Zinc vs. Aluminum Die Casting: Why Zinc Offers Superior Tool Life
Die casting tool life remains one of the most critical cost drivers in high-volume production, yet many engineers still make material selection decisions based on component properties alone. The harsh reality is that aluminum die casting operations typically require tool maintenance every 50,000-80,000 shots, while zinc die casting tools routinely exceed 500,000 shots before major maintenance intervals. This fundamental difference in tooling durability can determine project profitability over the production lifecycle.
Key Takeaways
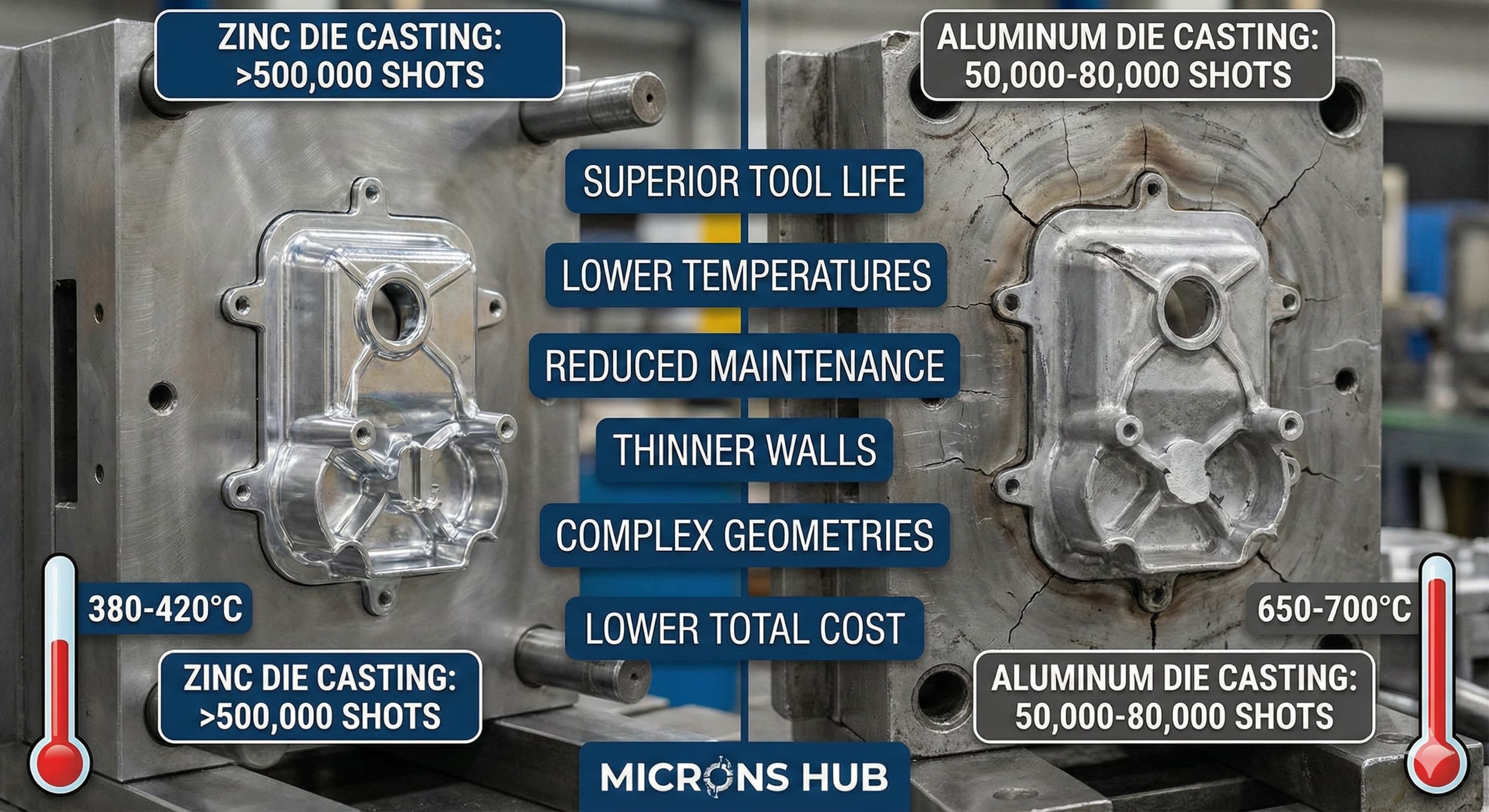
- Zinc die casting tools achieve 6-10x longer life spans compared to aluminum, with typical maintenance intervals exceeding 500,000 shots versus aluminum's 50,000-80,000 shots
- Lower operating temperatures (380-420°C for zinc vs 650-700°C for aluminum) significantly reduce thermal stress and tool degradation
- Zinc's superior flow characteristics enable thinner wall sections and more complex geometries while maintaining consistent dimensional accuracy
- Total cost of ownership favors zinc for high-volume production despite higher raw material costs, due to reduced tooling maintenance and longer production runs
The Physics Behind Tool Life Differences
The fundamental reason zinc outperforms aluminum in tool longevity lies in the operating temperature differential and material interaction properties. Zinc alloys melt at approximately 380-420°C, while aluminum alloys require 650-700°C for proper die casting operations. This 270-300°C temperature difference creates dramatically different thermal stress environments within the die cavity.
Tool steel experiences thermal expansion and contraction cycles with every shot. At aluminum's operating temperatures, the H13 tool steel (the industry standard for die casting dies) operates closer to its tempering temperature limit. Repeated exposure to these elevated temperatures causes gradual softening of the tool surface, leading to premature wear, cracking, and dimensional instability.
Zinc's lower processing temperature keeps the H13 tool steel well within its optimal hardness range throughout the production cycle. The reduced thermal shock minimizes the formation of heat checking (the fine crack networks that develop on die surfaces) and significantly extends the interval between refurbishment cycles.
Material Flow Characteristics and Die Filling
Zinc alloys demonstrate superior fluidity compared to aluminum, filling thin sections and complex geometries with remarkable consistency. This enhanced flow characteristic stems from zinc's lower viscosity in the molten state and its ability to maintain temperature uniformity throughout the filling process.
The practical impact of this improved flow becomes evident in wall thickness capabilities. Zinc die castings routinely achieve wall thicknesses of 0.5-0.8 mm in production, while aluminum typically requires minimum walls of 1.5-2.0 mm for reliable filling. This capability enables designers to optimize component weight and material usage while maintaining structural integrity—a crucial advantage where strategic rib placement can enhance structural performance in thin-walled sections.
The uniform flow pattern also reduces the likelihood of cold shuts, flow lines, and other filling-related defects that can compromise both component quality and tool life. When aluminum experiences turbulent filling, the resulting pressure variations can cause mechanical stress on die surfaces, contributing to premature tool degradation.
Thermal Management and Cycle Time Optimization
Effective thermal management directly correlates with both production efficiency and tool longevity. Zinc's lower processing temperature enables more aggressive cooling strategies without risking component quality. The cooling system can extract heat more rapidly from zinc castings, reducing cycle times while maintaining dimensional stability.
Typical cooling rates for zinc die casting range from 15-25°C per second, compared to aluminum's 8-15°C per second. This accelerated cooling capability translates to cycle time advantages of 20-30% in many applications. More importantly, the reduced thermal load on the die system minimizes warpage and thermal fatigue in the tooling.
The temperature differential also impacts die lubrication systems. Zinc's moderate operating temperature allows for more effective lubrication coverage, as the lubricants don't undergo rapid thermal degradation. Aluminum's higher temperatures can cause lubricant breakdown, leading to increased friction, galling, and accelerated wear on moving die components.
| Property | Zinc Alloys (ZA-8, ZA-12) | Aluminum Alloys (A380, A383) |
|---|---|---|
| Processing Temperature | 380-420°C | 650-700°C |
| Typical Tool Life (shots) | 500,000-1,000,000 | 50,000-80,000 |
| Minimum Wall Thickness | 0.5-0.8 mm | 1.5-2.0 mm |
| Cooling Rate | 15-25°C/sec | 8-15°C/sec |
| Dimensional Stability | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Surface Finish (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Economic Analysis: Total Cost of Ownership
While zinc typically costs 15-25% more than aluminum per kilogram, the total cost equation shifts dramatically when considering tool life, maintenance intervals, and production efficiency. A comprehensive cost analysis must account for raw material costs, tooling amortization, maintenance expenses, and production downtime.
Consider a high-volume production scenario requiring 2 million components annually. An aluminum die casting operation might require 25-40 tool maintenance cycles during this production run, while a zinc operation would typically require only 2-4 maintenance interventions. Each maintenance cycle involves 2-4 days of downtime, refurbishment costs of €8,000-15,000, and potential quality issues during start-up.
The extended tool life of zinc die casting enables longer uninterrupted production runs, improving overall equipment effectiveness (OEE) and reducing per-part manufacturing costs. This advantage becomes particularly pronounced in automated production environments where consistency and reliability are paramount.
For high-precision results, Get your custom quote delivered in 24 hours from Microns Hub.
Dimensional Accuracy and Surface Quality Advantages
Zinc's superior dimensional stability throughout the production cycle contributes significantly to consistent part quality and reduced tool wear. The material's lower shrinkage rate (approximately 0.6-0.8%) compared to aluminum (1.0-1.3%) results in more predictable dimensional outcomes and reduced stress on die components.
This dimensional consistency translates to tighter tolerance capabilities. Zinc die castings routinely achieve ±0.05-0.08 mm tolerances in critical dimensions, while aluminum typically requires ±0.08-0.13 mm tolerances for reliable production. The improved accuracy reduces the need for secondary machining operations and minimizes quality-related production interruptions.
Surface finish quality also favors zinc, with typical Ra values of 0.8-1.6 μm achievable directly from the die. Aluminum surfaces generally require additional finishing operations to achieve comparable surface quality, adding cost and complexity to the manufacturing process. The superior surface finish of zinc components often eliminates the need for extensive post-processing, particularly beneficial for applications requiring aesthetic appeal or precise assembly interfaces.
Alloy Selection and Property Optimization
Modern zinc die casting alloys offer a range of mechanical properties suitable for demanding applications. The ZA series alloys (ZA-8, ZA-12, ZA-27) provide exceptional strength-to-weight ratios and wear resistance, challenging the traditional assumption that aluminum offers superior mechanical properties.
ZA-12, for example, achieves tensile strengths of 350-400 MPa with excellent bearing and wear characteristics. This performance level meets or exceeds many aluminum alloy specifications while maintaining the processing advantages that extend tool life. The alloy's self-lubricating properties further reduce wear on die surfaces during the ejection process.
| Alloy | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
The selection of appropriate zinc alloys depends on the specific performance requirements and operating environment. For applications requiring maximum tool life with good mechanical properties, ZA-8 provides an optimal balance. When higher strength is essential, ZA-12 delivers excellent performance while still maintaining the tool life advantages inherent to zinc die casting.
Tool Design Considerations for Extended Life
Optimizing tool design for zinc die casting can further enhance the already superior tool life characteristics. The lower operating temperatures permit the use of more sophisticated cooling channel geometries without compromising tool strength. Conformal cooling channels, created through additive manufacturing techniques, can be incorporated more readily in zinc tooling due to the reduced thermal stresses.
Gate design becomes less critical with zinc due to its superior flow characteristics, but proper gating still influences tool longevity. Zinc's ability to fill thin sections uniformly allows for smaller gate sizes, reducing the mechanical stress on gate areas during the breaking and trimming operations. This consideration becomes particularly important in automated production where consistent gate breaking is essential for continuous operation.
Ejection system design also benefits from zinc's properties. The material's natural lubricity and lower processing temperature reduce the force required for part ejection, minimizing wear on ejector pins and reducing the likelihood of ejector pin breakage—a common cause of production downtime in aluminum operations.
Integration with Modern Manufacturing Systems
The reliability and consistency advantages of zinc die casting align well with modern manufacturing approaches, including lean production and Industry 4.0 implementations. The extended tool life and reduced maintenance requirements support just-in-time production strategies by minimizing unplanned downtime and ensuring predictable production schedules.
When integrating die casting with other manufacturing processes such as sheet metal fabrication services or secondary machining operations, zinc's dimensional consistency provides advantages in downstream processing. The superior surface finish and dimensional accuracy reduce the setup time and tooling wear in secondary operations, contributing to overall system efficiency.
Quality control systems benefit from zinc's process stability. Statistical process control (SPC) implementations show tighter control limits and fewer special cause variations in zinc die casting operations. This stability reduces the frequency of process adjustments and quality-related production interruptions, further enhancing the total cost advantages.
Modern manufacturers choosing Microns Hub benefit from direct relationships with specialized die casting facilities that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise in material selection and process optimization means every project receives the focused attention required to achieve optimal tool life and production efficiency.
Environmental and Sustainability Considerations
The extended tool life of zinc die casting contributes positively to environmental sustainability through multiple pathways. Reduced tool maintenance frequency means fewer replacement parts, less energy consumption for tool refurbishment, and decreased waste generation from worn tooling components.
Zinc's lower processing temperature translates directly to reduced energy consumption per part produced. In high-volume production, this energy advantage can represent significant cost savings and reduced carbon footprint. The improved material utilization efficiency, enabled by thinner wall sections and better flow characteristics, further enhances the environmental profile.
The recyclability of both zinc alloys and tool steels supports circular economy principles. Zinc die casting scrap maintains high value and can be readily recycled into new alloys. The extended tool life means that the embedded energy and material content of the tooling is amortized over many more production cycles, improving the overall resource efficiency of the manufacturing process.
Manufacturers can leverage these sustainability advantages to meet corporate environmental goals while achieving superior economic performance. The combination of reduced energy consumption, extended tool life, and improved material efficiency creates a compelling case for zinc die casting in applications where environmental impact is a consideration.
For manufacturers seeking comprehensive manufacturing solutions, our manufacturing services encompass the full range of processes needed to optimize production efficiency and tool longevity across diverse application requirements.
Frequently Asked Questions
What is the actual cost difference between zinc and aluminum die casting when considering tool life?
While zinc material costs are typically 15-25% higher than aluminum, the total cost of ownership often favors zinc in high-volume applications. Zinc tools lasting 500,000-1,000,000 shots versus aluminum's 50,000-80,000 shots means significantly lower tooling maintenance costs, reduced downtime, and improved production efficiency. In most production scenarios exceeding 100,000 parts annually, zinc's superior tool life more than compensates for the higher material cost.
Can zinc die casting achieve the same strength properties as aluminum alloys?
Modern zinc alloys like ZA-12 achieve tensile strengths of 350-400 MPa, which meets or exceeds many aluminum die casting alloys. While aluminum offers advantages in specific strength (strength-to-weight ratio), zinc provides superior bearing properties, wear resistance, and dimensional stability. The choice depends on specific application requirements, but zinc should not be automatically dismissed based on outdated strength assumptions.
How do the minimum wall thickness capabilities compare between materials?
Zinc die casting routinely achieves wall thicknesses of 0.5-0.8 mm in production applications, while aluminum typically requires minimum walls of 1.5-2.0 mm for reliable filling. This capability stems from zinc's superior flow characteristics and lower viscosity in the molten state. The thinner wall capability enables significant material savings and improved design flexibility in many applications.
What factors determine whether zinc or aluminum is more suitable for a specific application?
Key factors include production volume (zinc advantages increase with volume), dimensional tolerance requirements (zinc offers tighter tolerances), strength-to-weight ratio needs (aluminum advantage), surface finish requirements (zinc advantage), and tool life expectations. Applications requiring high precision, consistent quality, and long production runs typically favor zinc, while weight-critical applications may favor aluminum despite the tool life trade-offs.
How does the dimensional accuracy compare between zinc and aluminum die casting?
Zinc die casting typically achieves ±0.05-0.08 mm tolerances in critical dimensions, while aluminum requires ±0.08-0.13 mm tolerances for reliable production. This difference results from zinc's lower shrinkage rate (0.6-0.8% vs 1.0-1.3% for aluminum) and superior dimensional stability throughout production cycles. The improved accuracy often eliminates secondary machining requirements.
What maintenance intervals can be expected for zinc versus aluminum die casting tools?
Zinc die casting tools typically require major maintenance every 500,000-1,000,000 shots, while aluminum tools need attention every 50,000-80,000 shots. This represents a 6-10x difference in tool life. The extended intervals result from lower operating temperatures (380-420°C vs 650-700°C), reduced thermal stress, and less aggressive interaction between the molten metal and tool steel surfaces.
How do cycle times compare between zinc and aluminum die casting processes?
Zinc die casting often achieves 20-30% faster cycle times due to more efficient heat extraction enabled by lower processing temperatures. Typical cooling rates for zinc range from 15-25°C per second compared to aluminum's 8-15°C per second. The faster cycling, combined with extended tool life, significantly improves overall equipment effectiveness and production capacity.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece