Powder Coating Sheet Metal: Accounting for Thickness Build-up in Tolerances
Powder coating thickness presents one of the most frequently overlooked variables in precision sheet metal fabrication. A typical powder coating adds 50-150 microns to all surfaces, fundamentally altering dimensional accuracy and requiring careful tolerance planning from the design phase through final inspection.
Key Takeaways:
- Standard powder coating thickness ranges from 50-150 microns, directly impacting dimensional tolerances on all coated surfaces
- Critical dimensions must account for coating build-up through deliberate under-sizing of base metal components
- ISO 2768 general tolerances become insufficient for powder-coated parts requiring precision fit and assembly
- Pre-coating dimensional planning can prevent costly rework and ensure proper part functionality
Understanding Powder Coating Thickness Variables
Powder coating thickness varies significantly based on application method, powder type, and substrate preparation. Electrostatic spray application typically produces films between 60-120 microns, while fluidized bed coating can achieve 150-500 microns depending on part temperature and immersion time.
The relationship between powder particle size and final thickness follows predictable patterns. Fine powders (10-30 microns) create smoother finishes but require multiple passes for adequate thickness, while coarse powders (30-80 microns) build thickness rapidly but may compromise surface quality on detailed features.
Substrate geometry significantly influences coating distribution. Internal corners and recessed areas typically receive 70-80% of the thickness found on flat surfaces, while external edges and sharp corners often accumulate 120-150% of nominal thickness due to electric field concentration during application.
Temperature control during curing affects final thickness through flow and leveling characteristics. Polyester powders cure optimally at 180-200°C, producing consistent thickness with minimal orange peel texture. Epoxy formulations require 160-180°C but offer superior edge coverage and penetration into complex geometries.
Dimensional Impact on Common Sheet Metal Features
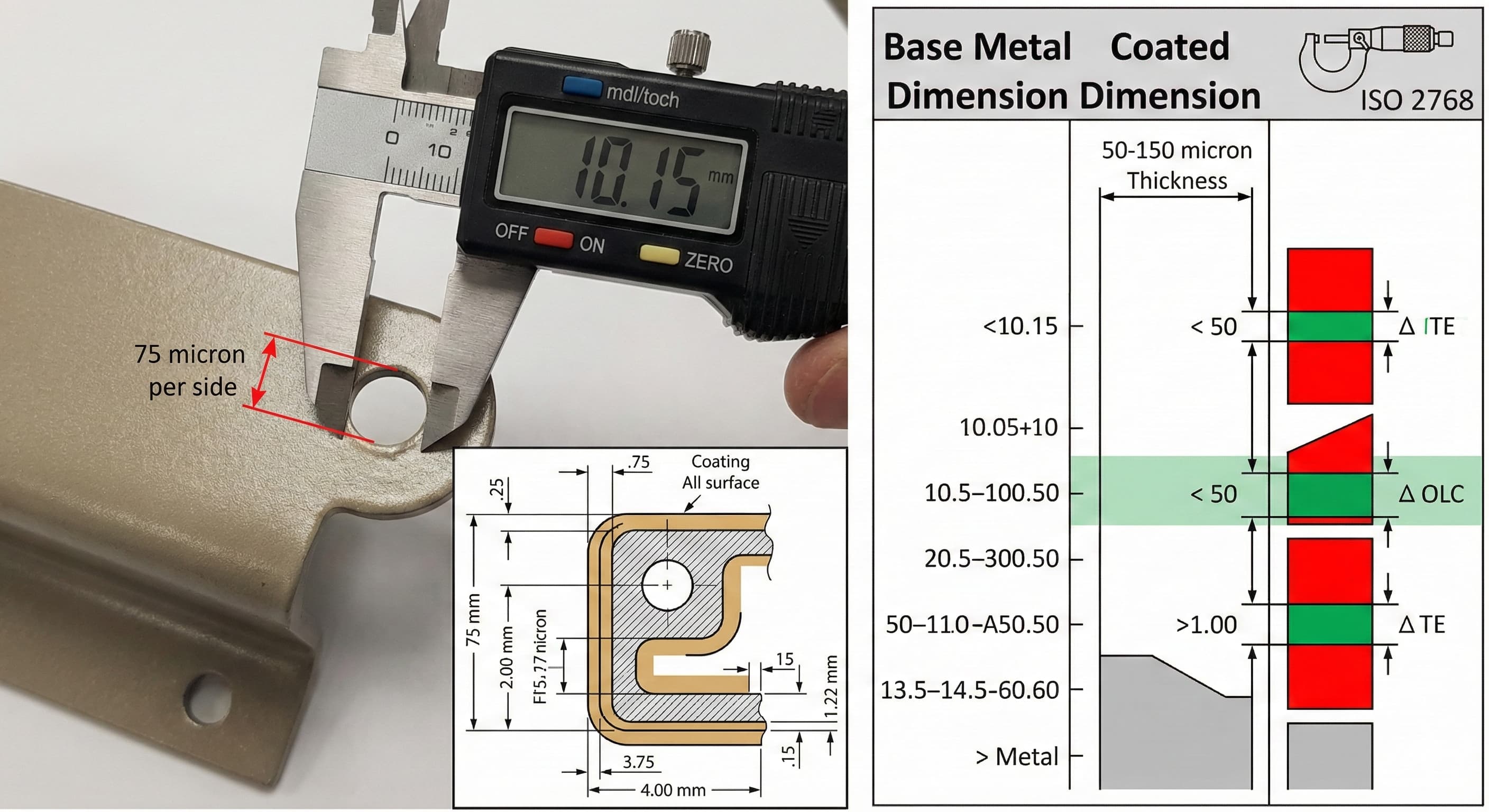
Holes and internal features experience diameter reduction equal to twice the coating thickness. A 10.0 mm hole with 75-micron coating becomes 9.85 mm, representing a 1.5% dimensional change that can prevent proper fastener insertion or component assembly.
Threaded features present particular challenges since coating build-up occurs on both major and minor diameters. M6 x 1.0 threads with 100-micron coating may require tap drill adjustment from 5.0 mm to 5.2 mm to maintain proper thread engagement after coating.
Bent edges and formed features accumulate coating thickness on both inside and outside radii. Minimum bend radii calculations must consider coating thickness to prevent cracking during the bending process or coating application.
Slot widths decrease by twice the coating thickness, affecting sliding fits and clearances. A 12.0 mm slot becomes 11.85 mm with 75-micron coating, potentially binding components designed for H7/g6 fits.
Material-Specific Coating Considerations
Different substrate materials exhibit varying coating adhesion and thickness uniformity characteristics that directly impact dimensional accuracy.
| Material Grade | Typical Thickness Range (μm) | Uniformity Factor | Edge Build-up | Cost Impact |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Cold Rolled Steel | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Stainless 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Galvanized Steel | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Aluminum substrates generally provide the most predictable coating thickness due to excellent electrostatic attraction and uniform surface preparation. The natural oxide layer enhances powder adhesion while maintaining consistent film build across complex geometries.
Cold-rolled steel requires phosphate conversion coating for optimal adhesion, adding 5-10 microns to total thickness. This pretreatment improves coating uniformity but increases dimensional variation, particularly around welded joints and heat-affected zones.
Stainless steel substrates present unique challenges due to their passive oxide layer. Mechanical abrasion or chemical etching becomes necessary for adequate adhesion, potentially affecting base material dimensions before coating application.
Tolerance Design Strategies
Effective tolerance design for powder-coated parts requires systematic dimensional compensation based on coating thickness predictions and geometric complexity.
Critical dimensions should specify coating-free zones through masking or post-coating machining. Masking adds €0.50-1.20 per feature but ensures dimensional accuracy for bearing surfaces, threaded holes, and precision fits.
Bilateral tolerancing provides optimal flexibility for coated dimensions. Instead of specifying 25.0 ±0.1 mm, use 24.925 +0.175/-0.025 mm to account for expected coating thickness while maintaining functional requirements.
For high-precision results, Get a quote in 24 hours from Microns Hub.
Functional dimensioning separates critical from non-critical features. Bearing diameters, mating surfaces, and assembly references require tight control, while aesthetic surfaces can accommodate standard coating variations without functional impact.
Statistical tolerance analysis becomes essential for assemblies containing multiple coated components. Monte Carlo simulation helps predict assembly success rates and identify critical tolerance contributors before production begins.
Quality Control and Inspection Methods
Coating thickness measurement requires non-destructive techniques suitable for production environments. Magnetic and eddy current gauges provide ±2-5% accuracy for most applications, while ultrasonic methods achieve ±1-2% precision on complex geometries.
Destructive testing through cross-sectional analysis offers definitive thickness measurement and coating quality assessment. This method identifies delamination, porosity, and adhesion issues that affect long-term dimensional stability.
In-process monitoring during powder application helps maintain thickness consistency. Electrostatic voltage, powder flow rate, and part grounding all influence final thickness and should be recorded for each production lot.
Post-cure dimensional inspection must account for coating shrinkage during polymerization. Thermosetting powders typically shrink 2-5% during cure, affecting final dimensions and potentially creating internal stresses in thin-walled components.
| Inspection Method | Accuracy | Cost per Test | Time Required | Best Application |
|---|---|---|---|---|
| Magnetic Pull-off | ±5% | €0.20 | 10 seconds | Ferrous substrates |
| Eddy Current | ±3% | €0.35 | 15 seconds | Non-ferrous metals |
| Ultrasonic | ±2% | €0.50 | 30 seconds | Complex geometries |
| Cross-section | ±1% | €15.00 | 45 minutes | Quality validation |
| Beta Backscatter | ±2% | €0.80 | 60 seconds | Automated systems |
Process Integration with Manufacturing Workflow
Successful powder coating integration requires coordination between design, fabrication, and finishing operations. Our manufacturing services encompass this complete workflow to ensure dimensional accuracy throughout the production sequence.
Pre-coating fabrication must account for coating thickness in all machined features. CNC programming requires offset adjustments typically ranging from 0.050-0.150 mm depending on expected coating thickness and feature criticality.
Fixturing design affects coating distribution and final dimensions. Contact points create coating shadows, while excessive clamping force can deform thin sections during the curing cycle. Spring-loaded fixtures maintain part positioning while accommodating thermal expansion.
Weld joint preparation becomes critical since coating thickness variations around heat-affected zones can create stress concentrations and dimensional inconsistencies. Post-weld grinding to uniform surface profile ensures consistent coating application.
Similar to injection molding services that require precise temperature and pressure control, powder coating demands careful parameter management to achieve consistent results across production runs.
Cost Optimization Through Design
Coating-optimized design reduces both material costs and dimensional variation while maintaining functional requirements. Simple geometric features coat more uniformly than complex shapes, reducing thickness variation and improving predictability.
Part consolidation through welding or mechanical assembly before coating eliminates multiple coating operations and reduces dimensional stack-up. Single-piece construction typically costs 15-25% less than coating individual components separately.
Surface preparation requirements vary significantly based on substrate condition and coating specification. Mill scale removal adds €1.50-3.00 per square meter but ensures consistent coating adhesion and thickness. Chemical cleaning costs €0.80-1.20 per square meter and suits most commercial applications.
Reclaim powder systems can reduce material costs by 20-40% while maintaining coating quality. However, thickness control becomes more challenging due to particle size changes during the reclaim process, requiring more frequent calibration and monitoring.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail required for consistent powder coating results.
Advanced Coating Technologies and Thickness Control
Electrostatic discs and rotary bell applicators provide superior thickness uniformity compared to conventional spray guns. These systems achieve ±5-8% thickness variation across flat surfaces and ±10-15% on complex geometries, improving dimensional predictability.
Pulse charging technology allows precise control over powder deposition rates and final thickness. Short pulse duration (0.1-0.5 seconds) builds thin films gradually, while longer pulses (1-3 seconds) achieve maximum thickness efficiently.
Infrared curing systems offer improved temperature control compared to convection ovens, reducing coating flow and achieving more consistent final dimensions. Near-infrared wavelengths (0.7-1.4 μm) penetrate powder films effectively while minimizing substrate heating.
Plasma pretreatment enhances coating adhesion on difficult substrates while maintaining dimensional accuracy. Low-pressure plasma cleaning removes surface contaminants without mechanical abrasion, preserving base material dimensions before coating.
Industry-Specific Applications and Requirements
Automotive components require coating thickness uniformity within ±10 microns for proper fit and finish. Door handles, trim pieces, and structural components must maintain dimensional accuracy while providing corrosion protection for 10+ year service life.
Aerospace applications demand statistical process control with Cpk values exceeding 1.33 for all dimensional characteristics. Coating thickness documentation becomes part of the permanent record, requiring traceability to individual powder lots and cure cycles.
Medical device components often specify biocompatible powder formulations with controlled thickness for FDA compliance. Surgical instruments require coating thickness below 50 microns to maintain sharpness and tactile feedback.
Electronics enclosures need precise thickness control around cooling vents and connector openings. Excessive coating build-up can restrict airflow or prevent proper mating, while insufficient coverage compromises EMI shielding effectiveness.
Troubleshooting Common Thickness Issues
Orange peel texture indicates excessive coating thickness or improper cure conditions. Reducing powder flow rate by 10-20% or increasing cure temperature by 10-15°C typically resolves surface quality issues while maintaining adequate protection.
Thin spots around edges and corners result from excessive part grounding or inadequate powder charging. Adjusting electrostatic voltage from 60-90 kV often improves coverage uniformity without significantly affecting overall thickness.
Coating runs and sags occur when film thickness exceeds critical limits before gelation. Most powder formulations begin flowing at 80-120 microns, requiring temperature ramp control to prevent defects on vertical surfaces.
Delamination between coating and substrate indicates contamination or inadequate surface preparation. Solvent cleaning followed by mechanical abrasion typically restores proper adhesion and coating integrity.
Frequently Asked Questions
How much should I reduce hole diameters to account for powder coating thickness?
Reduce hole diameters by twice the expected coating thickness. For 75-micron coating, increase drill size by 0.15 mm. A 10.0 mm finished hole requires a 10.15 mm drilled diameter before coating to achieve proper final dimensions.
Can powder coating thickness be controlled to ±10 microns consistently?
Yes, with proper equipment calibration and process control. Electrostatic disc applicators combined with automated powder flow control can maintain ±10-15 micron consistency on flat surfaces, though complex geometries may show ±20-25 micron variation.
Should threaded holes be tapped before or after powder coating?
Thread cutting should occur after coating for critical applications. Mask threads during coating or use specialized low-temperature curing formulations that won't damage tap cutting tools. Pre-coating threading requires oversized tap drills and risks thread damage during coating removal.
What tolerance grade should I specify for powder-coated sheet metal parts?
Use IT12 or IT13 tolerance grades for non-critical dimensions on coated parts, tightening to IT9 or IT10 for functional surfaces with post-coating machining. Standard ISO 2768-m general tolerances become insufficient for precision assemblies involving powder-coated components.
How does coating thickness affect part weight and balance?
Coating adds approximately 0.1-0.4 g per square meter per micron of thickness. A 1000 cm² part with 100-micron coating gains 1-4 grams, potentially affecting dynamic balance in rotating components or precision mechanisms.
Can I specify different coating thicknesses on the same part?
Selective masking allows thickness variation but increases cost by €2-5 per masked feature. Alternatively, specify post-coating machining for critical dimensions while accepting standard thickness on non-functional surfaces.
What happens to coating thickness at weld seams and heat-affected zones?
Weld areas typically receive 80-120% of nominal thickness due to surface roughness and geometric effects. Heat-affected zones may show reduced adhesion, requiring mechanical surface preparation before coating for consistent results.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece