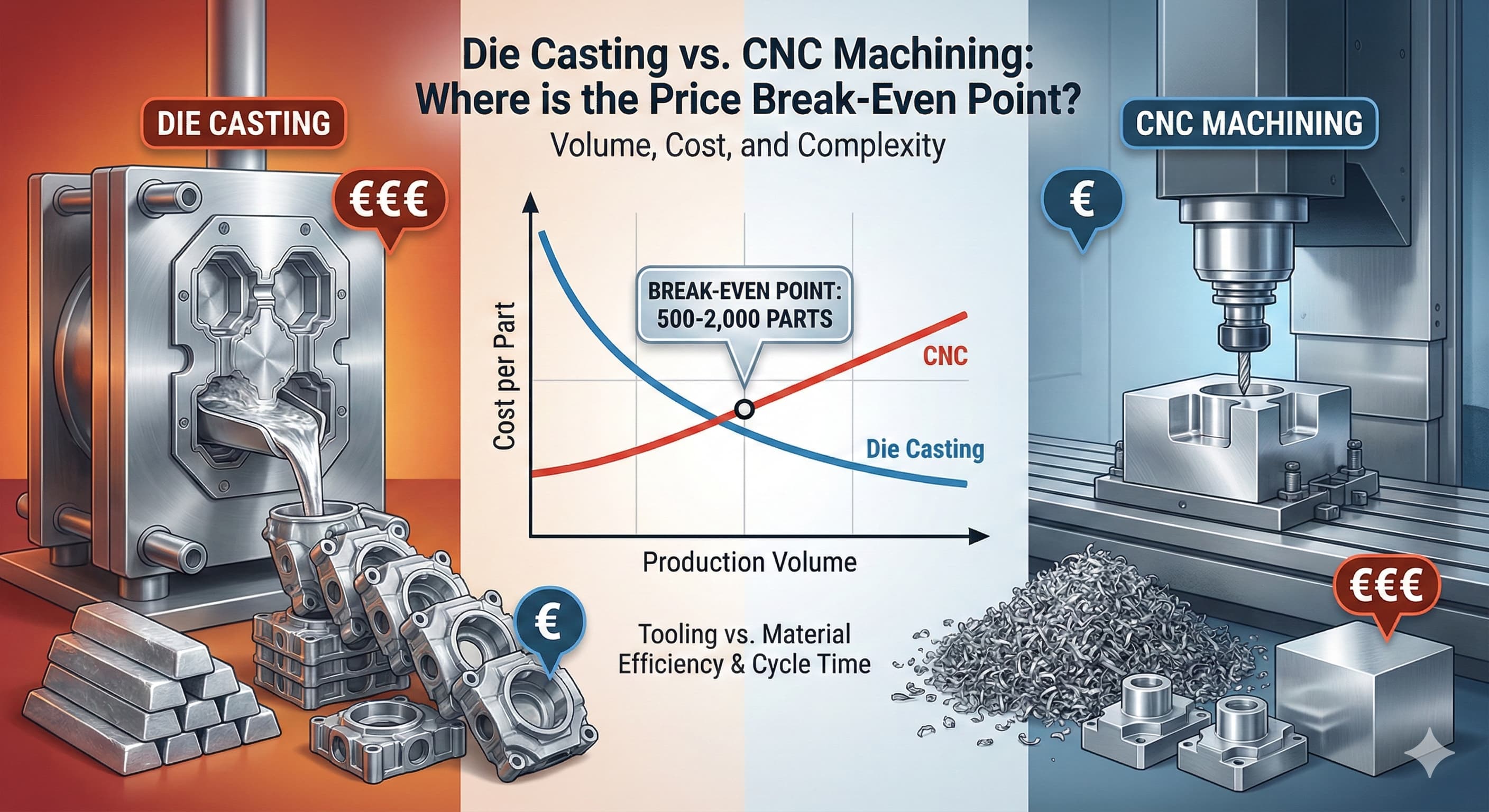
Die Casting vs. CNC Machining: Where is the Price Break-Even Point?
The decision between die casting and CNC machining fundamentally comes down to production volume economics and part complexity requirements. Manufacturing engineers face this choice daily, yet many lack the precise mathematical framework to identify the true break-even point where tooling costs justify the switch from machining to casting.
This analysis examines the exact volume thresholds, cost drivers, and technical considerations that determine when die casting becomes more economical than CNC machining for metal components.
Key Takeaways
- Break-even typically occurs between 500-2,000 parts for aluminum components, depending on part complexity and machining requirements
- Die casting tooling costs range from €15,000-€80,000, while CNC setup costs are €200-€1,500 per part design
- Material utilization efficiency favors die casting at 85-95% vs CNC machining at 20-40% for complex geometries
- Surface finish and tolerance requirements can shift the break-even point by 200-500% in either direction
Cost Structure Analysis: Die Casting vs CNC Machining
Understanding the fundamental cost structures reveals why break-even calculations vary significantly across different part specifications and production scenarios.
Die Casting Cost Components
Die casting costs consist of three primary elements: tooling investment, per-part material costs, and processing fees. Tooling represents the largest upfront investment, typically ranging from €15,000 for simple single-cavity aluminum dies to €80,000 for complex multi-cavity tools requiring slides and intricate core geometries.
Material costs in die casting benefit from near-net-shape production. Aluminum alloy A380 (equivalent to EN AC-AlSi9Cu3(Fe)) costs approximately €2.20-€2.80 per kilogram, with material utilization rates of 85-95% for well-designed parts. The casting process itself adds €0.80-€2.50 per part, depending on cycle time and part weight.
Secondary operations frequently required include managing ejector pin marks on cosmetic surfaces, trimming flash, and drilling holes that cannot be cast due to draft angle limitations.
CNC Machining Cost Structure
CNC machining costs follow a different pattern, with lower setup costs but higher per-part material and processing expenses. Setup costs typically range from €200-€1,500 per part design, including programming, tooling selection, and first article inspection.
Material costs in CNC machining suffer from significant waste generation. Starting with wrought aluminum 6061-T6 billet at €4.20-€5.50 per kilogram, complex parts often require removing 60-80% of the starting material, resulting in effective material costs of €8.50-€13.75 per kilogram of finished part weight.
Machining time directly correlates with part complexity. Simple parts requiring 15-30 minutes of machine time at €45-€65 per hour create manageable per-part costs. However, complex geometries requiring 2-4 hours of machining time can reach €90-€260 per part in processing costs alone.
| Cost Component | Die Casting | CNC Machining | Impact on Break-Even |
|---|---|---|---|
| Initial Setup Cost | €15,000-€80,000 | €200-€1,500 | Higher volumes favor casting |
| Material Efficiency | 85-95% | 20-40% | Significant per-part advantage |
| Processing Cost/Part | €0.80-€2.50 | €11.25-€65.00 | Major volume driver |
| Secondary Operations | €1.50-€8.00 | €0.50-€3.00 | Moderate impact |
Mathematical Break-Even Analysis
The break-even point calculation requires establishing when total die casting costs equal total CNC machining costs across the production run lifetime.
Basic Break-Even Formula
Break-even volume = (Die tooling cost - CNC setup cost) ÷ (CNC per-part cost - Die casting per-part cost)
For a typical aluminum housing part weighing 250 grams:
Die casting scenario:
- Tooling cost: €35,000
- Material cost per part: €0.55 (250g × €2.20/kg)
- Processing cost: €1.20
- Secondary operations: €2.80
- Total per part: €4.55
CNC machining scenario:
- Setup cost: €800
- Material cost per part: €2.65 (625g billet × €4.25/kg, 40% utilization)
- Processing cost: €28.50 (38 minutes × €45/hour)
- Secondary operations: €1.20
- Total per part: €32.35
Break-even calculation: (€35,000 - €800) ÷ (€32.35 - €4.55) = 1,230 parts
Volume-Based Cost Scenarios
Real-world break-even points vary significantly based on part complexity and specification requirements. Simple brackets and housings typically break even between 500-1,200 parts, while complex assemblies with intricate internal features may not justify die casting until 3,000-5,000 parts.
| Part Complexity | Tooling Cost Range | Break-Even Volume | Example Applications |
|---|---|---|---|
| Simple (Basic geometry) | €15,000-€25,000 | 400-800 parts | Brackets, simple housings |
| Moderate (Some features) | €25,000-€45,000 | 800-1,800 parts | Electronic enclosures |
| Complex (Multiple slides) | €45,000-€80,000 | 1,500-4,000 parts | Automotive components |
| Highly Complex | €80,000+ | 3,000+ parts | Transmission cases |
For high-precision results, Get a quote in 24 hours from Microns Hub.
Technical Factors Affecting Break-Even Calculations
Several technical considerations can dramatically shift break-even calculations beyond simple volume economics.
Tolerance and Surface Finish Requirements
Tight tolerance requirements favor CNC machining, particularly for dimensions requiring ±0.025 mm or better. Die casting typically achieves ±0.1 mm on non-parting line dimensions, with parting line dimensions holding ±0.2 mm under optimal conditions.
Critical dimensions often require post-casting machining operations, adding €3.50-€12.00 per part depending on setup complexity. When more than 30% of part features require secondary machining, the break-even point can shift from 1,200 parts to 2,800 parts for the same component.
Surface finish requirements also impact economics. Die casting naturally produces Ra 1.6-3.2 μm surfaces, while CNC machining can achieve Ra 0.8-1.6 μm directly. Cosmetic applications requiring Ra 0.4 μm or better necessitate additional polishing operations costing €8.50-€25.00 per part.
Material Selection Impact
Material choice significantly affects break-even calculations through both raw material costs and processing considerations. Aluminum alloys A380 and A383 (EN AC-AlSi9Cu3(Fe) and EN AC-AlSi10Mg(Cu)) offer excellent castability at €2.20-€2.80 per kilogram, while high-strength alternatives like A357 (EN AC-AlSi7Mg0.3) cost €3.20-€4.10 per kilogram.
For applications requiring T6 temper heat treatment for structural applications, additional costs of €2.80-€5.20 per part must be factored into break-even calculations.
CNC machining offers broader material flexibility, including grades like 6061-T6, 7075-T6, and 2024-T4 that cannot be die cast. However, exotic alloys can cost €8.50-€18.00 per kilogram, further favoring die casting for high-volume production.
| Material Grade | Die Casting Suitability | Cost per kg | Break-Even Impact |
|---|---|---|---|
| A380 (AlSi9Cu3) | Excellent | €2.20-€2.80 | Baseline |
| A356 (AlSi7Mg0.3) | Good | €2.80-€3.60 | +15% volume |
| 6061-T6 | Not suitable | €4.20-€5.50 | CNC only |
| 7075-T6 | Not suitable | €8.50-€12.00 | CNC only |
Production Volume Scenarios and Decision Trees
Different production scenarios require tailored analysis approaches to determine optimal manufacturing methods.
Low Volume Production (50-500 Parts)
Low volume production almost universally favors CNC machining due to tooling cost amortization challenges. Even simple die casting tools costing €15,000 result in €30-€300 per part in tooling costs alone before considering processing expenses.
Exceptions occur when parts require extensive machining operations exceeding 3-4 hours per part, or when material waste approaches 85-90% of starting billet weight. In these scenarios, even small volumes of 200-300 parts may justify simple casting tools.
Prototype and pre-production runs benefit from CNC machining's flexibility, allowing design iterations without tooling modifications. Setup costs of €200-€800 per design change remain manageable compared to €5,000-€15,000 die modifications.
Medium Volume Production (500-5,000 Parts)
Medium volume production represents the critical decision zone where break-even analysis becomes essential. Part complexity, tolerance requirements, and material selection all heavily influence optimal manufacturing method selection.
Simple parts with relaxed tolerances (±0.2 mm) typically favor die casting above 800-1,200 parts. Complex parts requiring multiple secondary operations may not justify casting until 2,500-3,500 parts, depending on machining time requirements.
Material costs become increasingly important at medium volumes. Parts requiring exotic alloys available only in wrought form necessitate CNC machining regardless of volume considerations. Conversely, parts compatible with standard casting alloys benefit from improved material utilization efficiency.
High Volume Production (5,000+ Parts)
High volume production strongly favors die casting for parts compatible with casting alloys and geometric constraints. Tooling costs amortize to €0.50-€8.00 per part, making total part costs significantly lower than CNC alternatives.
Multi-cavity tooling becomes economically viable at volumes exceeding 8,000-12,000 parts annually. Four-cavity dies increase initial tooling costs by 40-60% but reduce per-part processing costs by 35-45%, further improving die casting economics.
Automation integration opportunities emerge at high volumes, with robotic trimming and secondary operations reducing labor costs by €0.80-€2.20 per part. CNC machining faces automation challenges due to varying cycle times and setup requirements.
Industry-Specific Considerations
Different industries exhibit varying break-even patterns based on typical part characteristics and performance requirements.
Automotive Applications
Automotive components typically feature complex geometries with moderate tolerance requirements, favoring die casting at relatively low volumes of 1,200-2,800 parts annually. Weight reduction pressures drive thin-wall casting requirements, increasing tooling complexity and costs.
Crash safety requirements often mandate specific material properties achievable only through wrought aluminum grades, forcing CNC machining selection regardless of volume considerations. Critical structural components requiring 7075-T6 strength levels cannot utilize die casting alternatives.
Cost pressures in automotive applications make break-even analysis critical, with target manufacturing costs often driving production method selection. Annual volume commitments enable tooling investment amortization over 3-5 year model lifecycles.
Electronics and Consumer Products
Electronics applications emphasize tight tolerances and excellent surface finishes, often requiring secondary machining operations even when using die casting primary processes. EMI shielding requirements may necessitate specific material grades or surface treatments.
Rapid product development cycles favor CNC machining for initial production runs, with potential conversion to die casting for successful products exceeding 2,000-3,000 units annually. Design optimization for casting often occurs during product lifecycle management.
Cosmetic requirements in consumer electronics frequently require additional finishing operations costing €5.50-€18.00 per part, significantly impacting break-even calculations. Anodizing, powder coating, and polishing operations must be factored into total manufacturing costs.
When evaluating manufacturing options, Microns Hub provides direct manufacturer relationships ensuring superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise spans both die casting and CNC machining capabilities, allowing objective recommendations based purely on your project requirements rather than process limitations.
Advanced Cost Optimization Strategies
Beyond basic break-even calculations, several advanced strategies can optimize manufacturing costs and improve decision-making accuracy.
Hybrid Manufacturing Approaches
Combining die casting and CNC machining operations can optimize both cost and performance for specific applications. Cast-then-machine approaches utilize die casting for basic geometry creation, followed by CNC operations for critical dimensions and surface finishes.
This hybrid approach works effectively when 60-70% of part geometry can be cast to near-net-shape, with remaining features requiring ±0.025 mm tolerances or better surface finishes. Break-even volumes typically range from 800-1,800 parts, depending on machining operation complexity.
Investment casting alternatives should be considered for complex internal geometries incompatible with die casting draft requirements. While tooling costs are lower (€5,000-€15,000), processing costs increase to €8.50-€25.00 per part, shifting break-even points to 2,800-5,200 parts.
Design for Manufacturing Integration
Optimizing part designs for manufacturing method selection can dramatically improve break-even economics. Die casting designs benefit from uniform wall thickness, generous draft angles (1.5-3.0 degrees), and elimination of undercuts requiring complex tooling.
CNC machining designs should minimize deep pockets, thin walls, and complex 3D surfaces requiring extensive tool paths. Standard tooling compatibility reduces setup costs by €150-€450 per part design, improving low-volume economics.
Cross-functional design reviews involving manufacturing engineers during concept development can identify optimal manufacturing methods before detailed design investment. This approach prevents costly redesign efforts when production scaling occurs.
For manufacturers requiring both precision machining and casting capabilities,our manufacturing services provide integrated solutions spanning multiple production methods. Additionally, our sheet metal fabrication services offer alternative approaches for housing and bracket applications where neither casting nor machining provides optimal cost-performance ratios.
Quality and Lead Time Considerations
Manufacturing method selection involves trade-offs beyond pure cost considerations, including quality consistency, lead times, and supply chain resilience.
Quality Control Capabilities
Die casting quality depends heavily on process control and tooling maintenance. Porosity, cold shuts, and dimensional variation can affect 2-8% of production without proper controls. Statistical process control implementation adds €0.25-€0.80 per part but reduces rejection rates to below 1%.
CNC machining offers superior dimensional control and repeatability, with capable processes achieving Cpk values of 1.67 or higher for critical dimensions. This reliability advantage can justify higher per-part costs for applications where field failures create significant warranty exposure.
Inspection requirements vary significantly between processes. Die castings typically require 100% visual inspection and periodic dimensional verification, while CNC parts may need only statistical sampling after process qualification.
Lead Time Analysis
Die casting lead times include 6-16 weeks for tooling fabrication, followed by 2-4 weeks for first article approval and process optimization. Production lead times typically range from 3-8 weeks depending on volume requirements and complexity.
CNC machining offers shorter initial lead times of 1-3 weeks for first articles, with production scalability limited by machine capacity. High-volume CNC production may require 6-12 weeks lead times due to capacity constraints.
Supply chain disruptions affect die casting and CNC machining differently. Die casting depends on specialized equipment and tooling suppliers, while CNC machining utilizes more widely available machine tools and standard tooling.
| Timeline Factor | Die Casting | CNC Machining | Strategic Impact |
|---|---|---|---|
| Initial Setup | 6-16 weeks | 1-3 weeks | Favors CNC for urgency |
| First Article | 2-4 weeks | 3-7 days | CNC advantage |
| Production Scaling | 2-4 weeks | 4-8 weeks | Casting scales faster |
| Design Changes | 4-12 weeks | 1-2 weeks | CNC flexibility advantage |
Frequently Asked Questions
What is the typical break-even point between die casting and CNC machining for aluminum parts?
Break-even points typically range from 500-2,000 parts for aluminum components, depending on part complexity and machining requirements. Simple brackets may break even at 400-800 parts, while complex housings requiring multiple secondary operations may not justify die casting until 2,500-4,000 parts. The exact break-even point depends on tooling costs (€15,000-€80,000), material utilization efficiency, and per-part processing costs.
How do tolerance requirements affect the choice between die casting and CNC machining?
Die casting typically achieves ±0.1 mm on non-parting line dimensions and ±0.2 mm on parting line features. CNC machining can hold ±0.025 mm or tighter on critical dimensions. When more than 30% of part features require tolerances tighter than ±0.1 mm, break-even points can shift from 1,200 parts to 2,800 parts due to required secondary machining operations costing €3.50-€12.00 per part.
Which materials can be used in die casting versus CNC machining?
Die casting is limited to alloys like A380, A383, and A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) costing €2.20-€4.10 per kilogram. CNC machining can utilize wrought alloys including 6061-T6, 7075-T6, and 2024-T4, though at higher material costs of €4.20-€18.00 per kilogram. Applications requiring high-strength alloys like 7075-T6 must use CNC machining regardless of volume considerations.
What are the main cost drivers in die casting versus CNC machining?
Die casting costs are driven by initial tooling investment (€15,000-€80,000) and relatively low per-part costs (€4.50-€8.50). CNC machining features low setup costs (€200-€1,500) but high per-part costs due to material waste (60-80% scrap rate) and processing time charges of €45-€65 per hour. Material utilization efficiency strongly favors die casting at 85-95% versus 20-40% for CNC machining.
How does part complexity affect manufacturing method selection?
Simple parts with basic geometry favor die casting at volumes above 400-800 parts. Complex parts requiring slides, multiple undercuts, or intricate internal features increase tooling costs to €45,000-€80,000+, pushing break-even points to 1,500-4,000 parts. CNC machining handles complex geometries without tooling penalties but suffers from increased cycle times and material waste on intricate parts.
What secondary operations are typically required for each process?
Die casting commonly requires trimming flash, drilling holes that cannot be cast due to draft angles, and machining critical dimensions, adding €1.50-€8.00 per part. CNC machining typically requires minimal secondary operations (€0.50-€3.00 per part) such as deburring and cleaning. However, cosmetic applications may require additional surface treatments for both processes, costing €5.50-€25.00 per part.
How do lead times compare between die casting and CNC machining?
Die casting requires 6-16 weeks for tooling fabrication plus 2-4 weeks for process optimization, but then offers rapid production scaling. CNC machining provides 1-3 week lead times for first articles and greater flexibility for design changes (1-2 weeks versus 4-12 weeks for die modifications). High-volume CNC production may face capacity constraints requiring 6-12 week lead times, while die casting scales more efficiently once tooling is complete.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece