Punching vs. Laser Cutting: When Tooling Up Makes Sense
Manufacturing decision-makers face a critical choice when planning sheet metal fabrication: punching or laser cutting. This decision impacts everything from initial tooling investments to long-term production costs, quality consistency, and operational flexibility. The complexity increases when considering material thickness variations, geometric requirements, and production volumes that can shift dramatically over product lifecycles.
Key Takeaways:
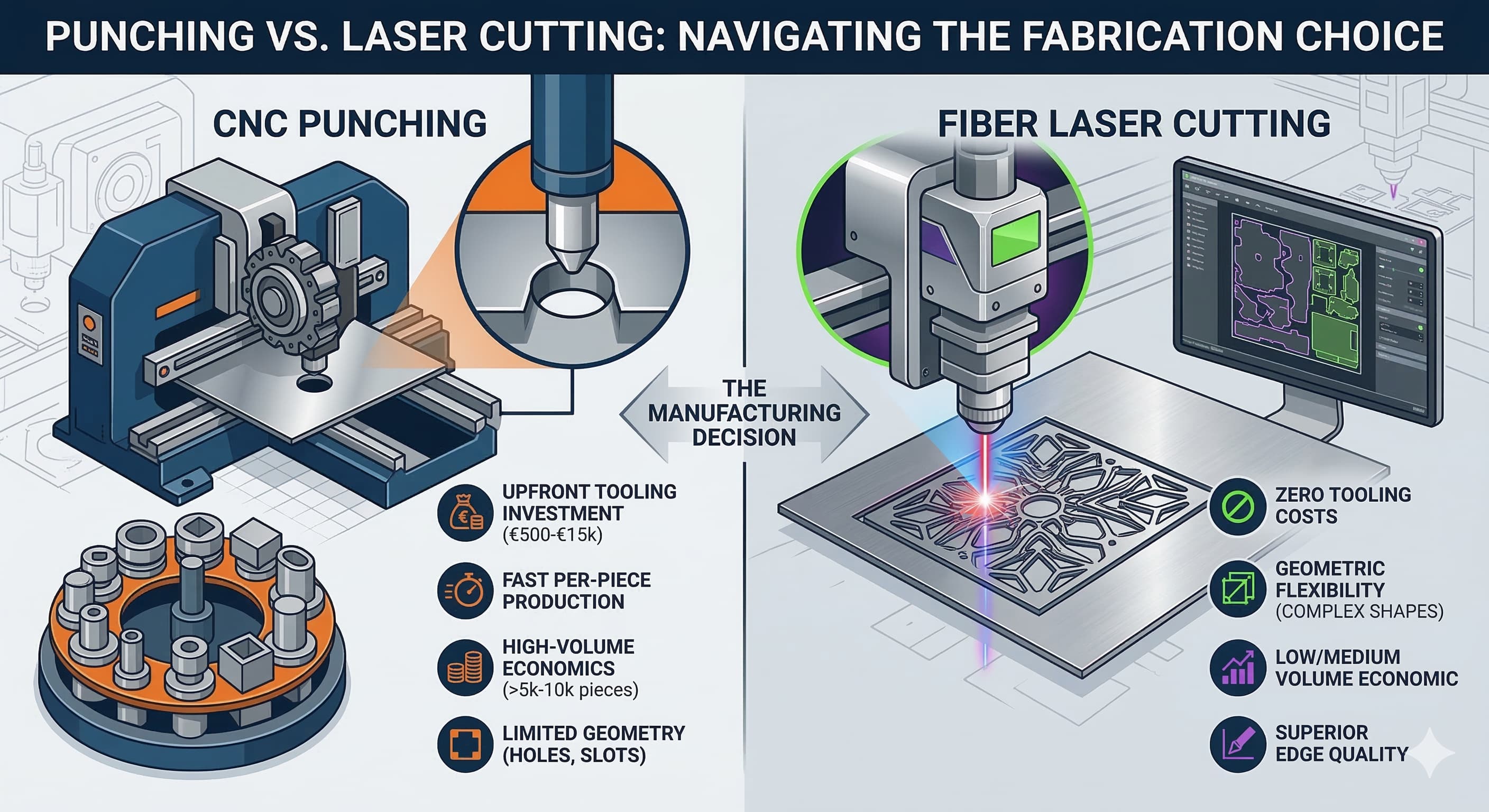
- Punching requires upfront tooling investment (€500-€15,000 per tool) but delivers superior economics at volumes exceeding 5,000-10,000 pieces
- Laser cutting offers zero tooling costs and geometric flexibility but carries higher per-piece costs ranging from €0.50-€5.00 depending on material and complexity
- Material thickness boundaries exist: punching excels up to 6mm steel thickness while laser cutting handles materials up to 25mm effectively
- Quality requirements drive process selection - punching delivers ±0.05mm positional accuracy while laser cutting achieves ±0.1mm with superior edge quality
Understanding Punching Process Fundamentals
Punching operates through shear force applied by precision tooling, creating clean cuts through controlled material deformation. The process requires custom dies and punches manufactured to exact specifications, typically machined from tool steel grades like D2 or A2 with hardness ratings of 58-62 HRC. Modern CNC turret punch presses achieve positioning accuracy of ±0.025mm and can process materials up to 6.35mm thickness in steel and 4mm in stainless steel grades like 316L.
Tool life expectancy varies significantly based on material properties and punch geometry. Standard round punches processing mild steel achieve 100,000-500,000 hits before requiring maintenance, while complex shapes or hard materials like Inconel 625 reduce tool life to 10,000-50,000 cycles. Tool maintenance costs typically represent 15-25% of total punching operational expenses.
The punching process excels in creating precise holes, slots, and notches with consistent dimensional accuracy. For applications requiring tight tolerances on hole positioning, punching delivers superior results compared to thermal cutting methods. However, the process limitation becomes apparent with complex geometries requiring continuous contours or intricate internal cutouts.
Laser Cutting Technology Analysis
Fiber laser cutting technology dominates modern sheet metal fabrication due to superior beam quality and energy efficiency. Current systems operate at power levels from 1kW to 15kW, with 4kW-6kW systems representing the sweet spot for general fabrication work. Beam quality factors (M²) below 1.1 enable cutting speeds of 15-25 meters per minute in 2mm mild steel while maintaining edge quality standards per ISO 9013 quality grade 2.
Cutting capacity varies by material type and laser power. A 6kW fiber laser system processes mild steel up to 25mm thickness, stainless steel to 20mm, and aluminum alloys to 12mm. Cut quality deteriorates significantly beyond these thresholds, requiring secondary operations or alternative processes. Gas consumption represents a major cost factor - nitrogen cutting of stainless steel consumes 10-15 cubic meters per hour at €0.80-€1.20 per cubic meter.
Edge quality characteristics differ substantially from punching. Laser cutting produces heat-affected zones (HAZ) typically 0.1-0.3mm wide, depending on material thickness and cutting parameters. This thermal influence can affect material properties in critical applications, particularly in spring steel or hardened materials where metallurgical changes impact performance.
Comprehensive Cost Analysis Framework
Total cost evaluation requires analyzing multiple cost components beyond simple per-piece calculations. Punching involves significant upfront tooling investments but delivers economies of scale at higher volumes. Standard round punches cost €500-€1,500 each, while complex forming tools range from €3,000-€15,000 depending on geometry and precision requirements.
| Cost Component | Punching | Laser Cutting | Break-even Volume |
|---|---|---|---|
| Tooling Investment | €500-€15,000 | €0 | Varies by complexity |
| Setup Time | 15-45 minutes | 5-15 minutes | N/A |
| Processing Speed (2mm steel) | 800-1,200 hits/hour | 15-25 m/min cutting | Geometry dependent |
| Material Utilization | 85-95% | 75-90% | Volume dependent |
| Secondary Operations | Minimal | Deburring required | Quality dependent |
Labor costs significantly impact process economics. Punching operations typically require skilled setup personnel but can run unattended once programmed. Laser cutting demands continuous operator attention for material handling and quality monitoring. European labor rates of €35-€55 per hour make automation considerations critical for both processes.
Energy consumption patterns differ substantially. Punching systems consume 15-25 kW during operation but only during actual forming cycles. Laser systems maintain base power consumption of 30-50 kW continuously, with peak consumption reaching 60-80 kW during cutting operations. At European industrial electricity rates of €0.12-€0.18 per kWh, energy costs become significant factors in high-volume production.
Material Compatibility and Limitations
Material selection drives process feasibility more than any other factor. Punching excels with ductile materials that deform predictably under shear forces. Carbon steels from grade S235 to S355 punch cleanly up to 6mm thickness. Stainless steel grades 304 and 316L process effectively to 4mm, though work hardening characteristics require careful tool design and maintenance protocols.
Aluminum alloys present unique challenges for punching operations. Soft grades like 1100 and 3003 tend to gall on punch surfaces, requiring specialized coatings or tool materials. Harder alloys such as 6061-T6 punch more predictably but generate higher tool wear rates. The adhesive properties of aluminum often necessitate more frequent tool cleaning and maintenance cycles.
| Material Grade | Max Punch Thickness | Max Laser Thickness | Preferred Process |
|---|---|---|---|
| S235 Mild Steel | 6.0mm | 25mm | Punching < 3mm |
| 304 Stainless Steel | 4.0mm | 20mm | Laser for complex cuts |
| 6061-T6 Aluminum | 3.0mm | 12mm | Laser preferred |
| COR-TEN Steel | 5.0mm | 20mm | Process dependent |
| Inconel 625 | 2.0mm | 8mm | Laser only |
Laser cutting demonstrates superior material versatility, processing everything from thin foils to thick plates across diverse alloy systems. Reflective materials like copper and brass, historically challenging for CO2 lasers, cut efficiently with modern fiber laser technology. However, material costs increase with laser processing due to wider kerf widths and potential for heat-related distortion requiring additional material allowances.
Quality Standards and Tolerances
Dimensional accuracy requirements often determine process selection more than cost considerations. Punching delivers exceptional positional accuracy for hole patterns and repetitive features. Modern CNC turret presses maintain hole-to-hole accuracy within ±0.025mm across sheet dimensions up to 1500mm × 3000mm. This precision level suits applications requiring tight assembly tolerances or multiple components requiring interchangeability.
Edge quality characteristics differ fundamentally between processes. Punched edges exhibit a characteristic shear zone typically 30-50% of material thickness, followed by a fracture zone with rougher texture. For 2mm mild steel, the shear zone extends approximately 0.6-1.0mm, providing smooth bearing surfaces suitable for shaft applications or precision assemblies.
Laser cutting produces different edge characteristics governed by thermal effects and assist gas selection. Oxygen-assisted cutting of mild steel creates slight oxidation layers requiring consideration in welding or coating applications. Nitrogen cutting eliminates oxidation but increases operating costs by €0.15-€0.25 per linear meter of cut. Surface roughness typically ranges from Ra 12.5-25 μm depending on cutting speed and material thickness.
For high-precision results,Get a quote in 24 hours from Microns Hub.
Geometric Complexity Considerations
Shape complexity represents perhaps the most decisive factor in process selection. Punching excels at creating patterns of simple geometric shapes - holes, slots, notches, and basic forming operations. Complex internal cutouts or intricate external contours require multiple tool setups or prove impossible within punching process constraints.
Minimum feature sizes impose different limitations. Punching can create holes as small as material thickness, with practical minimums of 1.0mm diameter in 2mm steel. However, closely spaced features require consideration of web strength between cuts. Industry standards recommend minimum web dimensions of 1.5× material thickness to prevent distortion during forming.
Laser cutting offers virtually unlimited geometric freedom within material thickness constraints. Internal corners achieve radii as small as 0.1mm, while external features can incorporate complex curves and intricate details impossible with punching. This flexibility proves invaluable for prototype development or products requiring aesthetic considerations alongside functional requirements.
Advanced manufacturing applications often combine both processes strategically.Sheet metal fabrication services frequently employ punching for repetitive hole patterns while using laser cutting for complex perimeter profiles. This hybrid approach optimizes both cost efficiency and geometric capability.
Production Volume Economics
Break-even analysis requires careful evaluation of total production costs across expected product lifecycles. Low-volume production consistently favors laser cutting due to zero tooling costs and minimal setup requirements. For quantities below 1,000 pieces, laser processing typically costs 30-50% less than punching when tooling investments are amortized.
Medium production volumes between 1,000-10,000 pieces present the most complex decision matrix. Tooling costs must be offset by reduced per-piece processing costs and improved material utilization. Simple geometries with standard tooling reach break-even points around 2,000-3,000 pieces, while complex shapes requiring custom tooling may not achieve cost parity until 8,000-10,000 pieces.
High-volume production strongly favors punching economics. Once tooling costs are amortized, per-piece costs can drop to €0.05-€0.15 compared to laser cutting costs of €0.50-€2.00 per piece. These dramatic differences drive tooling investments for any product expecting volumes exceeding 15,000-20,000 pieces annually.
| Production Volume | Recommended Process | Cost Per Piece | Setup Investment |
|---|---|---|---|
| < 500 pieces | Laser Cutting | €0.80-€3.50 | €0 |
| 500-2,000 pieces | Process dependent | €0.60-€2.50 | €0-€5,000 |
| 2,000-10,000 pieces | Punching (simple) | €0.25-€1.20 | €1,000-€8,000 |
| > 10,000 pieces | Punching | €0.08-€0.35 | €2,000-€15,000 |
Material Utilization and Waste Optimization
Nesting efficiency significantly impacts material costs, particularly for expensive alloys or large-volume production. Punching operations achieve material utilization rates of 85-95% through optimized nesting algorithms and consistent kerf widths. The predictable nature of punch tooling enables precise material planning and minimal waste generation.
Laser cutting utilization varies considerably based on part geometry and nesting complexity. Simple rectangular parts achieve 90-95% utilization, while complex shapes with numerous internal cutouts may yield only 65-75% efficiency. Kerf width considerations - typically 0.1-0.3mm for fiber lasers - must be incorporated into nesting calculations and can significantly impact material costs for precision components.
Remnant material handling differs between processes. Punching generates clean geometric remnants suitable for secondary applications or inventory for smaller components. Laser cutting produces irregular shapes often unsuitable for reuse, though advanced nesting software can identify opportunities for utilizing remnants in subsequent production runs.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and advanced nesting optimization delivers material utilization rates consistently 5-8% higher than industry averages, translating directly into cost savings for your projects.
Process Integration and Workflow Optimization
Manufacturing workflow integration affects overall production efficiency beyond individual process capabilities. Punching operations integrate seamlessly with other forming processes like bending, drawing, and assembly operations. The consistent edge quality and dimensional accuracy facilitate downstream processes without additional preparation steps.
Laser cutting often requires secondary operations for edge preparation or stress relief. Heat-affected zones may necessitate machining or grinding operations for critical applications. Deburring requirements add €0.05-€0.15 per linear meter of cut, depending on material thickness and edge quality specifications.
Quality control protocols differ substantially between processes. Punching operations benefit from statistical process control monitoring tool wear and dimensional drift. Once established, punch tooling delivers consistent results requiring only periodic verification. Laser cutting demands continuous monitoring of cut quality, assist gas pressure, and thermal effects that can vary throughout production runs.
Modern manufacturing increasingly emphasizes flexibility and rapid response to market changes.Our manufacturing services incorporate both punching and laser cutting capabilities, enabling optimal process selection based on current production requirements rather than fixed equipment limitations.
Technology Evolution and Future Considerations
Emerging technologies continue reshaping the punching versus laser cutting landscape. Advanced punch tooling incorporating servo-electric drives delivers improved accuracy and reduced noise levels compared to traditional hydraulic systems. Multi-tool capabilities enable complex forming operations previously requiring separate processes.
Laser technology advancement focuses on power scaling and beam quality improvements. Next-generation fiber lasers approaching 20kW power levels will expand thick-section cutting capabilities while maintaining excellent edge quality. Adaptive cutting technologies automatically adjust parameters based on real-time quality feedback, reducing operator skill requirements and improving consistency.
Automation integration affects both processes differently. Punching operations readily accommodate automated loading and unloading systems, with some installations achieving lights-out production for appropriate part geometries. Laser cutting automation faces greater challenges due to variable processing times and quality monitoring requirements, though advances in artificial intelligence are addressing these limitations.
Sustainability considerations increasingly influence process selection. Punching generates minimal waste and requires no consumable gases, aligning with environmental goals. Laser cutting energy consumption and assist gas usage create larger environmental footprints, though improvements in efficiency partially offset these concerns.
Frequently Asked Questions
What is the minimum order quantity that makes punching tooling investment worthwhile?
Break-even quantities depend on part complexity and tooling costs, but generally range from 2,000-5,000 pieces for standard geometries. Complex shapes requiring custom tooling may need 8,000-12,000 pieces to justify the investment. Consider total lifetime volume across product variants that can share common tooling to improve economics.
Can laser cutting match punching accuracy for hole patterns?
Laser cutting achieves ±0.1mm positional accuracy, while punching delivers ±0.025mm for hole-to-hole spacing. For applications requiring precise bearing fits or tight assembly tolerances, punching provides superior accuracy. However, laser cutting accuracy may be sufficient for many applications while offering greater geometric flexibility.
How does material thickness affect the punching versus laser cutting decision?
Punching becomes increasingly difficult beyond 6mm steel thickness due to force requirements and tool wear. Laser cutting handles materials up to 25mm effectively with appropriate power levels. For thick sections above 8mm, laser cutting typically provides better edge quality and geometric capability than punching alternatives.
What secondary operations are typically required for each process?
Punching rarely requires secondary operations beyond light deburring for cosmetic applications. Laser cutting often needs deburring, particularly on thick sections, and may require stress relief for precision applications. Heat-affected zones occasionally require removal through machining or grinding operations.
How do setup times compare between punching and laser cutting for short runs?
Laser cutting setup typically requires 5-15 minutes for programming and material positioning. Punching setup involves tool selection, installation, and program verification, usually taking 15-45 minutes depending on complexity. For quantities below 100 pieces, laser cutting setup advantages often outweigh per-piece cost differences.
Can both processes handle the same range of materials effectively?
Laser cutting demonstrates superior material versatility, processing everything from thin foils to exotic alloys like Inconel and titanium. Punching works best with ductile materials up to moderate strength levels. Hard or brittle materials that would damage punch tooling cut effectively with laser technology.
What quality standards apply to edge condition and dimensional accuracy?
Punched edges comply with ISO 2768 dimensional standards and exhibit characteristic shear zones. Laser cut edges follow ISO 9013 quality classifications, with grade 2-3 typical for most applications. Both processes can achieve precision requirements when properly specified and controlled, though punching offers superior dimensional consistency for repetitive features.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece