Deep Drawing vs. Spinning: Manufacturing Cylindrical Metal Shapes
Manufacturing cylindrical metal components presents engineers with two primary forming processes: deep drawing and metal spinning. Each process offers distinct advantages in terms of material utilization, tooling costs, production volumes, and achievable tolerances. Understanding the fundamental differences between these processes is critical for optimizing manufacturing outcomes and cost-effectiveness.
Key Takeaways
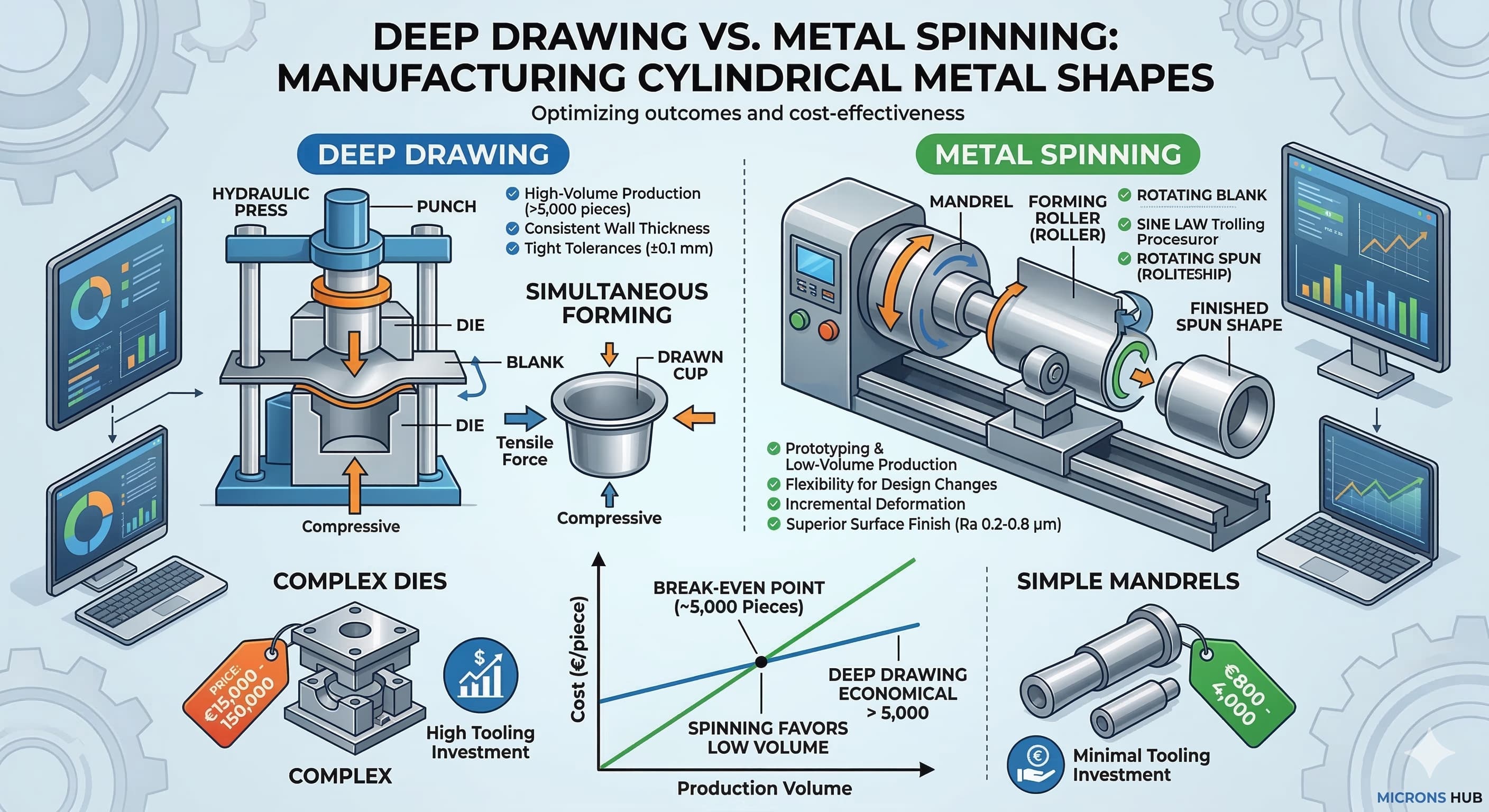
- Deep drawing excels in high-volume production with consistent wall thickness and tight tolerances (±0.1 mm)
- Metal spinning offers superior flexibility for prototyping and low-volume production with minimal tooling investment
- Material selection significantly impacts process viability, with deep drawing requiring higher ductility ratios
- Cost analysis reveals deep drawing becomes economical at volumes exceeding 5,000 pieces annually
Deep Drawing Process Fundamentals
Deep drawing transforms flat sheet metal blanks into cylindrical or box-shaped components through a combination of tensile and compressive forces. The process utilizes a punch and die system where the punch forces the blank through the die cavity, creating a seamless hollow shape with a depth greater than half the diameter.
The critical parameter in deep drawing is the drawing ratio (DR), calculated as the blank diameter divided by the punch diameter. For most materials, a single draw operation can achieve ratios between 1.8:1 and 2.2:1. When higher ratios are required, multiple drawing stages become necessary, with each subsequent stage reducing the diameter by approximately 20-30%.
Material flow during deep drawing follows specific patterns. The blank's outer regions experience circumferential compression while the sidewall material undergoes tensile stress. This dual-stress condition requires materials with excellent ductility and uniform grain structure. Steel grades like DC04 (EN 10130) and aluminum alloy 3003-H14 demonstrate optimal performance due to their high r-values (strain ratio) of 1.8-2.2.
Tooling design plays a crucial role in achieving consistent results. The die radius typically ranges from 6-10 times the material thickness, while the punch radius is maintained at 4-8 times the thickness. These ratios prevent material tearing during the forming operation while minimizing spring-back effects.
Metal Spinning Process Mechanics
Metal spinning, also known as spin forming, shapes cylindrical components by rotating a metal blank at high speeds while applying localized pressure through forming tools. The blank is clamped against a mandrel that defines the internal geometry, and the material is progressively formed over this mandrel using rollers or specialized spinning tools.
The process operates on fundamentally different principles than deep drawing. Instead of simultaneous forming, spinning creates the desired shape through incremental deformation. Material flows radially inward and axially along the mandrel surface, with the wall thickness varying according to the sine law: t₁ = t₀ × sin α, where t₁ is the final thickness, t₀ is the initial thickness, and α is the angle from the axis of rotation.
Spinning mandrels require precise machining but represent significantly lower tooling costs compared to deep drawing dies. A typical steel mandrel for spinning costs €800-1,500, while equivalent deep drawing tooling ranges from €15,000-50,000 depending on complexity and production requirements.
The process accommodates a broader range of materials, including work-hardening alloys that may prove challenging for deep drawing. Stainless steel 316L, titanium Ti-6Al-4V, and Inconel 625 can be successfully spun due to the incremental nature of deformation, which prevents excessive strain concentration.
Material Selection and Compatibility
Material selection represents a critical decision point between deep drawing and spinning processes. Each forming method places different demands on material properties, influencing both process feasibility and final component quality.
| Material Property | Deep Drawing Requirements | Spinning Requirements | Typical Values |
|---|---|---|---|
| Elongation (%) | ≥25% | ≥15% | DC04: 38-42% |
| r-value (Strain Ratio) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| n-value (Strain Hardening) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Yield Strength (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
Deep drawing demands materials with high plastic strain ratios (r-values) to prevent earing and ensure uniform material flow. The r-value represents the ratio of width strain to thickness strain during tensile testing. Materials with r-values below 1.0 tend to thin excessively during drawing operations, leading to potential failure.
Spinning processes accommodate materials with lower formability indices because deformation occurs incrementally rather than simultaneously across the entire blank. This characteristic makes spinning particularly suitable for high-strength alloys and exotic materials where deep drawing would exceed the material's forming limits.
Grain size significantly affects both processes but with different implications. Fine-grain materials (ASTM grain size 7-9) provide better surface finish in deep drawing applications, while spinning can tolerate coarser grain structures without compromising dimensional accuracy.
Tooling Design and Investment Analysis
The fundamental difference in tooling requirements between deep drawing and spinning directly impacts project economics and lead times. Deep drawing necessitates precision-machined progressive dies manufactured from tool steels such as D2 or A2, with hardness values ranging from 58-62 HRC.
Progressive die construction involves multiple stations for complex geometries, with each station requiring precise alignment and clearance control. Typical die clearances range from 1.1-1.3 times the material thickness for steel and 1.2-1.4 times for aluminum alloys. These tight tolerances demand high-precision manufacturing, driving tooling costs upward.
Spinning mandrels offer dramatically reduced tooling investment. A typical mandrel can be manufactured from aluminum 7075-T6 for prototype applications or steel 4140 for production runs. The mandrel requires only the final internal geometry, eliminating the complex cavity profiles necessary for deep drawing dies.
| Tooling Component | Deep Drawing Cost (€) | Spinning Cost (€) | Lead Time (Weeks) |
|---|---|---|---|
| Simple Cylindrical (Ø100mm) | 15,000 - 25,000 | 800 - 1,500 | 6-8 vs 2-3 |
| Complex Stepped Profile | 35,000 - 60,000 | 2,000 - 4,000 | 10-12 vs 3-4 |
| Multi-Stage Progressive | 75,000 - 150,000 | N/A (Single Stage) | 12-16 vs N/A |
| Tool Maintenance (Annual) | 5-10% of Initial Cost | 2-3% of Initial Cost | Ongoing |
Tool life considerations further differentiate the processes. Deep drawing dies typically withstand 500,000-2,000,000 cycles depending on material and complexity, while spinning mandrels can exceed 10,000 cycles with proper maintenance. However, spinning tools (rollers and forming implements) require periodic replacement every 5,000-15,000 cycles.
For high-precision results, Submit your project for a 24-hour quote from Microns Hub.
Dimensional Accuracy and Surface Quality
Achieving precise dimensional control requires understanding how each process influences final component geometry. Deep drawing typically delivers superior concentricity and wall thickness uniformity due to the simultaneous forming action across the entire blank.
Wall thickness variation in deep drawn components generally remains within ±10-15% of the original blank thickness, with the thinnest sections occurring at the punch nose radius. This predictable thinning pattern allows engineers to compensate through blank thickness selection and draw reduction scheduling.
Spinning operations produce components with wall thickness following the sine law relationship, resulting in intentional thickness variation that must be accommodated in design calculations. However, spinning offers superior control over local geometry, enabling features like flanges, grooves, and complex curves that would require multiple deep drawing operations.
Surface finish quality differs significantly between processes. Deep drawn components exhibit uniform surface characteristics matching the original blank condition, typically Ra 0.8-1.6 μm for cold-rolled steel substrates. Spinning operations can achieve superior surface finishes (Ra 0.2-0.8 μm) through the burnishing action of forming tools, particularly beneficial for applications requiring minimal post-processing.
Dimensional tolerances achievable through each process reflect the fundamental forming mechanisms. Deep drawing routinely achieves ±0.1 mm on diameter and ±0.15 mm on height for components up to 200 mm diameter. Spinning tolerances depend on mandrel accuracy and process control, typically delivering ±0.2 mm on diameter and ±0.25 mm on height for similar sized components.
Production Volume Optimization
Economic analysis reveals distinct break-even points where each process becomes advantageous. Deep drawing's high tooling investment requires substantial production volumes to justify the initial expenditure, while spinning's lower setup costs favor smaller batches and prototype development.
The cost-per-piece calculation includes material utilization efficiency, which strongly favors deep drawing for simple geometries. Deep drawn cylinders typically achieve 85-92% material utilization, while spinning operations range from 95-98% due to minimal scrap generation. However, spinning's material efficiency advantage diminishes when considering the potential for thicker starting blanks required to achieve desired final thickness in critical areas.
| Production Volume | Deep Drawing (€/piece) | Spinning (€/piece) | Recommended Process |
|---|---|---|---|
| 1-100 pieces | 45.00 - 65.00 | 12.00 - 18.00 | Spinning |
| 500-1,000 pieces | 18.00 - 25.00 | 10.00 - 15.00 | Spinning |
| 5,000-10,000 pieces | 4.50 - 6.50 | 8.00 - 12.00 | Deep Drawing |
| 50,000+ pieces | 2.20 - 3.80 | 7.50 - 11.00 | Deep Drawing |
Cycle time analysis reveals deep drawing's superiority in high-volume scenarios. A typical deep drawing operation completes in 3-8 seconds depending on complexity, while spinning operations require 2-15 minutes per component. This dramatic difference in production rate makes deep drawing the clear choice for high-volume applications despite the initial tooling investment.
Secondary operations significantly impact total manufacturing cost. Deep drawn components often require trimming, piercing, or additional forming operations that add €0.50-2.00 per piece. Spinning operations typically deliver near-net-shape components requiring minimal secondary processing, offering cost advantages in complex geometries.
Quality Control and Inspection Methods
Quality assurance protocols for both processes must address the unique characteristics and potential failure modes of each forming method. Deep drawing quality control focuses on preventing common defects such as earing, wrinkling, tearing, and excessive thinning through process parameter optimization and statistical process control.
Critical measurement points for deep drawn components include wall thickness distribution using ultrasonic gauging, dimensional accuracy through coordinate measuring machines (CMM), and surface quality assessment. Inline monitoring systems can detect punch force variations indicating potential tool wear or material property changes.
Spinning quality control emphasizes mandrel accuracy, forming tool condition, and rotational speed consistency. The incremental nature of spinning allows for in-process adjustments, providing opportunities to correct dimensional deviations during forming rather than scrapping completed components.
Statistical process control implementation differs between the processes. Deep drawing benefits from Cpk values exceeding 1.33 for critical dimensions, achievable through tight control of blank positioning, lubrication consistency, and press tonnage. Spinning operations require monitoring of rotational speed stability (±2%), feed rate consistency (±5%), and forming pressure uniformity.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail it deserves, with comprehensive quality documentation and traceability.
Integration with Manufacturing Systems
Modern manufacturing environments require seamless integration of forming processes with upstream and downstream operations. Deep drawing lines typically incorporate automated blank feeding, transfer systems, and integrated precision CNC machining services for secondary operations.
The high-speed nature of deep drawing operations demands sophisticated automation systems capable of maintaining cycle times while ensuring consistent part quality. Progressive die systems can integrate multiple forming operations, piercing, and trimming within a single press stroke, maximizing efficiency and minimizing handling costs.
Spinning operations, while generally requiring more manual intervention, offer flexibility in accommodating design changes and product variations. CNC spinning lathes provide automated control of forming sequences while maintaining the process's inherent adaptability to different component geometries.
Integration with our manufacturing services allows for comprehensive project management from initial design through final inspection. This integrated approach ensures optimal process selection based on specific project requirements rather than limiting options to single manufacturing methods.
Supply chain considerations also influence process selection. Deep drawing's reliance on specialized tooling creates dependencies on tool and die makers, potentially extending lead times for new projects. Spinning operations can often utilize existing mandrel inventory or quickly manufacture new mandrels using standard machining capabilities.
Advanced Applications and Case Studies
Aerospace applications demonstrate the critical importance of process selection in demanding environments. Deep drawing excels in producing fuel tank components where consistent wall thickness and leak-tight construction are paramount. The process delivers the dimensional repeatability required for automated assembly operations while maintaining the structural integrity necessary for pressure vessel applications.
Spinning finds application in aerospace for complex cone sections, nose cones, and transitional ductwork where the ability to form compound curves and varying wall thickness provides design advantages. The process's compatibility with titanium and Inconel alloys makes it particularly valuable for high-temperature applications where material properties exceed the forming limits of conventional deep drawing.
Automotive applications showcase volume-driven decision making. Deep drawing dominates high-volume component production such as oil pans, fuel tanks, and structural elements where the amortized tooling cost becomes negligible across millions of components. The process integration with automotive assembly lines provides the speed and consistency required for just-in-time manufacturing.
Medical device manufacturing presents unique challenges where biocompatibility, surface finish, and dimensional precision converge. Spinning operations excel in producing surgical instruments and implantable device components where the superior surface finish and material compatibility with exotic alloys provide clinical advantages.
The electronics industry leverages both processes depending on volume requirements. Deep drawing serves high-volume applications such as heat sinks and electromagnetic shielding components, while spinning addresses specialized requirements like EMI shielding applications where complex geometries and superior surface finish influence performance.
Future Technology Trends
Emerging technologies continue to expand the capabilities of both forming processes. Servo-driven deep drawing presses provide programmable motion profiles, enabling optimization of material flow and reduction of springback effects. These advanced systems achieve forming forces with precision previously unattainable with conventional mechanical presses.
Hot forming techniques extend the range of materials suitable for deep drawing operations. Aluminum alloys that traditionally required multiple drawing stages can now be formed in single operations through controlled heating of blanks and dies. This advancement reduces tooling complexity while improving material utilization efficiency.
CNC spinning continues evolving through improved process monitoring and adaptive control systems. Real-time measurement of forming forces and component dimensions enables automatic adjustment of process parameters, reducing operator skill requirements while improving dimensional consistency.
Additive manufacturing influences both processes through rapid tooling applications. 3D printed mandrels and forming tools enable cost-effective prototype development and low-volume production runs, bridging the gap between traditional tooling investments and project requirements.
Simulation software advancement provides increasingly accurate prediction of material flow, stress distribution, and potential failure modes. Finite element analysis (FEA) enables process optimization prior to tooling manufacture, reducing development time and improving first-piece success rates.
Frequently Asked Questions
What is the minimum wall thickness achievable with deep drawing versus spinning?
Deep drawing typically maintains wall thickness within 85-90% of the original blank thickness, with minimum practical thickness around 0.3 mm for steel and 0.5 mm for aluminum. Spinning can achieve thinner walls in localized areas, potentially reaching 0.2 mm thickness, but this varies according to the sine law relationship and mandrel geometry.
How do material costs compare between the two processes?
Material costs favor deep drawing due to better material utilization (85-92%) compared to spinning's higher utilization (95-98%) but requirement for thicker starting blanks. Deep drawing typically uses 15-25% less raw material for simple cylindrical shapes, though this advantage diminishes with complex geometries requiring multiple operations.
What surface finish quality can be achieved with each process?
Deep drawing maintains the original blank surface finish, typically Ra 0.8-1.6 μm for cold-rolled steel substrates. Spinning can achieve superior surface finishes of Ra 0.2-0.8 μm through the burnishing action of forming tools, making it preferable for applications requiring minimal post-processing or decorative finishes.
Which process offers better dimensional tolerance control?
Deep drawing routinely achieves ±0.1 mm tolerances on diameter and ±0.15 mm on height for components up to 200 mm diameter. Spinning typically delivers ±0.2 mm on diameter and ±0.25 mm on height, though superior local geometry control is possible through skilled operation and proper tooling.
How does production volume affect process economics?
Deep drawing becomes economically advantageous at volumes exceeding 5,000 pieces annually due to high tooling costs (€15,000-60,000) but low per-piece costs (€2.20-6.50). Spinning favors low-volume production with minimal tooling investment (€800-4,000) but higher per-piece costs (€8.00-18.00) at high volumes.
What are the typical lead times for tooling and first articles?
Deep drawing tooling requires 6-16 weeks depending on complexity, with simple cylindrical dies taking 6-8 weeks and progressive multi-stage tooling extending to 16 weeks. Spinning mandrels typically require 2-4 weeks, enabling faster project initiation and design iteration cycles.
Which process better accommodates design changes during production?
Spinning offers superior flexibility for design modifications, often requiring only mandrel adjustments or new mandrel fabrication costing €800-4,000. Deep drawing design changes typically necessitate die modifications or complete die replacement, representing significant time and cost investments of €5,000-25,000 depending on the scope of changes required.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece