Spot Welding vs. Riveting: Strength Comparisons for Assembly
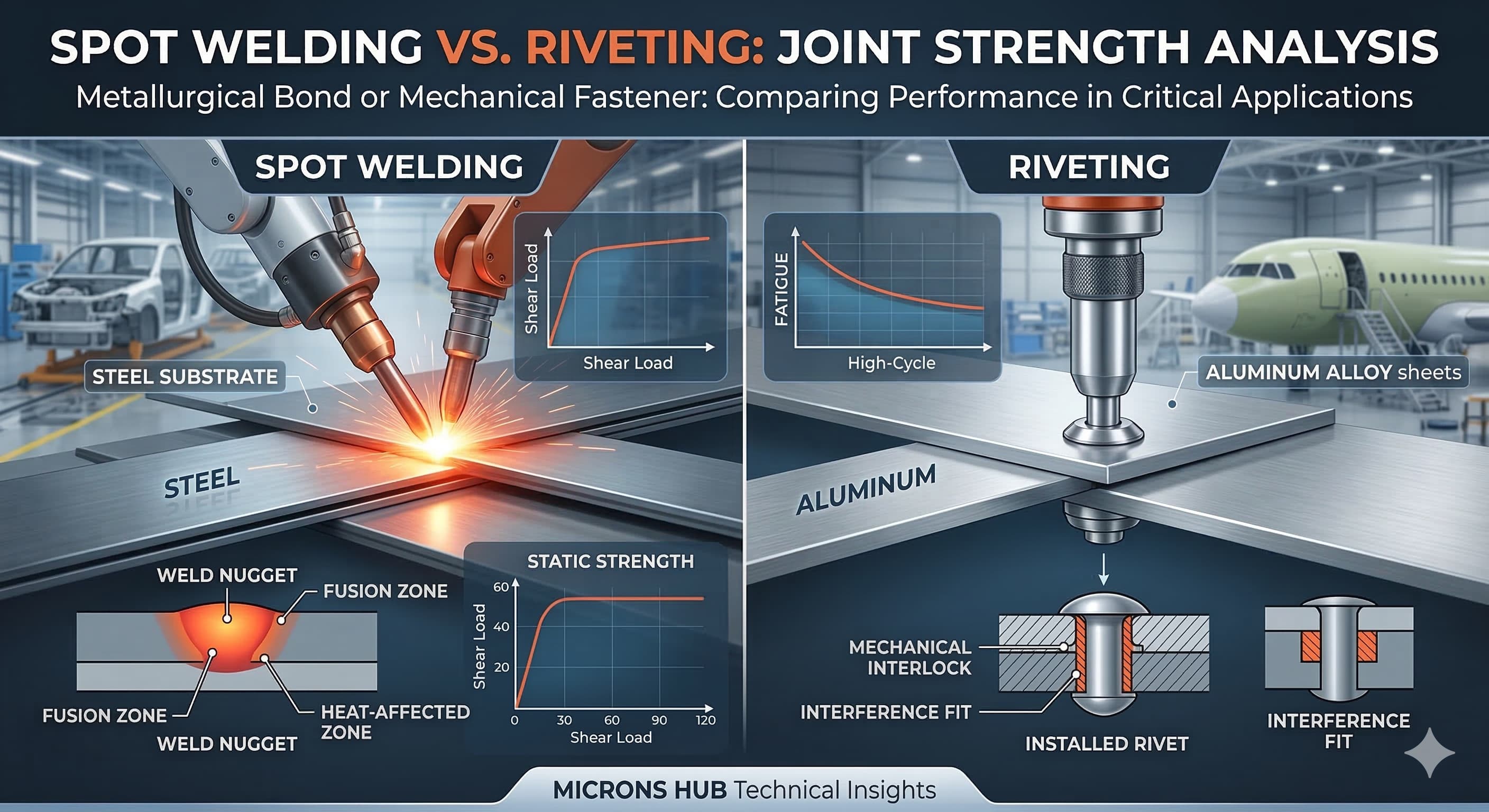
Joint strength determines assembly reliability across critical applications from automotive body panels to aerospace structural components. Both spot welding and riveting create permanent mechanical joints, yet their strength characteristics, failure modes, and application suitability differ significantly based on material properties, loading conditions, and manufacturing constraints.
Key Takeaways
- Spot welds typically achieve 80-95% of base material strength in shear loading, while rivets reach 60-75% depending on installation quality
- Material thickness ratios above 3:1 favor riveting over spot welding for consistent joint integrity
- Fatigue performance varies dramatically: spot welds excel in low-cycle applications while rivets handle high-cycle loading better
- Cost analysis must include equipment investment, cycle time, and quality control requirements beyond simple per-joint calculations
Fundamental Strength Mechanisms
Spot welding creates metallurgical bonds through localized fusion, generating nuggets with strength properties directly related to base material composition. The weld nugget diameter typically ranges from $4\sqrt{t}$ to $6\sqrt{t}$ millimeters, where $t$ represents sheet thickness in mm. This relationship ensures adequate load distribution across the joint interface.
Riveted joints rely on mechanical fastening through hole deformation and interference fit. The rivet shaft transfers loads through bearing contact against hole walls, while the formed heads provide clamping force. Critical parameters include hole-to-rivet diameter ratios (typically 1.02-1.06 for interference fits) and edge distances (minimum 2.0 times rivet diameter for adequate bearing strength).
Load transfer mechanisms fundamentally differ between processes. Spot welds distribute stress across the entire nugget cross-section, creating relatively uniform stress fields. Rivets concentrate stress at bearing surfaces and generate complex stress distributions including bearing, shear, and tensile components simultaneously.
Material-Specific Strength Performance
Steel applications demonstrate spot welding advantages in homogeneous assemblies. Low-carbon steels (AISI 1008-1010) achieve nugget strengths of 380-420 MPa in properly executed welds, compared to 270-310 MPa for equivalent base materials. High-strength steels (HSLA 350/450) maintain 85-90% of base material properties in the nugget zone when using appropriate welding parameters.
| Material System | Spot Weld Strength (MPa) | Rivet Joint Strength (MPa) | Strength Efficiency (%) |
|---|---|---|---|
| Low Carbon Steel (1.2mm) | 420 | 310 | Weld: 95%, Rivet: 70% |
| HSLA 350 (1.5mm) | 380 | 340 | Weld: 85%, Rivet: 75% |
| Al 6061-T6 (1.0mm) | 155 | 200 | Weld: 70%, Rivet: 85% |
| Stainless 304 (0.8mm) | 290 | 280 | Weld: 75%, Rivet: 72% |
Aluminum alloy assemblies present different considerations. Al 6061-T6 spot welds typically reach 140-160 MPa ultimate strength, representing 65-75% of base material properties due to heat-affected zone softening. Riveted aluminum joints using 2117-T4 rivets achieve 180-220 MPa in shear, often exceeding spot weld performance in thin-gauge applications.
Dissimilar material combinations favor riveting due to galvanic compatibility and elimination of intermetallic formation. Steel-aluminum assemblies require isolation barriers in riveted joints but remain unfeasible for spot welding without specialized techniques like friction stir spot welding.
Loading Condition Analysis
Shear loading represents the primary design case for both joint types. Spot welds exhibit linear elastic behavior until sudden failure at ultimate load, typically without visible deformation warning. Peak shear strengths range from 3-12 kN per spot depending on material and thickness combinations. Failure modes include nugget pullout (desired), interfacial failure (welding defect), or heat-affected zone tearing (excessive heat input).
Riveted joints demonstrate more predictable failure progression through bearing deformation before ultimate failure. Shear strengths typically range from 2-8 kN per rivet, with gradual load redistribution possible in multi-rivet patterns. This characteristic provides inherent safety factors in structural applications where progressive failure warning is beneficial.
Peel loading severely compromises both joint types but affects them differently. Spot welds concentrate stress at nugget edges, creating stress intensification factors of 3-5 times nominal loading. Design guidelines limit peel stresses to 10-15% of shear capacity. Riveted joints handle peel loads through head contact area, typically sustaining 25-35% of shear strength in combined loading scenarios.
For high-precision results, Get your custom quote delivered in 24 hours from Microns Hub.
Fatigue Performance Characteristics
Fatigue behavior represents a critical distinction between joining methods. Spot welds perform well in low-cycle, high-stress applications with fatigue lives of
0^3$-0^5$ cycles at 50-70% of static strength. The smooth stress transition across nugget boundaries minimizes crack initiation sites when properly executed.Riveted joints excel in high-cycle applications, sustaining
0^6$-0^7$ cycles at 30-45% of static strength. The mechanical joint allows micro-movement that relieves peak stresses, while work hardening during installation improves fatigue resistance. However, fretting corrosion at interfaces can reduce performance in corrosive environments.Stress concentration factors significantly influence fatigue performance. Spot welds achieve factors of 1.5-2.5 in well-executed joints, while riveted assemblies range from 2.0-4.0 depending on hole preparation quality and installation procedures. Sharp bends and geometric transitions near joints further increase stress concentrations and must be considered in fatigue analysis.
Thickness and Geometry Considerations
Material thickness ratios critically affect joint selection. Spot welding performs optimally with thickness ratios below 3:1, maintaining consistent nugget formation and heat distribution. Beyond this ratio, preferential heating of thinner sections creates incomplete fusion or burn-through conditions.
| Thickness Combination | Spot Weld Suitability | Rivet Suitability | Strength Comparison |
|---|---|---|---|
| 1.0mm + 1.0mm | Excellent | Good | Weld 15% stronger |
| 1.5mm + 1.5mm | Excellent | Excellent | Comparable |
| 0.8mm + 2.5mm | Poor | Good | Rivet 25% stronger |
| 2.0mm + 6.0mm | Not recommended | Excellent | Rivet only option |
Riveting accommodates thickness ratios up to 5:1 effectively, using grip length selection and controlled forming processes. Standard rivet lengths follow geometric progressions (6, 8, 10, 12, 16, 20, 25, 32 mm) to accommodate various assembly requirements.
Access requirements differ substantially. Spot welding demands electrode access from both sides in most applications, requiring 40-60 mm clearance for standard equipment. Single-sided techniques exist but reduce strength by 20-30% compared to conventional approaches.
Riveting offers single-sided installation options through blind rivets, though solid rivets provide superior strength when both sides are accessible. Blind rivet strengths typically reach 70-80% of equivalent solid rivet performance due to mandrel breakaway and reduced bearing area.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise in both welding and riveting processes means every joint receives the attention to detail required for optimal performance in your specific application.
Cost Analysis Framework
Equipment investment requirements establish primary cost differences. Spot welding systems range from €25,000-200,000 depending on power rating, control sophistication, and automation level. Maintenance costs include electrode replacement (€50-150 per set), periodic calibration, and electrical system upkeep.
| Cost Factor | Spot Welding | Riveting | Comments |
|---|---|---|---|
| Equipment (€) | 25,000-200,000 | 3,000-150,000 | Welding requires higher initial investment |
| Per Joint (€) | 0.02-0.08 | 0.05-0.35 | Includes consumables and labor |
| Setup Time (min) | 5-15 | 10-30 | Riveting requires hole preparation |
| Maintenance (€/month) | 200-800 | 50-300 | Welding electrodes wear faster |
Cycle time analysis reveals process-specific advantages. Spot welding achieves 0.5-2.0 second cycle times with minimal operator skill requirements. Automated systems reach 600-1200 spots per hour with consistent quality. Setup time is minimal once electrodes are positioned correctly.
Riveting cycle times range from 3-8 seconds per joint including positioning and installation. Manual operations achieve 200-400 joints per hour while automated systems reach 800-1500 joints hourly. Setup requirements include hole preparation, rivet loading, and tooling alignment.
Frequently Asked Questions
What determines the minimum spacing between spot welds or rivets?
Minimum spacing depends on material thickness and joint geometry. Spot welds require 10-20 times material thickness center-to-center spacing to prevent current shunting through adjacent nuggets. Rivets need minimum 3 times diameter spacing to maintain adequate bearing strength, typically 15-25 mm for common sizes.
How do coating systems affect joint strength in both processes?
Galvanized coatings reduce spot weld strength by 10-15% due to zinc vaporization and electrode contamination but provide long-term corrosion protection. Painted surfaces require removal before spot welding but present no strength reduction for riveted joints when properly prepared.
Can spot welds and rivets be mixed in the same assembly?
Yes, hybrid approaches are common in automotive and aerospace applications. Structural connections use rivets for primary load paths while spot welds provide panel attachment and sealing. Design requires careful load path analysis to prevent stress concentrations at joint transitions.
What quality standards apply to each joining method?
Spot welding follows AWS D8.1 for automotive applications and AWS D8.9 for structural steel. Riveting standards include ASTM F467 for fastener specifications and various industry codes (AISC, ASCE) for design requirements. Military specifications (MIL-DTL) govern aerospace applications.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece