |
| 100 | Carbon Steel | Not practical | 80-120 | N/A | 40-60 |
Piercing time becomes increasingly significant for thick plates, particularly affecting small parts with multiple piercings. Laser piercing degrades rapidly with thickness, while waterjet piercing time increases more linearly but starts from a higher baseline.
Material-Specific Considerations
Different materials exhibit varying responses to laser and waterjet cutting, influencing process selection beyond simple thickness considerations.
Carbon Steel Performance: Carbon steels respond excellently to laser cutting up to 40-50 mm thickness due to the exothermic reaction between iron and oxygen assist gas. This reaction provides additional cutting energy, enabling faster speeds and cleaner cuts. Waterjet cutting of carbon steel produces superior edge quality but at significantly slower speeds for thinner sections.
Stainless Steel Challenges: Stainless steels present difficulties for laser cutting due to high reflectivity and thermal conductivity. Nitrogen assist gas is typically required to prevent oxidation, increasing operating costs. Waterjet cutting eliminates these concerns while providing excellent results across all stainless grades.
Aluminum Complications: Aluminum's high reflectivity and thermal conductivity make laser cutting challenging, particularly for thick sections. Waterjet excels for aluminum cutting, providing clean edges without the melting and resolidification that can compromise surface finish in critical applications.
Exotic Alloys: Materials like Inconel, Hastelloy, and tool steels are better suited to waterjet cutting due to their high-temperature strength and work hardening characteristics that complicate laser processing.
Tolerance and Dimensional Accuracy
Achievable tolerances vary significantly between processes and are affected by material thickness, part geometry, and machine condition.
Laser cutting tolerances for thick plates typically range from ±0.1-0.3 mm depending on thickness and material. Thermal distortion becomes a significant factor as thickness increases, potentially affecting dimensional accuracy on large parts. The kerf width (typically 0.2-0.4 mm) remains relatively consistent but slight taper may develop in thick sections.
Waterjet cutting consistently achieves tolerances of ±0.05-0.1 mm across the full thickness range with minimal taper. The narrow kerf width (0.8-1.2 mm) and cold cutting process eliminate thermal distortion concerns. However, longer cutting times may allow for slight machine drift on very long cuts.
Cost Analysis and Economic Factors
True cost comparison requires analysis beyond simple hourly operating rates, incorporating setup time, material utilization, secondary operations, and quality considerations.
| Cost Factor | Laser Cutting | Waterjet Cutting | Impact on Total Cost |
|---|---|---|---|
| Hourly Operating Rate | €45-85 | €55-95 | Medium |
| Setup Time | 15-30 minutes | 20-40 minutes | High for small batches |
| Material Utilization | 85-92% | 88-95% | High for expensive materials |
| Secondary Operations | Often required | Rarely required | High |
| Consumable Costs | €2-8 per hour | €15-25 per hour | Medium |
Consumable costs differ significantly between processes. Laser cutting consumes assist gases (oxygen, nitrogen, or air) and occasional nozzle replacements. Waterjet cutting requires abrasive garnet (€0.30-0.50 per kg), high-pressure seals, and periodic jewel orifice replacement.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail it deserves, with access to both laser and waterjet capabilities under one roof.
Process Selection Decision Matrix
Systematic process selection requires evaluation of multiple factors weighted by project priorities. Critical decision factors include material type and thickness, required edge quality, dimensional tolerances, production volume, and budget constraints.
Choose laser cutting when: material thickness is under 25 mm for most materials, production speed is critical, material is carbon steel, tight nesting is required for material efficiency, or budget constraints favor lower hourly rates despite potential secondary operations.
Choose waterjet cutting when: material thickness exceeds optimal laser ranges, superior edge quality is required, no HAZ is acceptable, materials include aluminum, stainless steel, or exotic alloys, tight tolerances are critical throughout thickness, or the application involves electrical components requiring clean edges.
Integration with Manufacturing Workflow
Both cutting methods integrate differently with downstream manufacturing processes, affecting overall production efficiency and part quality.
Parts cut by laser often require deburring, edge finishing, or stress relief operations, particularly for thick sections. The HAZ may necessitate heat treatment to restore mechanical properties in critical applications. However, the faster cutting speeds can enable just-in-time production strategies for many applications.
Waterjet parts typically proceed directly to subsequent operations like forming, welding, or assembly without intermediate processing. This streamlined workflow often offsets the slower cutting speeds through reduced handling and secondary operations. Integration with precision CNC machining services is seamless due to the superior edge quality and dimensional accuracy.
Both processes complement the full range of our manufacturing services including forming, welding, and finishing operations. The key is selecting the cutting method that optimizes the entire production workflow rather than focusing solely on cutting performance.
Quality Control and Inspection Requirements
Quality control procedures differ between laser and waterjet cutting due to the distinct characteristics of each process and their typical applications.
Laser cut parts require inspection for edge quality consistency, dross attachment, dimensional accuracy including potential thermal distortion, HAZ extent and properties, and surface finish variation between upper and lower cut surfaces. Thicker sections may exhibit taper that requires measurement and comparison to specifications.
Waterjet cut parts need evaluation for dimensional accuracy and taper, surface finish consistency, edge perpendicularity, and potential delamination in layered materials. The consistent cutting action typically results in more predictable quality outcomes across production runs.
Both processes benefit from statistical process control monitoring of key parameters like cutting speed, consumable condition, and machine calibration to maintain consistent results across production runs.
Environmental and Safety Considerations
Environmental impact and safety requirements differ significantly between laser and waterjet cutting operations, affecting facility requirements and operating procedures.
Laser cutting generates fumes and particulates that require extraction and filtration systems. Assist gas consumption, particularly nitrogen for stainless steel cutting, represents an ongoing environmental consideration. Noise levels are generally moderate, but laser safety protocols require strict adherence to prevent eye injury.
Waterjet cutting produces minimal airborne contaminants but generates significant quantities of abrasive slurry requiring proper disposal. Water treatment and recycling systems are essential for environmental compliance. Noise levels are higher than laser cutting, requiring hearing protection for operators.
Both processes consume significant electrical energy, with laser systems typically drawing 20-100 kW and waterjet systems requiring 50-200 kW depending on size and configuration. Energy efficiency considerations favor laser cutting for most applications within its capability range.
Frequently Asked Questions
What is the maximum thickness each process can cut reliably?
Laser cutting reliably handles carbon steel up to 40-50 mm and stainless steel to 30-40 mm with good edge quality. Waterjet cutting can process virtually any material up to 200+ mm thickness with consistent quality, limited primarily by machine throat depth rather than cutting capability.
How does cutting speed compare between laser and waterjet for thick plates?
Laser cutting is significantly faster for materials within its thickness capability, often 3-5 times faster than waterjet. However, as thickness approaches laser limits, the speed advantage diminishes while edge quality degrades. Waterjet maintains consistent cutting speeds regardless of thickness.
Which process provides better dimensional accuracy for thick plates?
Waterjet cutting consistently delivers superior dimensional accuracy (±0.05-0.1 mm) with minimal taper throughout the material thickness. Laser cutting accuracy degrades with thickness due to thermal effects and potential taper development, typically achieving ±0.1-0.3 mm on thick sections.
What are the typical cost differences between laser and waterjet cutting?
Laser cutting generally offers lower hourly rates (€45-85 vs €55-95 for waterjet) but may require secondary operations. Waterjet has higher consumable costs (€15-25/hour vs €2-8/hour) but rarely needs additional processing. Total project cost depends on specific requirements and part complexity.
How do material properties affect process selection?
Carbon steels favor laser cutting due to exothermic reaction benefits, while reflective materials (aluminum, copper) and high-temperature alloys (Inconel, tool steels) perform better with waterjet. Stainless steels can use either process, with laser offering speed and waterjet providing superior edge quality.
What secondary operations are typically required for each process?
Laser cut parts often require deburring, dross removal, and potentially heat treatment to address HAZ effects. Waterjet parts typically need minimal secondary operations beyond standard cleaning, proceeding directly to subsequent manufacturing steps like welding or forming.
Which process is better for parts requiring subsequent welding?
Waterjet cutting is generally preferred for parts requiring welding due to the absence of HAZ and superior edge quality. The clean, oxide-free edge produced by waterjet eliminates potential weld contamination sources and reduces pre-weld preparation time.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece