Achieving ±0.005mm: A Designer's Guide to Tight Tolerance Machining
Achieving ±0.005mm tolerances represents the intersection of engineering precision and manufacturing excellence—where even microscopic deviations can mean the difference between functional success and costly failure. At Microns Hub, we've refined these processes through thousands of high-precision components across aerospace, medical, and automotive applications.
Key Takeaways
- Temperature control within ±1°C is critical for maintaining ±0.005mm tolerances during machining operations
- Material selection directly impacts achievability—Al 6061-T6 offers superior dimensional stability compared to free-machining alternatives
- Tool deflection becomes the primary limiting factor at tolerances tighter than ±0.01mm, requiring specialized fixturing strategies
- Post-process measurement protocols must account for thermal expansion coefficients and measurement uncertainty budgets
Understanding the Physics of Tight Tolerance Machining
Achieving ±0.005mm tolerances demands a fundamental understanding of the physical forces at play during material removal. Thermal expansion coefficients become critical—aluminum expands 23.6 × 10-6 m/m°C, meaning a 10°C temperature variation in a 100mm part creates a 0.0236mm dimensional change, nearly five times our target tolerance.
Tool deflection follows basic beam theory, where deflection equals force times length cubed, divided by three times the elastic modulus and moment of inertia (δ = FL³/3EI). For a 25mm carbide end mill under 200N cutting force, deflection reaches approximately 0.003mm—already 60% of our tolerance budget before considering other error sources.
Spindle thermal growth represents another critical factor. Modern spindles can grow 0.01-0.02mm during the first hour of operation as bearing temperatures stabilize. This growth rate necessitates thermal pre-conditioning protocols and temperature-compensated positioning systems for consistent results.
Material Selection for Tight Tolerance Applications
Material properties directly influence machinability and dimensional stability at tight tolerances. The key characteristics include thermal conductivity, thermal expansion coefficient, elastic modulus, and microstructural homogeneity.
| Material Grade | Thermal Expansion (10-6/°C) | Thermal Conductivity (W/m·K) | Dimensional Stability | Cost Factor |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Excellent | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Very Good | 1.8x |
| Steel 4140 | 11.2 | 42.6 | Good | 1.2x |
| Stainless 316L | 16.0 | 16.3 | Fair | 2.1x |
| Titanium Ti-6Al-4V | 8.6 | 6.7 | Excellent | 8.5x |
Aluminum 6061-T6 emerges as the optimal choice for most tight tolerance applications, combining excellent thermal conductivity for heat dissipation with consistent microstructure for dimensional stability. The T6 temper provides uniform hardness distribution, eliminating internal stress variations that can cause post-machining distortion.
For steel applications, 4140 offers superior dimensional stability due to its lower thermal expansion coefficient. However, work hardening characteristics require careful attention to cutting parameters to prevent surface layer modifications that affect final dimensions.
Machine Tool Requirements and Capabilities
Achieving ±0.005mm tolerances requires machine tools with specific performance characteristics. Positioning accuracy, repeatability, thermal stability, and dynamic stiffness all contribute to the final tolerance capability.
Modern CNC machining centers must demonstrate positioning accuracy better than ±0.0025mm and repeatability within ±0.001mm to consistently achieve ±0.005mm part tolerances. This leaves adequate margin for tool wear, thermal effects, and process variation.
Dynamic stiffness becomes critical during material removal. The machine structure must resist deflection under cutting forces while maintaining precise tool path following. Loop stiffness—the combined stiffness of spindle, tool holder, cutting tool, and workpiece setup—typically needs to exceed 200 N/μm for tight tolerance work.
Thermal compensation systems actively monitor and correct for thermal growth in machine structures. Linear encoders provide real-time position feedback, while temperature sensors throughout the machine enable predictive thermal modeling for dimensional compensation.
Cutting Tool Selection and Geometry
Tool selection for tight tolerance machining prioritizes stiffness, wear resistance, and thermal stability over maximum material removal rates. Carbide tools with optimized geometries minimize cutting forces while providing extended tool life consistency.
End mill diameter directly impacts deflection—doubling diameter increases stiffness by 16 times (fourth power relationship). However, larger tools require higher spindle power and may not fit geometric constraints of the part features.
| Tool Diameter (mm) | Length-to-Diameter Ratio | Maximum DOC (mm) | Typical Deflection (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
Cutting tool coatings play a crucial role in dimensional consistency. TiAlN coatings provide excellent wear resistance and thermal stability up to 800°C, maintaining sharp cutting edges longer for consistent surface finish and dimensional accuracy.
Fixturing and Workholding Strategies
Workholding systems for tight tolerance machining must provide rigid support while minimizing induced stresses that could cause part distortion. The fixture design philosophy shifts from maximum clamping force to optimized stress distribution.
Hydraulic workholding systems offer precise, repeatable clamping forces with excellent rigidity. Typical clamping pressures of 50-70 bar provide adequate holding power without over-constraining thin-walled sections that might deflect under excessive force.
Six-point location following the 3-2-1 principle ensures kinematic constraint without over-defining the workpiece position. Primary datum surfaces require minimum contact area of 20mm² for stability, while secondary and tertiary datums need progressive reduction in contact points to prevent over-constraint.
For high-precision results, Get your custom quote delivered in 24 hours from Microns Hub.
Custom soft jaws machined in-situ provide optimal part support while accommodating complex geometries. The jaws are rough-machined, mounted on the fixture, then finish-machined to final dimensions using the same setup that will machine the production parts.
Environmental Controls and Thermal Management
Temperature control represents the most critical environmental factor for tight tolerance machining. A controlled environment maintains consistent dimensions throughout the machining process and subsequent measurement operations.
Shop floor temperature control within ±1°C enables predictable thermal expansion behavior. For critical applications, temperature control within ±0.5°C provides additional margin for dimensional stability. This requires industrial HVAC systems with zone-specific temperature control and continuous monitoring.
Cutting fluid temperature management prevents thermal shock and maintains consistent tool performance. Fluid temperatures maintained within ±2°C of ambient prevent thermal gradients that could induce part distortion. High-volume, low-pressure coolant delivery (200-400 L/min) provides effective heat removal without excessive cutting forces.
Machine pre-conditioning involves operating spindles and feed drives through representative motion cycles before production machining. This stabilizes bearing temperatures and thermal growth patterns, eliminating the dimensional drift common in cold-start conditions.
Process Parameter Optimization
Cutting parameters for tight tolerance machining prioritize dimensional accuracy and surface integrity over maximum productivity. Conservative parameters ensure consistent tool performance throughout extended tool life cycles.
Surface speeds typically run 20-30% below maximum recommendations for the material/tool combination. For Al 6061-T6 with uncoated carbide tools, optimal surface speeds range from 150-200 m/min compared to maximum capabilities near 300 m/min.
Feed rates balance surface finish requirements with cutting force generation. Optimal feeds maintain continuous chip formation while minimizing tool deflection. For ±0.005mm tolerances, feeds typically range from 0.05-0.15 mm/tooth depending on tool diameter and part geometry.
| Material | Surface Speed (m/min) | Feed Rate (mm/tooth) | Axial DOC (mm) | Radial DOC (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Steel 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Stainless 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titanium Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
Climb milling provides superior surface finish and dimensional accuracy for tight tolerance work. The cutting action pulls the workpiece into the fixture rather than lifting it, maintaining consistent positioning throughout the machining cycle.
Quality Control and Measurement Protocols
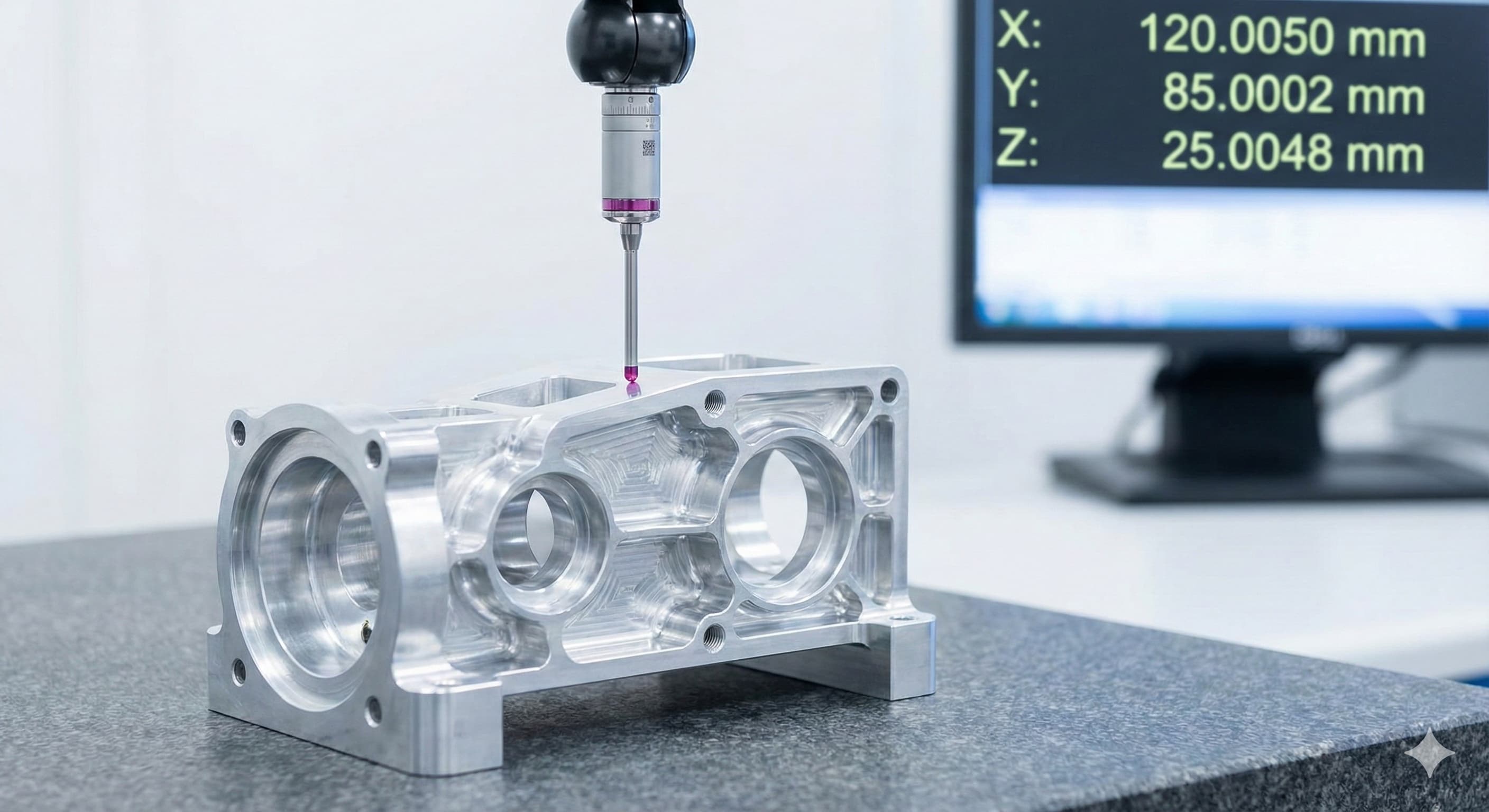
Measurement strategies for ±0.005mm tolerances require instruments with accuracy at least 10 times better than the tolerance being verified. This necessitates coordinate measuring machines (CMMs) with volumetric accuracy better than ±0.0005mm over the measurement envelope.
Thermal soaking ensures measurement accuracy by allowing parts to stabilize at the measurement room temperature. Standard practice requires minimum 4-hour soak times for aluminum parts, with 8-hour soaking for steel components due to lower thermal conductivity.
Measurement uncertainty budgets account for all error sources including instrument calibration, environmental effects, part setup, and operator technique. The combined measurement uncertainty should not exceed 20% of the tolerance being verified—maximum ±0.001mm uncertainty for ±0.005mm tolerances.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail it deserves, with comprehensive documentation supporting every dimensional verification.
Advanced Techniques for Extreme Precision
Wire EDM (Electrical Discharge Machining) provides dimensional capabilities beyond conventional machining for specific geometries. Wire EDM routinely achieves ±0.002mm tolerances on complex contours while maintaining excellent surface finish characteristics.
Multi-axis machining enables complete part fabrication in single setups, eliminating stack-up tolerances from multiple operations. Five-axis machining centers with rotary axis accuracy better than ±2 arc-seconds enable complex geometries while maintaining tight tolerances throughout.
In-process measurement systems monitor dimensions during machining operations, enabling real-time compensation for tool wear and thermal effects. Laser measurement systems and touch probes provide feedback for adaptive control algorithms that maintain dimensions within specification.
For applications requiring both precision machining and volume production, our comprehensive manufacturing services include specialized capabilities for tight tolerance work alongside high-volume production methods.
Cost Considerations and Economic Optimization
Tight tolerance machining involves significant cost premiums compared to standard tolerance work. Understanding these cost drivers enables informed design decisions that balance performance requirements with economic constraints.
Setup costs increase dramatically for tight tolerance work due to specialized fixturing, longer setup times, and extensive first-article inspection requirements. Setup costs typically represent 40-60% of total job cost for small quantities, compared to 15-25% for standard tolerance work.
Machining cycle times increase due to conservative cutting parameters, additional finishing passes, and potential mid-cycle inspections. Expect 2-3x longer cycle times compared to standard tolerance machining for similar geometries.
| Tolerance Range | Setup Time Multiplier | Cycle Time Multiplier | Total Cost Impact |
|---|---|---|---|
| ±0.1mm (Standard) | 1.0x | 1.0x | Baseline |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
Quality control costs escalate significantly due to specialized measurement equipment, extended inspection times, and comprehensive documentation requirements. CMM inspection costs alone can represent 15-25% of total manufacturing cost for tight tolerance parts.
Design Guidelines for Manufacturability
Design optimization for tight tolerance manufacturability requires understanding the interaction between geometric requirements and manufacturing constraints. Proper design decisions made early in the development process can dramatically reduce manufacturing costs while improving quality outcomes.
Feature accessibility affects both tolerance achievability and cost. Internal features requiring long, small-diameter tools face significant deflection challenges. Where possible, design features accessible with short, rigid tools or consider multi-sided machining approaches.
Corner radii specifications should reflect tool capabilities rather than purely functional requirements. Internal corners smaller than 0.5mm radius require specialized micro tools with limited rigidity. Standard end mill corner radii of 0.1-0.2mm provide good compromise between functionality and manufacturability.
Our expertise in CAD verification and manufacturability analysis helps identify potential issues before production begins, saving time and reducing costs while ensuring your design intent is properly realized in the final components.
Integration with Other Manufacturing Processes
Tight tolerance machining often represents one step in a multi-process manufacturing sequence. Understanding how machining integrates with other processes ensures optimal overall results and prevents downstream issues.
Heat treatment operations can introduce dimensional changes that must be accommodated in the machining sequence. Post-heat treatment distortions typically range from 0.01-0.05mm depending on part geometry and material, requiring finish machining operations after thermal processing.
Surface treatments such as anodizing add 0.005-0.015mm thickness to aluminum parts, requiring compensation in pre-treatment dimensions. Hard coat anodizing can add up to 0.025mm per surface, significantly impacting tight tolerance features.
For applications requiring plastic components with metal inserts, our injection molding services can accommodate precisely machined metal inserts with maintained tolerances through the overmolding process, creating hybrid components that leverage the strengths of both materials.
Frequently Asked Questions
What machine tool accuracy is required to achieve ±0.005mm part tolerances consistently?
Machine tools should demonstrate positioning accuracy better than ±0.0025mm and repeatability within ±0.001mm. This provides adequate margin for process variation, tool wear, and thermal effects while maintaining the target tolerance.
How does material selection affect the ability to achieve tight tolerances?
Material thermal expansion coefficient and microstructural homogeneity are critical factors. Al 6061-T6 offers excellent dimensional stability due to uniform temper and good thermal conductivity, while free-machining grades may have less consistent properties affecting final dimensions.
What environmental controls are necessary for ±0.005mm tolerance machining?
Temperature control within ±1°C is essential, with ±0.5°C preferred for critical applications. Humidity control between 45-55% RH prevents condensation issues, and vibration isolation may be required in facilities near heavy machinery or transportation.
How do cutting tool deflection errors impact tight tolerance capabilities?
Tool deflection follows the L³/D⁴ relationship, where deflection increases with the cube of length and decreases with the fourth power of diameter. A 25mm long, 6mm diameter carbide end mill can deflect 0.003mm under typical cutting forces, consuming 60% of the ±0.005mm tolerance budget.
What measurement uncertainty is acceptable for verifying ±0.005mm tolerances?
Measurement uncertainty should not exceed 20% of the tolerance being verified, requiring maximum ±0.001mm uncertainty for ±0.005mm tolerances. This necessitates CMM accuracy better than ±0.0005mm and proper temperature control during measurement.
How much do setup and cycle times increase for tight tolerance work?
Setup times typically increase 3.5x due to specialized fixturing and extensive setup verification. Cycle times increase 4.2x due to conservative cutting parameters and additional finishing passes, resulting in overall cost impact of approximately 6.5x standard tolerance work.
Can wire EDM achieve better tolerances than conventional machining for complex geometries?
Wire EDM routinely achieves ±0.002mm tolerances on complex contours with excellent surface finish. However, it's limited to through-hole geometries and has slower material removal rates, making it suitable for specific applications where conventional machining faces geometric constraints.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece