Aluminum A380 vs. A356: Selecting the Right Alloy for Strength and Flow
Aluminum A380 and A356 represent two of the most widely specified die casting alloys in European manufacturing, yet selecting between them requires understanding critical trade-offs between strength characteristics and flow properties. This decision impacts everything from part performance to production costs, making it essential for engineers to grasp the nuanced differences between these alloys.
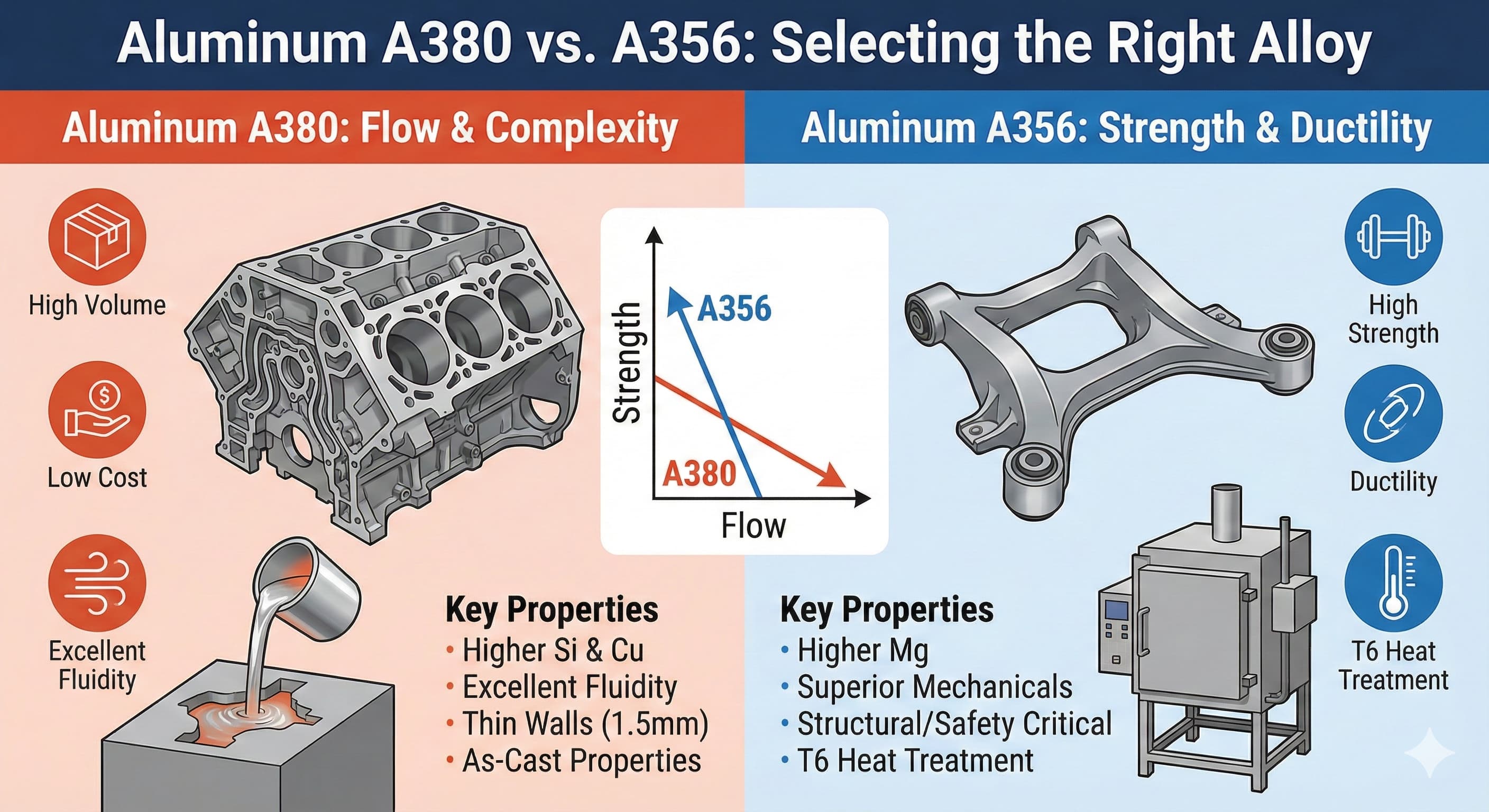
Both alloys serve distinct roles in the aluminum casting ecosystem, with A380 dominating high-volume applications requiring excellent fluidity, while A356 excels where superior mechanical properties justify its higher material and processing costs.
Key Takeaways
- A380 offers superior flow characteristics and lower costs, making it ideal for thin-walled, complex geometries
- A356 provides significantly higher strength and ductility, suitable for structural and safety-critical applications
- Casting process selection (die casting vs sand casting) heavily influences alloy performance and cost considerations
- Post-casting heat treatment options vary dramatically between alloys, affecting final mechanical properties
Chemical Composition and Fundamental Properties
The chemical composition differences between A380 and A356 drive their distinct performance characteristics. A380 contains higher silicon content (7.5-9.5%) compared to A356 (6.5-7.5%), along with significantly more copper (3.0-4.0% vs 0.25% maximum). This composition gives A380 excellent fluidity during casting but limits its mechanical properties.
A356, conversely, incorporates magnesium (0.25-0.45%) as its primary strengthening element while maintaining lower copper content. This composition enables heat treatment responses that A380 cannot achieve, resulting in superior tensile and yield strengths.
| Element | A380 (wt%) | A356 (wt%) | Impact on Properties |
|---|---|---|---|
| Silicon (Si) | 7.5-9.5 | 6.5-7.5 | Higher Si improves fluidity, reduces shrinkage |
| Copper (Cu) | 3.0-4.0 | 0.25 max | Cu increases strength but reduces ductility |
| Magnesium (Mg) | 0.10 max | 0.25-0.45 | Mg enables precipitation hardening |
| Iron (Fe) | 1.3 max | 0.20 max | Higher Fe content reduces ductility |
| Zinc (Zn) | 3.0 max | 0.10 max | Zn affects corrosion resistance |
The silicon content directly influences casting characteristics, with A380's higher silicon providing exceptional flow properties and reduced shrinkage during solidification. However, this same composition creates brittle intermetallic phases that limit ductility and impact resistance.
Mechanical Property Comparison
The mechanical property differences between these alloys are substantial and drive application selection. A380 in the as-cast condition typically achieves tensile strengths of 320-330 MPa with yield strengths around 160 MPa. A356, particularly in the T6 heat-treated condition, can reach tensile strengths exceeding 280 MPa with yield strengths of 205 MPa, while offering significantly higher elongation values.
| Property | A380 (As-Cast) | A356 (T6) | A356 (As-Cast) |
|---|---|---|---|
| Tensile Strength (MPa) | 320-330 | 280-310 | 220-260 |
| Yield Strength (MPa) | 160 | 205-240 | 140-180 |
| Elongation (%) | 2.5-3.5 | 8-12 | 3-5 |
| Hardness (HB) | 80-85 | 70-90 | 60-70 |
| Fatigue Strength (MPa) | 110-130 | 140-160 | 100-120 |
The elongation difference is particularly significant for applications experiencing dynamic loading or impact conditions. A356's 8-12% elongation in T6 condition versus A380's 2.5-3.5% represents the difference between a ductile failure mode and brittle fracture characteristics.
Fatigue performance shows similar trends, with A356-T6 offering superior fatigue strength due to its refined microstructure and absence of copper-rich intermetallics that act as crack initiation sites.
Flow Characteristics and Casting Performance
Flow characteristics represent one of A380's primary advantages over A356. The higher silicon content and copper addition create a longer solidification range, providing excellent die filling capabilities in complex geometries. This translates to successful casting of thin walls (down to 1.5 mm in optimal conditions) and intricate features that would be challenging with A356.
A380's superior fluidity enables proper draft angle implementation in complex molds while maintaining dimensional accuracy. The alloy's casting characteristics support high-speed production cycles typical in automotive and consumer electronics applications.
A356, while offering adequate flow properties, requires more careful attention to gating design, runner sizing, and temperature control. The alloy's tendency toward hot tearing in thin sections necessitates conservative wall thickness design (typically 2.5 mm minimum for reliable production).
| Casting Parameter | A380 | A356 | Engineering Implications |
|---|---|---|---|
| Minimum Wall Thickness | 1.5 mm | 2.5 mm | A380 enables lighter, more complex designs |
| Solidification Range | 90-120°C | 60-90°C | Wider range improves die filling |
| Hot Tearing Tendency | Low | Moderate | A380 more forgiving in design |
| Die Filling Capability | Excellent | Good | Complex geometries favor A380 |
| Porosity Sensitivity | Low | Moderate | A380 more tolerant of process variation |
The flow length capabilities differ significantly, with A380 achieving flow lengths of 200+ times wall thickness in optimized conditions, while A356 typically reaches 150-180 times wall thickness. This difference becomes critical in large, complex castings where metal must travel significant distances through thin sections.
Heat Treatment Response and Microstructural Considerations
Heat treatment response represents a fundamental differentiator between these alloys. A380 offers limited heat treatment options, typically remaining in the as-cast condition or receiving stress relief treatments. The high copper content prevents effective solution heat treatment due to incipient melting of copper-rich phases.
A356 responds excellently to T6 heat treatment (solution treatment at 540°C, quenching, and aging at 150-160°C for 2-8 hours). This process dissolves magnesium and silicon into solid solution, then precipitates strengthening phases during aging, dramatically improving mechanical properties.
For high-precision results,Request a free quote and get pricing in 24 hours from Microns Hub.
The microstructural differences extend beyond heat treatment response. A380's as-cast structure contains coarse silicon particles and copper-aluminum intermetallics that provide strength but limit ductility. A356's microstructure, particularly after T6 treatment, features fine, uniformly distributed precipitates that enhance both strength and toughness.
| Heat Treatment | A380 Response | A356 Response | Property Change |
|---|---|---|---|
| As-Cast | Standard condition | Baseline properties | - |
| T4 (Solution + Natural Aging) | Not applicable | Moderate improvement | +15% strength |
| T6 (Solution + Artificial Aging) | Not applicable | Maximum strength | +25-35% strength |
| Stress Relief | Dimensional stability | Dimensional stability | Minimal property change |
Cost Analysis and Economic Considerations
Cost differences between A380 and A356 extend beyond raw material pricing to encompass processing, tooling, and post-processing considerations. A380 typically costs €2,200-2,400 per metric ton, while A356 ranges from €2,600-2,900 per metric ton, representing a 15-20% premium for the higher-performance alloy.
Processing costs favor A380 due to its superior casting characteristics. Higher production speeds, reduced scrap rates, and simplified tooling requirements often offset the small material cost advantage A356 might have in some markets. A380's excellent flow properties enable thinner walls and more complex geometries, potentially reducing overall part weight and material usage.
However, A356's heat treatment requirements add processing steps and energy costs. T6 heat treatment typically adds €150-250 per metric ton in processing costs, depending on furnace efficiency and local energy prices. This must be weighed against the performance benefits achieved.
| Cost Component | A380 | A356 | Difference |
|---|---|---|---|
| Raw Material (€/tonne) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Heat Treatment (€/tonne) | 0-50 | 150-250 | +300-400% |
| Machining Costs | Higher (harder material) | Lower (more ductile) | -10-15% |
| Scrap Rate (%) | 3-5 | 5-8 | +40-60% |
| Production Rate | Higher | Lower | -15-25% |
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail it deserves, particularly important when balancing cost and performance requirements.
Application-Specific Selection Criteria
Application requirements ultimately drive alloy selection, with each material excelling in specific use cases. A380 dominates automotive applications requiring complex geometries, such as transmission housings, engine brackets, and electronic control unit housings. The alloy's excellent flow properties enable integration of mounting bosses, cooling fins, and intricate internal passages in a single casting.
A356 finds preference in structural applications where mechanical properties take precedence over casting complexity. Automotive suspension components, aircraft fittings, and high-performance sporting goods leverage A356's superior strength-to-weight ratio and fatigue resistance.
Electronic applications present interesting trade-offs. A380's excellent thermal conductivity (96 W/m·K vs 151 W/m·K for A356) makes it attractive for heat sinks and electronic housings where thermal management is critical. However, A356's lower electrical conductivity may be preferred in applications requiring electromagnetic shielding.
The integration with injection molding services often influences material selection for hybrid components where aluminum castings interface with polymer inserts or overmolding operations.
Manufacturing Process Compatibility
Die casting represents the primary manufacturing process for both alloys, but their compatibility with other processes varies significantly. A380 excels in high-pressure die casting (HPDC) operations, where its superior flow characteristics enable rapid cycle times and consistent part quality. The alloy's resistance to soldering (sticking to die surfaces) extends tool life and reduces maintenance requirements.
A356 shows broader process compatibility, performing well in sand casting, permanent mold casting, and semi-solid forming processes. This versatility makes A356 attractive for low-volume applications or prototyping where die casting tooling costs cannot be justified.
Post-casting machining characteristics differ notably between alloys. A380's higher hardness and copper content create more challenging machining conditions, requiring carbide tooling and careful chip evacuation. A356, particularly in T6 condition, machines more readily with conventional tooling and generates better surface finishes.
| Process | A380 Suitability | A356 Suitability | Key Considerations |
|---|---|---|---|
| High Pressure Die Casting | Excellent | Good | A380's flow advantage critical |
| Low Pressure Die Casting | Good | Excellent | A356's mechanical properties favored |
| Sand Casting | Fair | Excellent | A356 standard for sand casting |
| Permanent Mold | Good | Excellent | Both alloys suitable |
| CNC Machining | Challenging | Good | A356 more machinable |
Surface finishing compatibility also varies. A380 anodizes reasonably well but may show slight color variations due to copper content. A356 provides excellent anodizing response with uniform color development. Powder coating and painting perform similarly on both alloys after proper surface preparation.
Quality Control and Testing Considerations
Quality control requirements differ between A380 and A356 applications, driven by their typical use cases and performance expectations. A380 parts often undergo dimensional inspection and basic mechanical testing, with emphasis on casting integrity and surface quality. Non-destructive testing typically includes visual inspection and dimensional verification.
A356 components, particularly those in structural applications, require more comprehensive testing protocols. Tensile testing, hardness verification, and heat treatment validation become standard requirements. The T6 heat treatment process necessitates temperature monitoring and metallurgical verification to ensure proper precipitation hardening.
Statistical process control (SPC) implementation varies between alloys. A380's consistent flow characteristics enable tight dimensional control with standard process monitoring. A356's heat treatment requirements introduce additional variables requiring control chart monitoring of solution temperature, quench rate, and aging parameters.
Integration with our manufacturing services includes comprehensive quality documentation meeting ISO 9001 requirements, with material certifications and mechanical property verification as standard deliverables.
Environmental and Sustainability Factors
Environmental considerations increasingly influence material selection decisions. Both A380 and A356 offer excellent recyclability, with aluminum's inherent sustainability advantages. However, their energy footprints differ due to processing requirements.
A380's simpler processing path (minimal heat treatment) results in lower energy consumption per kilogram produced. A356's T6 heat treatment adds significant energy requirements, particularly during solution heat treatment at 540°C. This energy penalty must be balanced against the performance benefits achieved.
Recycled content compatibility varies between alloys. A380's higher tolerance for trace elements makes it more compatible with recycled aluminum streams, while A356's tighter compositional requirements may necessitate primary aluminum usage for critical applications.
Future Trends and Development Directions
Alloy development continues evolving to meet changing industry requirements. Modified A380 compositions with reduced copper content aim to improve ductility while maintaining excellent casting characteristics. These developments target automotive lightweighting initiatives requiring improved crashworthiness.
A356 development focuses on enhanced heat treatment responses and improved thermal stability. Advanced aging treatments and modified compositions seek to extend the alloy's already impressive mechanical property advantages.
Additive manufacturing compatibility represents an emerging consideration. While neither alloy currently sees widespread use in aluminum 3D printing, research continues into powder metallurgy variants that could extend their application ranges.
Frequently Asked Questions
Which alloy provides better corrosion resistance, A380 or A356?
A356 generally offers superior corrosion resistance due to its lower copper content. The copper in A380 can create galvanic couples that accelerate corrosion in marine or industrial environments. However, both alloys benefit from protective coatings in aggressive environments.
Can A380 be heat treated to achieve properties similar to A356?
No, A380 cannot be effectively heat treated due to its high copper content, which causes incipient melting during solution heat treatment. The alloy is typically used in the as-cast condition or with stress relief treatments only.
What minimum wall thickness should I design for each alloy?
A380 can reliably achieve wall thicknesses down to 1.5 mm in optimal casting conditions, while A356 typically requires minimum walls of 2.5 mm to avoid hot tearing and ensure consistent mechanical properties.
How do machining costs compare between A380 and A356?
A356 generally machines more easily and cost-effectively than A380. The higher copper content and hardness of A380 require carbide tooling and result in higher tool wear rates, increasing machining costs by 10-15% typically.
Which alloy is better for thin-walled electronic housings?
A380 is typically preferred for thin-walled electronic housings due to its superior flow characteristics enabling complex geometries and thin walls. Its good thermal conductivity also helps with heat dissipation in electronic applications.
What are the typical lead times for parts in each alloy?
Lead times are generally similar for both alloys in die casting applications. However, A356 parts requiring T6 heat treatment may add 1-3 days to processing time depending on batch sizes and furnace scheduling.
How do recycling rates compare between A380 and A356?
Both alloys are highly recyclable, but A380's higher tolerance for trace elements makes it slightly more compatible with mixed aluminum scrap streams. A356's tighter compositional requirements may require more careful scrap segregation for critical applications.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece