Spline Machining: Hobbing vs. Wire EDM for Precision Gears
Selecting the optimal manufacturing process for spline machining directly impacts gear precision, production costs, and delivery timelines. The choice between hobbing and wire EDM fundamentally shapes your component's dimensional accuracy, surface finish quality, and overall manufacturing efficiency.
Both processes serve distinct roles in precision gear manufacturing, yet their applications, capabilities, and cost structures differ significantly. Understanding these differences enables informed decision-making for your specific project requirements.
Key Takeaways
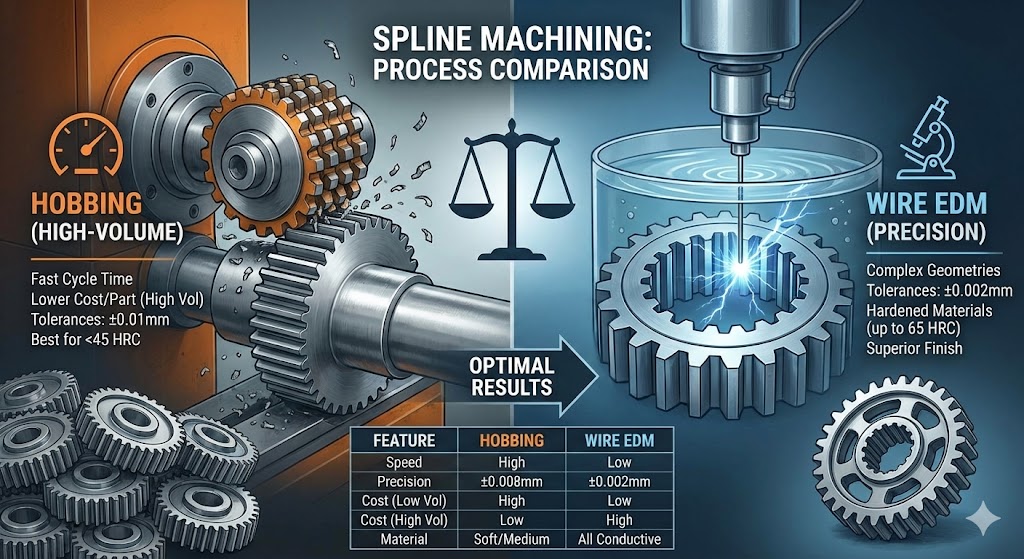
- Hobbing excels in high-volume production with faster cycle times and lower per-part costs for standard spline profiles
- Wire EDM delivers superior precision (±0.002 mm tolerance) and handles complex geometries that hobbing cannot achieve
- Material hardness above 45 HRC typically requires wire EDM, while softer materials benefit from hobbing's efficiency
- Cost crossover occurs around 500-1000 parts depending on complexity and material specifications
Understanding Spline Machining Fundamentals
Spline machining creates precise tooth profiles that transmit torque between rotating shafts. These components demand exceptional accuracy in tooth geometry, spacing, and surface finish to ensure proper meshing and load distribution.
The manufacturing process must maintain strict tolerances across multiple dimensions: tooth thickness, root diameter, major diameter, and pitch accuracy. Deviations in any parameter directly affect gear performance, noise levels, and service life.
Modern spline applications span automotive transmissions, aerospace actuators, and industrial machinery where precision requirements often exceed ±0.01 mm on critical dimensions. Meeting these specifications requires careful process selection based on material properties, production volume, and geometric complexity.
Hobbing Process Analysis
Hobbing represents a continuous generating process where a helical cutting tool progressively removes material to form spline teeth. The hob rotates in synchronized motion with the workpiece, creating precise tooth profiles through coordinated feed movements.
This process excels in producing involute spline profiles with consistent tooth geometry across the entire face width. The continuous cutting action generates smooth surface finishes typically ranging from Ra 1.6 to Ra 3.2 μm, depending on cutting parameters and tool condition.
Material removal rates in hobbing significantly exceed those of wire EDM, with typical cutting speeds reaching 200-400 m/min for steel components. This productivity advantage becomes crucial for high-volume production where cycle time directly impacts manufacturing costs.
Hobbing accommodates various spline types including involute, straight-sided, and serrated profiles. However, the process requires specialized tooling for each spline specification, with hob costs ranging from €2,500 to €15,000 depending on module size and precision class.
The process limitations include restricted ability to machine internal splines with small diameters, challenges with hardened materials above 45 HRC, and geometric constraints imposed by tool accessibility. These factors must be considered during design and process planning phases.
Wire EDM Process Characteristics
Wire electrical discharge machining utilizes controlled electrical sparks to erode material along a programmed path. A continuously moving wire electrode, typically 0.15-0.25 mm diameter, creates precise cuts through electrically conductive materials regardless of hardness.
The process achieves exceptional dimensional accuracy with tolerances reaching ±0.002 mm on critical dimensions. This precision level proves essential for aerospace applications and high-performance gear systems where standard manufacturing processes cannot meet requirements.
Wire EDM handles complex spline geometries including interrupted profiles, asymmetric tooth forms, and integrated features impossible to machine through conventional methods. The process flexibility extends to hardened materials up to 65 HRC without compromising accuracy or surface finish.
Surface finish quality in wire EDM ranges from Ra 0.8 to Ra 2.5 μm depending on cutting parameters and finish passes. Multiple cutting passes allow optimization between cutting speed and surface quality, with rough cuts removing bulk material and finish passes achieving final dimensions.
The process operates through our precision CNC machining services with advanced wire EDM capabilities, enabling complex geometries and tight tolerances that traditional machining cannot achieve.
Cutting speeds in wire EDM vary significantly with material thickness and required surface finish. Typical rates range from 20-200 mm²/min, considerably slower than hobbing but compensated by superior precision and geometric flexibility.
Precision and Tolerance Comparison
Dimensional accuracy represents a critical differentiator between hobbing and wire EDM processes. Understanding achievable tolerances guides appropriate process selection for specific applications.
Tolerance ParameterHobbingWire EDMApplication ImpactPitch Accuracy±0.008 mm±0.002 mmCritical for smooth meshingTooth Thickness±0.01 mm±0.003 mmAffects backlash controlRoot Radius±0.02 mm±0.005 mmImpacts stress concentrationSurface Finish (Ra)1.6-3.2 μm0.8-2.5 μmInfluences wear resistanceConcentricity±0.01 mm±0.005 mmCritical for balance
These tolerance capabilities directly influence component performance in demanding applications. Aerospace gearboxes typically require wire EDM precision, while automotive applications often accept hobbing tolerances with appropriate design margins.
Repeatability between parts represents another crucial factor. Hobbing maintains consistent results within ±0.005 mm across production runs when properly maintained. Wire EDM achieves superior repeatability at ±0.002 mm, essential for interchangeable components.
Temperature effects during machining can impact final dimensions. Hobbing generates significant heat requiring careful coolant management to prevent thermal distortion. Wire EDM operates at lower temperatures, minimizing thermal effects on dimensional accuracy.
Material Compatibility and Limitations
Material properties significantly influence process selection for spline machining. Each method exhibits specific advantages and constraints based on material characteristics.
Hobbing performs optimally on materials with hardness below 45 HRC. Common applications include AISI 4140 steel (28-35 HRC), AISI 8620 carburizing steel, and various aluminum alloys. The process struggles with hardened steels above 50 HRC due to excessive tool wear and poor surface finish.
Wire EDM accommodates any electrically conductive material regardless of hardness. This capability enables machining of tool steels at 60+ HRC, Inconel 718, titanium alloys, and hardened bearing steels. The process limitation involves non-conductive materials like ceramics and certain plastics.
Material TypeHobbing SuitabilityWire EDM SuitabilityPreferred ProcessSoft Steel (<35 HRC)ExcellentGoodHobbing (cost advantage)Medium Steel (35-45 HRC)GoodExcellentVolume dependentHard Steel (>50 HRC)PoorExcellentWire EDM requiredAluminum AlloysExcellentGoodHobbing (productivity)Titanium AlloysLimitedExcellentWire EDM preferredInconel/SuperalloysVery LimitedExcellentWire EDM only
Material thickness also influences process selection. Hobbing handles various face widths efficiently, while wire EDM cutting speed decreases with increased thickness. Parts exceeding 100 mm thickness may favor hobbing for productivity reasons.
Residual stress patterns differ between processes. Hobbing introduces compressive stresses beneficial for fatigue resistance, while wire EDM creates minimal residual stress but may require stress relief treatments for critical applications.
Cost Analysis and Economic Considerations
Understanding the complete cost structure enables accurate process selection based on project economics rather than initial impressions.
Hobbing requires significant upfront tooling investment with hobs costing €2,500-€15,000 depending on specifications. However, these tools produce thousands of parts before replacement, dramatically reducing per-part tooling costs in high-volume production.
Wire EDM eliminates custom tooling costs but operates with higher hourly rates due to slower cutting speeds and consumable wire costs. Typical wire EDM rates range from €45-€85 per hour including wire consumption and machine overhead.
For high-precision results,Receive a detailed quote within 24 hours from Microns Hub.
Cost FactorHobbingWire EDMVolume ImpactSetup Cost€800-€2,000€200-€500Favors EDM at low volumeTooling Cost€2,500-€15,000€0 (consumables only)Amortized over productionHourly Rate€35-€55€45-€85Consistent across volumesCycle Time (per part)15-45 minutes2-8 hoursHobbing advantage scalesSecondary OperationsDeburring, inspectionMinimal finishingAdds to hobbing cost
The economic crossover point typically occurs between 500-1000 parts for standard spline geometries. Complex profiles or tight tolerances may shift this balance toward wire EDM even at higher volumes.
Quality-related costs must be included in economic analysis. Hobbing may require additional quality control measures and potential rework, while wire EDM's superior accuracy often eliminates these concerns.
Lead time considerations affect total project costs. Hobbing requires hob procurement with 8-12 week delivery times, while wire EDM can commence immediately with standard wire electrodes.
Surface Finish and Quality Characteristics
Surface finish quality directly impacts gear performance, affecting friction, wear resistance, and noise generation during operation.
Hobbing produces characteristic feed marks aligned with the cutting direction, creating surface textures that may require additional finishing operations for critical applications. Surface roughness typically ranges from Ra 1.6 to Ra 3.2 μm depending on cutting parameters and tool condition.
Wire EDM generates distinctive surface patterns from electrical discharge erosion, creating microscopic craters that can trap lubricants effectively. The surface finish ranges from Ra 0.8 to Ra 2.5 μm with proper parameter optimization.
The relationship between surface finish and cutting parameters allows optimization for specific requirements. In hobbing, slower cutting speeds and finer feeds improve surface quality but reduce productivity. Wire EDM achieves superior finishes through multiple cutting passes, with rough cuts followed by finish passes.
Surface integrity extends beyond roughness to include metallurgical changes from the manufacturing process. Hobbing creates work-hardened surfaces beneficial for wear resistance, while wire EDM produces thin recast layers that may require removal in critical applications.
Deburring requirements differ significantly between processes. Hobbing typically produces burrs at tooth edges requiring secondary operations, while wire EDM creates minimal burrs due to the thermal cutting mechanism.
Design Considerations and Geometric Limitations
Component geometry significantly influences manufacturing process selection, with each method exhibiting specific capabilities and constraints.
Hobbing excels at standard involute spline profiles but faces limitations with complex or non-standard geometries. The process requires straight-through cutting paths without geometric interferences, limiting design flexibility for integrated features.
Internal splines present particular challenges for hobbing, especially with small diameters where tool accessibility becomes problematic. The minimum internal diameter typically exceeds 25 mm for practical hobbing operations, though specialized tooling may extend this capability.
Wire EDM handles virtually any 2D profile that can be programmed, including asymmetric teeth, variable spacing, and integrated keyways or slots. This geometric flexibility enables complex designs impossible through conventional machining methods.
The ability to machine complex geometries with undercuts represents a significant wire EDM advantage, particularly for aerospace applications requiring weight reduction through material removal in non-critical areas.
Taper capabilities differ between processes. Hobbing produces parallel-sided teeth, while wire EDM can create tapered profiles for specialized applications like cone clutches or adjustable couplings.
Part thickness limitations affect process selection. Hobbing handles various face widths efficiently, while wire EDM cutting speed decreases with thickness, making it less economical for parts exceeding 150 mm in thickness.
Production Volume Considerations
Production volume represents the primary factor determining economic viability for each manufacturing process.
Low-volume production (1-100 parts) typically favors wire EDM due to elimination of tooling costs and setup flexibility. The ability to modify programs quickly accommodates design changes common in prototype and low-volume applications.
Medium-volume production (100-1000 parts) requires careful economic analysis considering total project costs including tooling amortization, cycle times, and quality requirements. The crossover point varies with part complexity and tolerance requirements.
High-volume production (1000+ parts) generally favors hobbing when geometric constraints permit. The superior productivity and lower per-part costs offset initial tooling investments across large production runs.
Batch size optimization affects both processes differently. Hobbing benefits from continuous production runs minimizing setup time impact, while wire EDM accommodates mixed batches efficiently due to rapid program changes.
Production scheduling flexibility represents another consideration. Wire EDM enables rapid response to urgent requirements without tooling delays, while hobbing may require advance planning for tool procurement and setup.
Quality Control and Inspection Requirements
Dimensional verification and quality control procedures vary significantly between hobbing and wire EDM processes.
Hobbing requires comprehensive inspection due to potential tool wear effects on dimensional accuracy. Critical parameters include pitch accuracy, tooth thickness, and profile form, typically measured using gear inspection systems with ±0.001 mm resolution.
Wire EDM's superior process control often reduces inspection requirements, though verification remains essential for critical dimensions. The process stability enables statistical process control with smaller sample sizes compared to hobbing.
Inspection equipment requirements differ between processes. Hobbing may necessitate specialized gear measuring systems, while wire EDM parts often utilize standard coordinate measuring machines for dimensional verification.
Process capability studies demonstrate distinct characteristics for each method. Hobbing exhibits Cpk values of 1.33-1.67 for standard tolerances, while wire EDM achieves Cpk values exceeding 2.0 for comparable dimensions.
Traceability requirements in aerospace and medical applications favor wire EDM's digital process control and automated documentation capabilities compared to hobbing's manual setup procedures.
Advanced Applications and Future Trends
Emerging applications continue pushing the boundaries of spline machining precision and complexity.
Micro-splines for precision instruments require wire EDM capabilities due to scale limitations in hobbing. Components with tooth modules below 0.5 mm typically exceed hobbing tool manufacturing capabilities.
Hybrid manufacturing approaches combine both processes for optimal results. Rough hobbing followed by wire EDM finishing enables high productivity with superior accuracy, though this increases complexity and cost.
Additive manufacturing integration creates opportunities for complex internal spline geometries impossible through traditional methods. Wire EDM enables finishing of 3D-printed components to precision tolerances.
Industry 4.0 implementations affect both processes through improved monitoring and control systems. Predictive maintenance algorithms optimize tool life in hobbing, while real-time process monitoring enhances wire EDM consistency.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the specialized attention required for optimal results, whether through hobbing or wire EDM processes.
Environmental considerations increasingly influence process selection. Wire EDM's reduced waste generation and elimination of cutting fluids appeal to environmentally conscious manufacturers, while hobbing's higher productivity reduces overall energy consumption per part.
Process Selection Guidelines
Systematic evaluation criteria enable optimal process selection based on specific project requirements.
Primary selection factors include production volume, tolerance requirements, material properties, and geometric complexity. These parameters interact to determine the most economical manufacturing approach.
Decision matrices help quantify selection criteria by weighting factors according to project priorities. Cost-sensitive projects emphasize economic factors, while critical applications prioritize precision and reliability.
Prototype development often begins with wire EDM for design verification before transitioning to hobbing for production volumes. This approach validates designs while maintaining economic viability for full-scale manufacturing.
Risk assessment considers factors like tool availability, process capability, and delivery schedules. Wire EDM offers lower technical risk for complex geometries, while hobbing provides established solutions for standard applications.
Future design changes affect process selection decisions. Wire EDM accommodates modifications more readily, while hobbing requires new tooling for significant geometric changes.
Integration with our manufacturing services ensures optimal process selection based on comprehensive capability assessment and economic analysis tailored to your specific requirements.
Frequently Asked Questions
What tolerance levels can be achieved with hobbing versus wire EDM?
Hobbing typically achieves tolerances of ±0.008 mm to ±0.01 mm on critical dimensions like pitch and tooth thickness. Wire EDM delivers superior precision with tolerances reaching ±0.002 mm to ±0.003 mm on the same parameters. The choice depends on your application's precision requirements and whether the improved accuracy justifies the additional cost.
Which process is more cost-effective for medium production volumes?
For production volumes between 100-1000 parts, the cost effectiveness depends on part complexity and tolerance requirements. Simple spline profiles often favor hobbing due to faster cycle times, while complex geometries or tight tolerances may justify wire EDM costs. The crossover point typically occurs around 500 parts for standard geometries.
Can both processes handle hardened steel components?
Wire EDM excels with hardened steels up to 65 HRC without compromising accuracy or requiring specialized tooling. Hobbing becomes challenging above 45 HRC due to excessive tool wear and poor surface finish. For hardened components, wire EDM represents the preferred choice regardless of production volume.
What are the typical lead times for each process?
Wire EDM can commence immediately using standard wire electrodes, with lead times determined primarily by machining time and queue position. Hobbing requires custom tool procurement with 8-12 week delivery times for specialized hobs, though standard tools may be available sooner. Consider tooling lead times when planning production schedules.
How do surface finish requirements affect process selection?
Wire EDM produces superior surface finishes ranging from Ra 0.8 to Ra 2.5 μm with minimal secondary operations required. Hobbing achieves Ra 1.6 to Ra 3.2 μm but may require additional finishing for critical applications. Applications requiring exceptional surface quality typically favor wire EDM despite higher costs.
What geometric limitations exist for each process?
Hobbing requires straight-through cutting paths and struggles with internal splines below 25 mm diameter. Wire EDM handles virtually any 2D profile including complex geometries, undercuts, and tight internal features. Choose wire EDM for non-standard profiles or geometric constraints that exceed hobbing capabilities.
Are there material restrictions for either process?
Hobbing works optimally on materials below 45 HRC including common steels and aluminum alloys. Wire EDM accommodates any electrically conductive material regardless of hardness, including exotic alloys and hardened steels. Non-conductive materials like ceramics require alternative manufacturing methods.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece