Vacuum Impregnation: Sealing Leak Paths in Hydraulic Castings
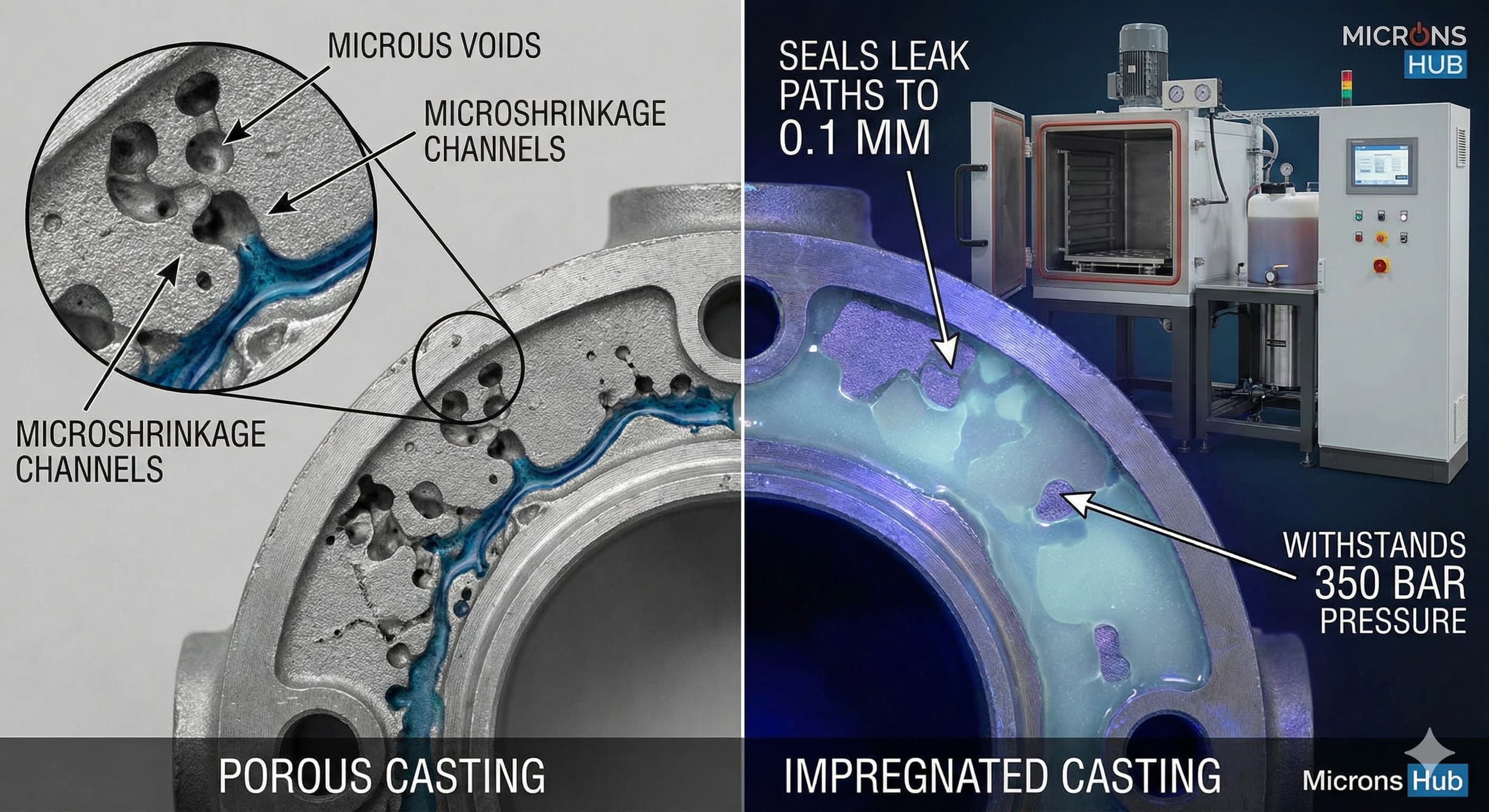
Porosity in hydraulic castings represents one of the most critical failure modes in high-pressure applications. When interconnected microshrinkage creates leak paths through casting walls, the result is catastrophic system failure, environmental contamination, and significant downtime costs. Vacuum impregnation has emerged as the definitive solution for sealing these microscopic defects, transforming potentially scrapped components into pressure-tight assemblies capable of withstanding operating pressures exceeding 350 bar.
This comprehensive technical analysis examines the vacuum impregnation process from both metallurgical and practical perspectives, providing manufacturing engineers with the detailed knowledge required to implement successful leak-sealing protocols.
Key Takeaways
- Vacuum impregnation can seal porosity down to 0.1 mm diameter, achieving leak rates below 10⁻⁶ mbar·l/s as specified in ISO 3530
- Proper surface preparation and contamination removal are critical—even 0.05 mm of machining fluids can prevent complete resin penetration
- Modern anaerobic resins cure within interconnected pores while remaining liquid in air-exposed areas, enabling selective sealing
- Cost analysis shows vacuum impregnation recovers 85-95% of otherwise rejected hydraulic castings at 15-25% of replacement cost
Understanding Porosity Formation in Hydraulic Castings
Hydraulic castings experience porosity formation through multiple mechanisms during the solidification process. The primary contributor is microshrinkage, occurring when metal solidification creates volumetric contraction without adequate feeding from risers or gates. This phenomenon is particularly pronounced in aluminum alloys like A356-T6 and A380, where the solidification shrinkage approaches 6.5% by volume.
Gas porosity presents the second major challenge, formed when dissolved hydrogen precipitates during cooling. Aluminum's hydrogen solubility drops dramatically from 0.69 cm³/100g at liquid state to just 0.036 cm³/100g in solid form. This supersaturation creates spherical pores ranging from 0.1 mm to several millimeters in diameter.
The critical distinction for hydraulic applications lies in porosity interconnectedness. Isolated pores pose minimal risk, but interconnected networks create continuous leak paths through casting walls. These microscopic channels, often invisible to standard visual inspection, allow hydraulic fluid migration under pressure, leading to external leakage and system contamination.
| Porosity Type | Typical Size Range | Formation Mechanism | Hydraulic Risk Level |
|---|---|---|---|
| Microshrinkage | 0.05-0.5 mm | Solidification contraction | High - interconnected |
| Gas porosity (H₂) | 0.1-2.0 mm | Hydrogen precipitation | Medium - typically isolated |
| Oxide inclusions | 0.02-0.2 mm | Surface oxidation entrapment | High - creates leak initiation points |
| Cold shuts | 0.1-1.0 mm width | Incomplete metal fusion | Very High - linear leak paths |
Modern die casting processes have significantly reduced porosity occurrence, particularly with zinc die casting offering superior density characteristics compared to aluminum alternatives. However, complex geometries and thick sections in hydraulic components still present solidification challenges requiring post-casting treatment.
Vacuum Impregnation Process Fundamentals
Vacuum impregnation operates on the principle of differential pressure to force low-viscosity resins into microscopic porosity. The process begins by placing cleaned castings in a vacuum chamber, typically achieving pressures below 1 mbar (100 Pa). This vacuum extraction removes air from interconnected pores, creating the driving force for subsequent resin penetration.
The resin selection proves critical for hydraulic applications. Modern anaerobic resins, specifically methacrylate-based formulations, cure only in the absence of oxygen while remaining liquid in air-exposed areas. This selective curing ensures complete pore sealing without surface contamination that could interfere with subsequent machining or coating operations.
Critical Process Parameters
Vacuum level represents the primary control parameter, directly affecting penetration depth and completeness. Optimal results require absolute pressures below 1 mbar, maintained for sufficient time to achieve complete air evacuation. The evacuation time depends on part geometry and porosity volume, typically ranging from 15-45 minutes for hydraulic castings.
Temperature control during impregnation affects both resin viscosity and penetration characteristics. Most anaerobic resins achieve optimal flow properties at 60-80°C, reducing viscosity by approximately 40% compared to room temperature operation. However, excessive temperature accelerates cure initiation, potentially blocking narrow pore channels before complete penetration.
The pressure differential during resin introduction typically utilizes atmospheric pressure against the maintained vacuum. Some advanced systems employ positive pressure up to 6 bar gauge to enhance penetration in extremely fine porosity, though this requires careful control to prevent casting distortion in thin-walled sections.
Material Selection and Compatibility
Resin chemistry selection must consider both the base casting alloy and the intended hydraulic fluid compatibility. For aluminum castings, methacrylate-based resins provide excellent adhesion and chemical resistance. These formulations typically achieve tensile strengths exceeding 25 MPa after full cure, with Shore D hardness values between 75-85.
Hydraulic fluid compatibility testing follows ASTM D471 protocols, evaluating volume swell and property retention after extended exposure. Modern anaerobic resins demonstrate excellent compatibility with mineral-based hydraulic oils, showing less than 3% volume change after 1000 hours at 100°C. Synthetic fluid compatibility varies significantly with fluid chemistry, requiring specific validation for each application.
| Resin Type | Cure Time (25°C) | Temperature Range | Hydraulic Fluid Compatibility | Cost per Liter |
|---|---|---|---|---|
| Anaerobic Methacrylate | 2-4 hours | -55°C to +150°C | Excellent with mineral oils | €125-180 |
| Modified Polyurethane | 6-8 hours | -40°C to +120°C | Good with most fluids | €95-140 |
| Epoxy-based | 12-24 hours | -30°C to +130°C | Fair - requires testing | €80-120 |
| Silicone-modified | 4-6 hours | -65°C to +180°C | Excellent flexibility | €160-220 |
The cured resin must maintain integrity under hydraulic pressure cycling. Testing protocols include pressure cycling from 0 to maximum operating pressure for minimum 100,000 cycles, with leak detection performed at regular intervals. Successful impregnation typically withstands pressures 1.5 times the maximum operating pressure without detectable leakage.
Surface Preparation Requirements
Surface cleanliness directly impacts impregnation effectiveness, with even microscopic contamination preventing complete resin penetration. Machining fluids, particularly water-based coolants, create the most significant barrier to resin flow. Complete removal requires multi-stage cleaning protocols combining solvent degreasing with alkaline cleaning.
The recommended cleaning sequence begins with vapor degreasing using trichloroethylene or modern hydrocarbon alternatives, followed by alkaline cleaning at 80-90°C for 10-15 minutes. Final rinse with deionized water prevents mineral deposits that could block fine porosity. Complete drying at 120°C for minimum 30 minutes ensures moisture elimination that could interfere with anaerobic cure mechanisms.
For high-precision results, Submit your project for a 24-hour quote from Microns Hub.
Quality Control and Testing Protocols
Leak testing verification follows established protocols outlined in ISO 3530 for hydraulic components. The most sensitive method employs helium mass spectrometry, capable of detecting leak rates below 10⁻⁸ mbar·l/s. However, practical production testing often utilizes pressure decay methods with leak detection sensitivity appropriate for the application requirements.
Pre-impregnation leak testing establishes baseline porosity severity, typically performed at 1.5 times operating pressure with measurement duration of 15-30 minutes depending on component volume. Rejection criteria vary by application, but hydraulic components generally require leak rates below 10⁻⁴ mbar·l/s for impregnation consideration.
Post-impregnation verification must account for resin cure progression. Initial testing immediately after processing may show artificially low leak rates due to uncured resin mobility. Standard protocols require minimum 24-hour cure time before final leak testing, with some specifications extending to 72 hours for critical applications.
Process Monitoring and Control
Vacuum level monitoring throughout the evacuation cycle provides insight into porosity volume and interconnectedness. Rapid pressure rise when vacuum isolation occurs indicates significant internal porosity, while gradual rise suggests minimal or poorly connected defects. This information guides evacuation time optimization and helps predict impregnation success probability.
Resin penetration monitoring utilizes several techniques depending on component geometry and accessibility. Fluorescent dye addition enables visual verification under UV illumination, particularly useful for complex internal passages. Weight gain measurement provides quantitative assessment of resin uptake, with typical values ranging from 0.1-2.0% of component weight depending on porosity severity.
| Porosity Severity | Vacuum Evacuation Time | Expected Weight Gain | Success Rate | Typical Applications |
|---|---|---|---|---|
| Light (scattered pores) | 15-20 minutes | 0.1-0.3% | 95-98% | Standard hydraulic blocks |
| Moderate (some interconnection) | 25-35 minutes | 0.4-0.8% | 90-95% | Complex valve bodies |
| Severe (extensive networks) | 40-60 minutes | 0.9-2.0% | 80-90% | Thick-section pump housings |
| Critical (through-wall) | 45-75 minutes | 1.5-3.0% | 70-85% | Cylinder heads, manifolds |
Economic Analysis and Cost Justification
Vacuum impregnation economics depend on several factors including casting replacement cost, scrap rate reduction, and processing throughput requirements. For typical hydraulic valve bodies with manufacturing costs between €45-85, impregnation processing adds approximately €8-15 per component, representing 15-25% of total manufacturing cost.
The cost breakdown includes resin consumption (typically €2-4 per component), processing labor, equipment amortization, and quality verification testing. Large-scale operations achieve economies of scale through batch processing, reducing per-component costs to €5-8 for standard hydraulic castings.
Return on investment calculations must consider the alternative of component rejection and remanufacturing. With typical rejection rates for complex hydraulic castings ranging from 3-8% due to porosity-related leakage, impregnation can recover 85-95% of otherwise scrapped components. This recovery rate translates to significant cost savings, particularly for complex geometries requiring extensive machining.
Process Integration Considerations
Manufacturing sequence optimization requires careful integration of vacuum impregnation within existing production workflows. The ideal timing places impregnation after rough machining but before final operations, allowing verification of seal effectiveness while minimizing rework costs if treatment fails.
Heat treatment compatibility presents important considerations for aluminum castings requiring T6 temper conditions. Standard aging treatments at 155°C exceed most anaerobic resin temperature limits, requiring either resin selection for high-temperature capability or process sequence modification to perform impregnation after heat treatment completion.
When integrating vacuum impregnation with our manufacturing services, careful coordination ensures optimal results while maintaining production efficiency and cost effectiveness.
Advanced Applications and Special Considerations
High-pressure hydraulic applications exceeding 280 bar require enhanced impregnation protocols and specialized resin formulations. These applications often utilize multiple impregnation cycles with progressively lower viscosity resins to ensure complete penetration of extremely fine porosity networks.
Aerospace hydraulic components operating at pressures up to 350 bar demand additional qualification testing including vibration resistance, temperature cycling, and extended pressure cycling validation. The testing protocols follow aerospace standards such as AS9100, requiring comprehensive documentation and traceability throughout the impregnation process.
Environmental considerations increasingly influence resin selection and processing protocols. Water-based anaerobic formulations reduce volatile organic compound emissions while maintaining performance characteristics suitable for most hydraulic applications. These environmentally friendly options typically add 10-15% to processing costs but eliminate solvent recovery and disposal expenses.
Specialized Geometries and Complex Components
Internal passages and complex hydraulic manifolds present unique challenges for vacuum impregnation effectiveness. These geometries often require extended evacuation times and specialized fixturing to ensure complete air removal from dead-end passages and complex channel networks.
Thin-walled sections require careful pressure control during impregnation to prevent distortion. Components with wall thicknesses below 3 mm typically limit positive pressure application to 2 bar gauge maximum, extending processing time but preventing dimensional changes that could affect critical fit relationships.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise in vacuum impregnation processes means every hydraulic casting receives the attention to detail required for reliable pressure-tight operation.
Troubleshooting Common Impregnation Issues
Incomplete penetration represents the most frequent impregnation failure mode, typically resulting from insufficient vacuum evacuation or contamination blocking pore access. Diagnostic procedures include sectioning test samples to verify resin penetration depth and distribution pattern analysis.
Surface staining occasionally occurs when resin bleeds from subsurface porosity during cure progression. This issue typically indicates interconnected porosity extending to component surfaces, requiring extended evacuation times or multiple impregnation cycles for complete sealing.
Cure inhibition can result from surface contamination or incompatible materials in contact with uncured resin. Silicone compounds prove particularly problematic, requiring complete removal before processing. Testing protocols include cure verification on test coupons processed alongside production components.
| Problem Symptom | Likely Cause | Diagnostic Method | Corrective Action |
|---|---|---|---|
| Post-cure leakage | Incomplete penetration | Sectioning analysis | Extended evacuation time |
| Surface staining | Subsurface porosity | Dye penetrant testing | Multiple impregnation cycles |
| No cure indication | Contamination/inhibition | Test coupon evaluation | Enhanced cleaning protocol |
| Variable results | Process inconsistency | Statistical process control | Parameter standardization |
Future Developments and Technology Trends
Advanced resin chemistry continues evolving toward higher temperature capabilities and enhanced chemical resistance. New formulations under development promise operating temperature ranges extending to 200°C while maintaining the selective cure characteristics essential for effective impregnation.
Process automation increasingly incorporates real-time monitoring and adaptive control systems. These developments include continuous vacuum level monitoring, automatic resin level control, and integrated leak testing verification within single-station processing equipment.
Additive manufacturing integration presents emerging opportunities as 3D-printed hydraulic components often exhibit porosity requiring sealing treatment. The combination of injection molding services with post-processing impregnation creates new possibilities for complex hydraulic component production.
Nanotechnology applications explore incorporating nanoparticles within impregnation resins to enhance mechanical properties and provide self-healing characteristics under cyclic loading conditions. These advanced formulations remain in development stages but show promise for extending component service life in demanding hydraulic applications.
Frequently Asked Questions
What pressure levels can vacuum-impregnated hydraulic castings withstand?
Properly impregnated hydraulic castings typically withstand pressures up to 350 bar in continuous service, with burst pressures exceeding 525 bar. The actual pressure capability depends on the base casting integrity, resin penetration completeness, and component geometry. Testing protocols verify performance at 1.5 times operating pressure for qualification acceptance.
How long does the vacuum impregnation process take for hydraulic components?
Complete vacuum impregnation typically requires 4-8 hours including evacuation, impregnation, and initial cure phases. Evacuation time ranges from 15-60 minutes depending on component size and porosity severity. Resin cure requires additional 2-4 hours before handling, with full property development achieved within 24-48 hours at room temperature.
Can previously machined hydraulic castings be successfully impregnated?
Yes, machined castings can be impregnated effectively provided thorough cleaning removes all machining fluids and contaminants. The cleaning protocol must include vapor degreasing and alkaline washing to ensure complete contamination removal. Success rates for machined components approach those of unmachined castings when proper surface preparation procedures are followed.
What happens if vacuum impregnation fails to seal all leak paths?
Failed impregnation can often be repeated after identifying and correcting the root cause. Common corrective actions include extended cleaning cycles, longer evacuation times, or alternative resin selection. Components showing partial success may require multiple impregnation cycles with progressively lower viscosity resins. Approximately 85-95% of impregnation attempts achieve acceptable results on first processing.
How does resin cure affect subsequent machining operations?
Cured anaerobic resins machine similarly to the base aluminum alloy, typically requiring no special tooling or parameter adjustments. The resin hardness (Shore D 75-85) is compatible with standard carbide tooling used for aluminum machining. Coolant selection should avoid water-based fluids that might soften the cured resin during extended machining operations.
What quality certifications apply to vacuum impregnation processes?
Vacuum impregnation processes typically operate under ISO 9001 quality management systems, with aerospace applications requiring AS9100 certification. Process validation follows ASTM standards including D471 for chemical compatibility and appropriate leak testing standards such as ISO 3530. Documentation requirements include process parameters, resin lot traceability, and leak test verification records.
Are there environmental or safety concerns with vacuum impregnation resins?
Modern anaerobic resins present minimal environmental impact when properly handled and disposed. Water-based formulations eliminate volatile organic compound emissions during processing. Safety considerations include standard chemical handling protocols, adequate ventilation during processing, and proper disposal of waste materials according to local environmental regulations. Most anaerobic resins are non-hazardous when cured.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece