Designing Vent Patterns: EMI Shielding vs. Airflow Trade-offs
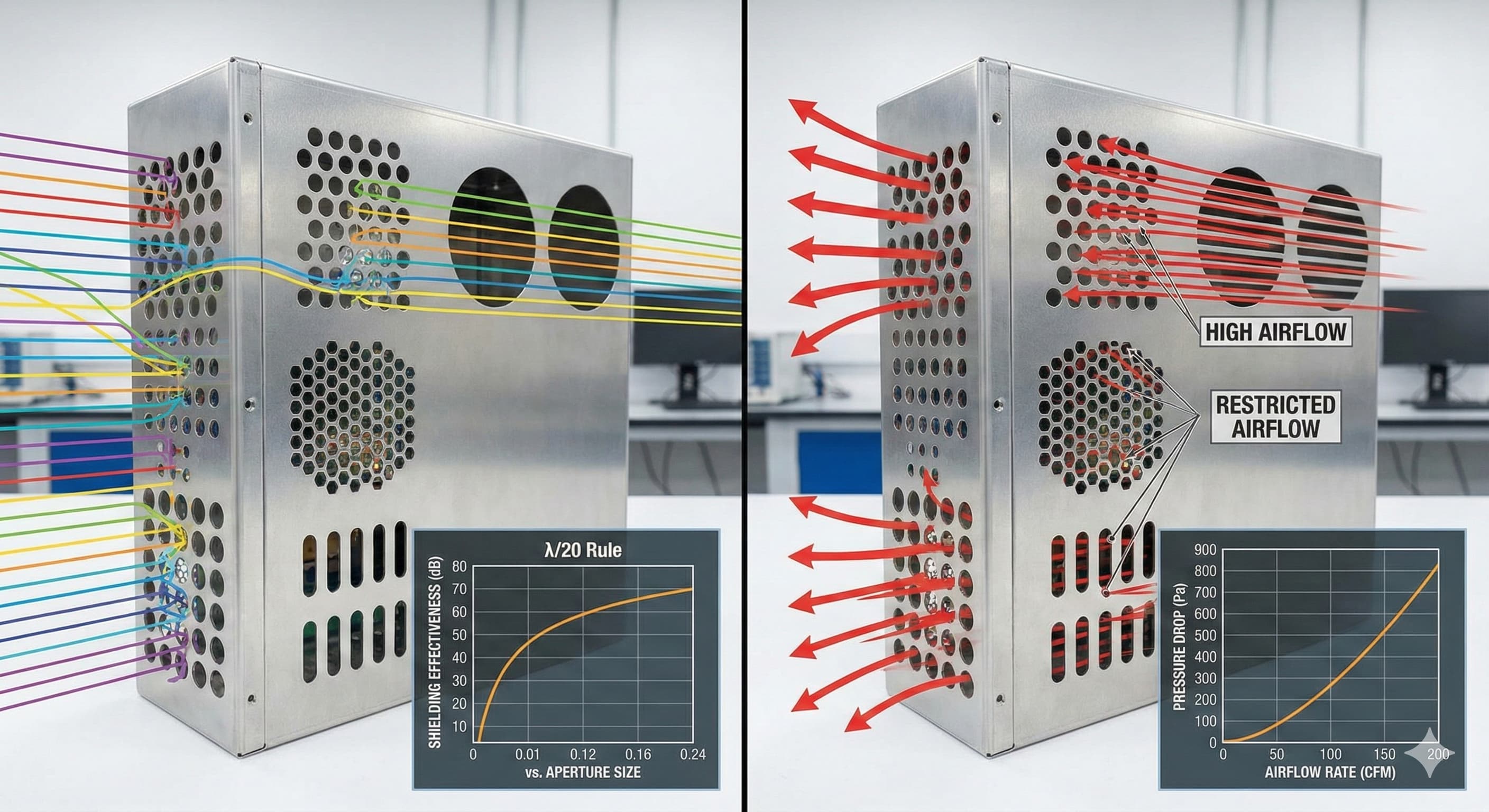
EMI shielding effectiveness drops exponentially as aperture sizes exceed λ/20 of the interfering frequency, yet most engineers discover this fundamental constraint only after thermal failures force design revisions. The challenge intensifies when ventilation requirements demand larger openings that directly compromise electromagnetic compatibility.
Key Takeaways
- Aperture size must remain below λ/20 for frequencies above 1 GHz to maintain 20 dB shielding effectiveness
- Honeycomb and perforated patterns can achieve 60-80% airflow efficiency while preserving EMI protection
- Material thickness and conductivity significantly impact both shielding performance and manufacturing costs
- Advanced mesh geometries reduce pressure drop by 35% compared to traditional round hole patterns
Understanding EMI Shielding Fundamentals
Electromagnetic interference shielding relies on three primary mechanisms: reflection, absorption, and multiple reflections within the shield material. The effectiveness depends critically on the electrical conductivity, magnetic permeability, and thickness of the shielding material, as well as the geometry of any apertures.
For apertures in conductive enclosures, the shielding effectiveness (SE) follows the relationship: SE = 20 log₁₀(λ/2L), where λ represents the wavelength and L the maximum aperture dimension. This logarithmic relationship means that doubling the aperture size reduces shielding effectiveness by 6 dB, representing a 75% reduction in protection.
Common shielding materials include aluminum alloys (6061-T6, 5052-H32), copper alloys (C11000, C10100), and steel grades (304 stainless, cold-rolled 1008). Each material presents distinct trade-offs between conductivity, cost, and mechanical properties that influence both EMI performance and airflow characteristics.
Airflow Requirements and Thermal Management
Electronic enclosures typically require airflow rates between 10-50 CFM per 100 watts of dissipated power, depending on ambient conditions and acceptable component temperatures. This cooling demand conflicts with EMI shielding requirements, as effective ventilation necessitates apertures that can compromise electromagnetic protection.
Pressure drop across ventilation apertures follows the relationship ΔP = ρv²/2 × K, where ρ represents air density, v the velocity, and K the loss coefficient. The loss coefficient varies significantly with aperture geometry, from 0.6 for sharp-edged circular holes to 1.2 for rectangular slots with high aspect ratios.
Modern sheet metal fabrication services enable precise control of aperture dimensions and surface finish, directly impacting both airflow efficiency and EMI performance. Surface roughness values below 3.2 μm Ra reduce turbulence and associated pressure losses by up to 15%.
Vent Pattern Geometries and Performance
The selection of vent pattern geometry represents the most critical design decision affecting both EMI shielding and airflow performance. Each pattern type offers distinct advantages and limitations that must be evaluated against specific application requirements.
Round Hole Patterns
Circular apertures provide the optimal balance between manufacturing simplicity and performance predictability. The relationship between hole diameter (d), center-to-center spacing (s), and open area percentage follows: Open Area % = π(d/s)² × 100 for square pitch arrangements.
For EMI applications above 1 GHz, hole diameters must remain below 15 mm to maintain 20 dB shielding effectiveness. Optimal spacing ratios (s/d) range from 1.5 to 2.0, providing 20-35% open area while maintaining structural integrity in sheet thicknesses from 1.0-3.0 mm.
Hexagonal Honeycomb Patterns
Honeycomb geometries achieve superior packing density compared to circular patterns, enabling open areas up to 60% while maintaining consistent EMI performance. The hexagonal cell structure provides uniform current distribution and eliminates the field concentration effects common in rectangular apertures.
Manufacturing honeycomb patterns requires specialized tooling and precise forming techniques to maintain dimensional accuracy. Typical cell sizes range from 3.2-12.7 mm, with wall thicknesses between 0.08-0.25 mm depending on the base material and structural requirements.
Elongated Slot Configurations
Slot patterns excel in applications requiring directional airflow or where structural considerations limit circular apertures. The critical dimension for EMI purposes is the slot width, not length, allowing for high aspect ratio designs that maximize airflow area.
Slot widths must be carefully controlled to prevent EMI leakage, particularly for frequencies above 100 MHz. Width tolerances of ±0.05 mm become critical for maintaining consistent shielding performance across production quantities.
| Pattern Type | Open Area (%) | EMI Effectiveness (dB) | Pressure Drop (Pa) | Manufacturing Cost |
|---|---|---|---|---|
| Round Holes (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Hexagonal (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Rectangular Slots | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Perforated Mesh | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Material Selection and Thickness Considerations
Base material selection significantly impacts both EMI shielding effectiveness and manufacturing feasibility. Aluminum alloy 6061-T6 provides excellent conductivity (59% IACS) and formability, making it ideal for complex vent patterns requiring tight bend radii or deep draws.
Stainless steel 304 offers superior corrosion resistance and mechanical strength but requires 25% higher forming forces and specialized tooling for precision apertures. The magnetic permeability of stainless steel (μᵣ ≈ 1.02) provides minimal low-frequency magnetic shielding compared to carbon steel grades.
Sheet thickness directly affects both shielding performance and manufacturing constraints. Thicknesses below 0.8 mm may exhibit excessive deflection under airflow loads, while thicknesses above 2.5 mm significantly increase material costs and forming forces. The optimal thickness range of 1.0-1.6 mm balances structural requirements with economic considerations.
Advanced Design Optimization Techniques
Computational fluid dynamics (CFD) analysis enables precise optimization of vent patterns for specific airflow requirements while maintaining EMI constraints. Three-dimensional modeling reveals flow separation, recirculation zones, and pressure recovery effects that two-dimensional calculations cannot predict.
Multi-objective optimization algorithms can simultaneously minimize pressure drop while maximizing shielding effectiveness within manufacturing constraints. These techniques have achieved 15-20% improvements in airflow efficiency compared to traditional design approaches.
For high-precision results, Request a free quote and get pricing in 24 hours from Microns Hub.
Chamfered and Radiused Apertures
Inlet chamfers and radiused edges reduce flow separation and associated pressure losses by 20-30% compared to sharp-edged apertures. Chamfer angles between 30-45° provide optimal performance, though manufacturing costs increase by approximately €0.80/dm² for precision edge finishing.
The depth of chamfering must be controlled to prevent excessive material removal that could compromise structural integrity. Typical chamfer depths range from 0.2-0.5 times the sheet thickness, depending on the aperture size and material properties.
Progressive Aperture Sizing
Variable aperture sizes within a single vent pattern can optimize local flow conditions while maintaining overall EMI performance. Larger apertures in low-velocity regions reduce pressure drop, while smaller apertures in critical EMI zones preserve shielding effectiveness.
This approach requires sophisticated analysis to ensure electromagnetic compatibility across the entire frequency spectrum while achieving thermal management objectives. Manufacturing complexity increases significantly, but performance improvements of 25-35% are achievable in specialized applications.
Manufacturing Process Considerations
Punching remains the most cost-effective method for producing simple vent patterns in quantities above 100 pieces. Modern CNC punch presses achieve positional accuracies of ±0.025 mm and can maintain aperture dimension tolerances of ±0.05 mm in sheet thicknesses up to 6.0 mm.
Laser cutting provides superior edge quality and enables complex geometries impossible with conventional punching. Fiber laser systems operating at 1070 nm wavelength produce heat-affected zones (HAZ) less than 0.1 mm wide in aluminum and stainless steel, preserving material properties adjacent to apertures.
Waterjet cutting eliminates thermal effects entirely but increases processing time and cost by 300-400% compared to laser methods. The process excels for thick materials (above 3.0 mm) or applications requiring absolutely pristine edge conditions for critical EMI performance.
| Process | Thickness Range (mm) | Edge Quality (μm Ra) | Processing Speed | Cost per Part |
|---|---|---|---|---|
| CNC Punching | 0.5-6.0 | 1.6-3.2 | High | €0.15-0.45 |
| Fiber Laser | 0.3-25.0 | 0.8-1.6 | Medium | €0.35-0.90 |
| Waterjet | 1.0-150.0 | 0.4-1.2 | Low | €1.20-3.50 |
| Plasma Cutting | 3.0-50.0 | 6.3-12.5 | High | €0.25-0.75 |
Testing and Validation Methods
EMI shielding effectiveness testing follows IEEE 299 standard procedures, utilizing either nested reverberation chambers or TEM cells depending on the frequency range and sample configuration. Measurements typically span 10 kHz to 18 GHz to capture both conducted and radiated emission characteristics.
Airflow testing requires calibrated wind tunnels or flow benches capable of measuring pressure differentials down to 1 Pa resolution. Hot-wire anemometry provides detailed velocity profiles across vent patterns, revealing flow uniformity and potential optimization opportunities.
Combined testing protocols evaluate the interaction between thermal and electromagnetic performance under realistic operating conditions. These tests often reveal unexpected coupling effects where thermal expansion alters aperture dimensions sufficiently to impact EMI shielding.
Cost Optimization Strategies
Material utilization efficiency significantly impacts production costs, particularly for complex vent patterns requiring substantial scrap removal. Nesting optimization algorithms can improve material yield by 15-25%, directly reducing per-part costs.
Tooling costs dominate low-volume production, often requiring 500+ pieces to amortize punch and die expenses. For quantities below this threshold, laser cutting typically provides better economics despite higher per-part processing costs.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail necessary for optimal EMI and thermal performance.
Volume Production Considerations
High-volume production enables specialized tooling investments that can reduce per-part costs by 40-60%. Progressive dies for complex vent patterns require initial investments of €15,000-45,000 but achieve processing rates exceeding 300 parts per hour.
Secondary operations such as coating application must account for aperture masking requirements to maintain conductivity at critical EMI interfaces. Conductive coatings add €2.80-5.60/dm² to processing costs but can improve shielding effectiveness by 5-10 dB in certain frequency ranges.
Integration with Overall Enclosure Design
Vent pattern placement within the overall enclosure geometry critically affects both thermal and EMI performance. Corner locations typically exhibit higher current densities and require more conservative aperture sizing to maintain shielding effectiveness.
Gasket interfaces around removable panels present particular challenges, as compression set and environmental degradation can create EMI leakage paths that bypass carefully designed vent patterns. Conductive gaskets with compression ratings of 40-60% provide reliable long-term sealing.
Comprehensive enclosure design requires coordination between mechanical, thermal, and EMI engineering disciplines. Our manufacturing services include design review and optimization recommendations to ensure all performance criteria are met efficiently.
Future Developments and Advanced Materials
Metamaterial structures offer potential breakthrough capabilities for EMI shielding applications, enabling subwavelength apertures that maintain high airflow rates. These engineered materials manipulate electromagnetic fields through precise geometric patterns rather than bulk material properties.
Additive manufacturing technologies are beginning to enable complex three-dimensional vent geometries impossible with conventional sheet metal processes. Direct metal laser sintering (DMLS) can produce tortuous airflow paths that provide EMI attenuation while maintaining excellent thermal performance.
Nanostructured coatings and surface treatments show promise for enhancing conductivity and corrosion resistance while maintaining compatibility with existing manufacturing processes. These developments may enable new material combinations and design approaches in the coming decade.
Frequently Asked Questions
What aperture size limits are required for different EMI frequency ranges?
For frequencies below 100 MHz, apertures up to 300 mm can maintain adequate shielding. Between 100 MHz and 1 GHz, maximum aperture dimensions should not exceed 30 mm. Above 1 GHz, apertures must remain below 15 mm to achieve 20 dB shielding effectiveness, with progressively smaller limits required for higher frequencies.
How does material thickness affect both EMI shielding and manufacturing costs?
Material thickness impacts absorption-based shielding logarithmically, with each doubling of thickness adding approximately 6 dB of effectiveness. However, manufacturing costs increase linearly with thickness due to higher material costs and increased forming forces. The optimal range of 1.0-1.6 mm balances performance with economic considerations for most applications.
What manufacturing tolerances are critical for maintaining EMI performance?
Aperture dimension tolerances of ±0.05 mm are essential for frequencies above 1 GHz to ensure consistent shielding performance. Positional tolerances of ±0.1 mm prevent aperture alignment issues that could create unexpected leakage paths. Edge quality specifications below 3.2 μm Ra help minimize high-frequency current concentration effects.
How do different vent pattern geometries compare in manufacturing complexity?
Round hole patterns offer the simplest manufacturing with standard punching tools. Hexagonal patterns require specialized tooling but provide superior performance. Elongated slots present moderate complexity but may require secondary operations for optimal edge finishing. Complex patterns with variable sizing demand CNC laser cutting or waterjet processing.
What testing methods validate both EMI and thermal performance simultaneously?
Combined testing protocols utilize environmental chambers with integrated EMI measurement capability. Samples undergo thermal cycling while monitoring shielding effectiveness across multiple frequency bands. This approach reveals thermal expansion effects on aperture dimensions and identifies potential performance degradation under operating conditions.
How does surface treatment affect EMI shielding and airflow characteristics?
Conductive coatings can improve shielding effectiveness by 5-10 dB but may increase surface roughness and pressure drop by 10-15%. Anodizing aluminum provides corrosion protection while maintaining conductivity but requires careful process control to prevent excessive coating thickness that could alter aperture dimensions.
What design considerations apply to high-temperature EMI shielding applications?
High-temperature applications require materials with stable conductivity and minimal thermal expansion. Stainless steel 321 and Inconel 625 maintain properties above 300°C but increase manufacturing costs significantly. Thermal expansion calculations must account for aperture dimension changes that could compromise EMI performance at elevated temperatures.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece