Designing Custom Enclosures: IP65 Sealing Strategies for Sheet Metal
Sheet metal enclosures rated at IP65 face a fundamental engineering challenge: maintaining environmental protection while accommodating thermal expansion, manufacturing tolerances, and field serviceability. The 6 millimeter ingress protection against dust and low-pressure water jets demands precise sealing strategies that account for material behavior, gasket compression dynamics, and long-term seal integrity under thermal cycling.
Key Takeaways
- IP65 requires complete dust protection and resistance to water jets from any direction at 12.5 liters per minute
- Gasket compression ratios between 15-25% ensure optimal sealing while preventing material degradation
- Material selection directly impacts thermal expansion coefficients, affecting long-term seal performance
- Proper groove geometry with 3:2 width-to-depth ratios maximizes gasket retention and sealing effectiveness
Understanding IP65 Requirements for Sheet Metal Applications
The International Electrotechnical Commission's IP65 standard mandates complete protection against dust ingress (level 6) and resistance to water jets from a 6.3mm nozzle at 12.5 liters per minute from any direction (level 5). For sheet metal enclosures, this translates to maintaining seal integrity across joint interfaces that experience differential thermal expansion, mechanical stress from vibration, and potential deformation under load.
Critical pressure differentials in IP65 applications typically range from 1-5 kPa, though industrial environments may demand resistance up to 10 kPa. The sealing system must accommodate these pressures while maintaining functionality across operating temperature ranges from -40°C to +85°C for standard applications, with specialized designs extending to +125°C for high-temperature environments.
Sheet metal thickness significantly impacts sealing strategy effectiveness. Standard gauge materials from 1.0mm to 3.0mm require different gasket compression approaches compared to heavier 5.0mm to 8.0mm sheets. Thinner materials exhibit greater deflection under gasket compression loads, potentially compromising seal geometry over time.
Material Selection and Thermal Considerations
Aluminum 5052-H32 and 6061-T6 represent the most common sheet metal choices for IP65 enclosures, each presenting distinct thermal expansion characteristics that directly influence sealing performance. The coefficient of thermal expansion for aluminum alloys averages 23.1 × 10⁻⁶/°C, creating measurable dimensional changes in large enclosures.
| Material Grade | Thermal Expansion (10⁻⁶/°C) | Yield Strength (MPa) | Cost Factor | Sealing Compatibility |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Excellent |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Excellent |
| 304 Stainless | 17.3 | 215 | 2.8x | Very Good |
| 316L Stainless | 16.0 | 170 | 4.2x | Excellent |
| Cold Rolled Steel | 12.0 | 350 | 0.6x | Good (coated) |
Stainless steel grades 304 and 316L offer lower thermal expansion coefficients, reducing seal stress during temperature cycling. However, the increased material cost and forming requirements must be balanced against improved dimensional stability. Cold rolled steel provides excellent strength and minimal thermal expansion but requires protective coatings to prevent galvanic corrosion when paired with standard gasket materials.
Surface finish requirements for effective IP65 sealing typically specify Ra values between 0.8-3.2 μm on gasket contact surfaces. Smoother finishes improve initial sealing but may reduce gasket bite, while rougher surfaces enhance mechanical retention at the cost of microscopic leak paths.
Gasket Selection and Compression Dynamics
EPDM (Ethylene Propylene Diene Monomer) gaskets dominate IP65 applications due to excellent weather resistance, ozone stability, and compression set resistance below 25% after 1000 hours at 70°C. Shore A durometer ratings between 60-80 provide optimal balance between sealing conformability and structural integrity under compression loads.
Compression ratios require precise control to achieve IP65 performance. Optimal compression typically ranges from 15-25% of original gasket cross-section, with higher compression rates leading to accelerated material degradation and potential gasket extrusion. Lower compression may allow leak paths under pressure cycling or thermal expansion stress.
| Gasket Material | Shore A Durometer | Compression Ratio | Temperature Range (°C) | Chemical Resistance |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 to +120 | Excellent |
| Silicone | 60 ± 5 | 15-20% | -60 to +200 | Good |
| Neoprene | 65 ± 5 | 20-30% | -35 to +100 | Very Good |
| Fluorocarbon (FKM) | 75 ± 5 | 15-20% | -20 to +200 | Excellent |
| Nitrile (NBR) | 70 ± 5 | 25-35% | -30 to +100 | Good |
Gasket cross-sectional geometry significantly impacts sealing effectiveness. Round cross-sections provide uniform stress distribution but require precise groove geometry. D-shaped profiles offer improved retention in shallow grooves but may create stress concentrations at the flat interface. Hollow gaskets reduce compression forces but sacrifice pressure resistance capability.
Groove Design and Manufacturing Tolerances
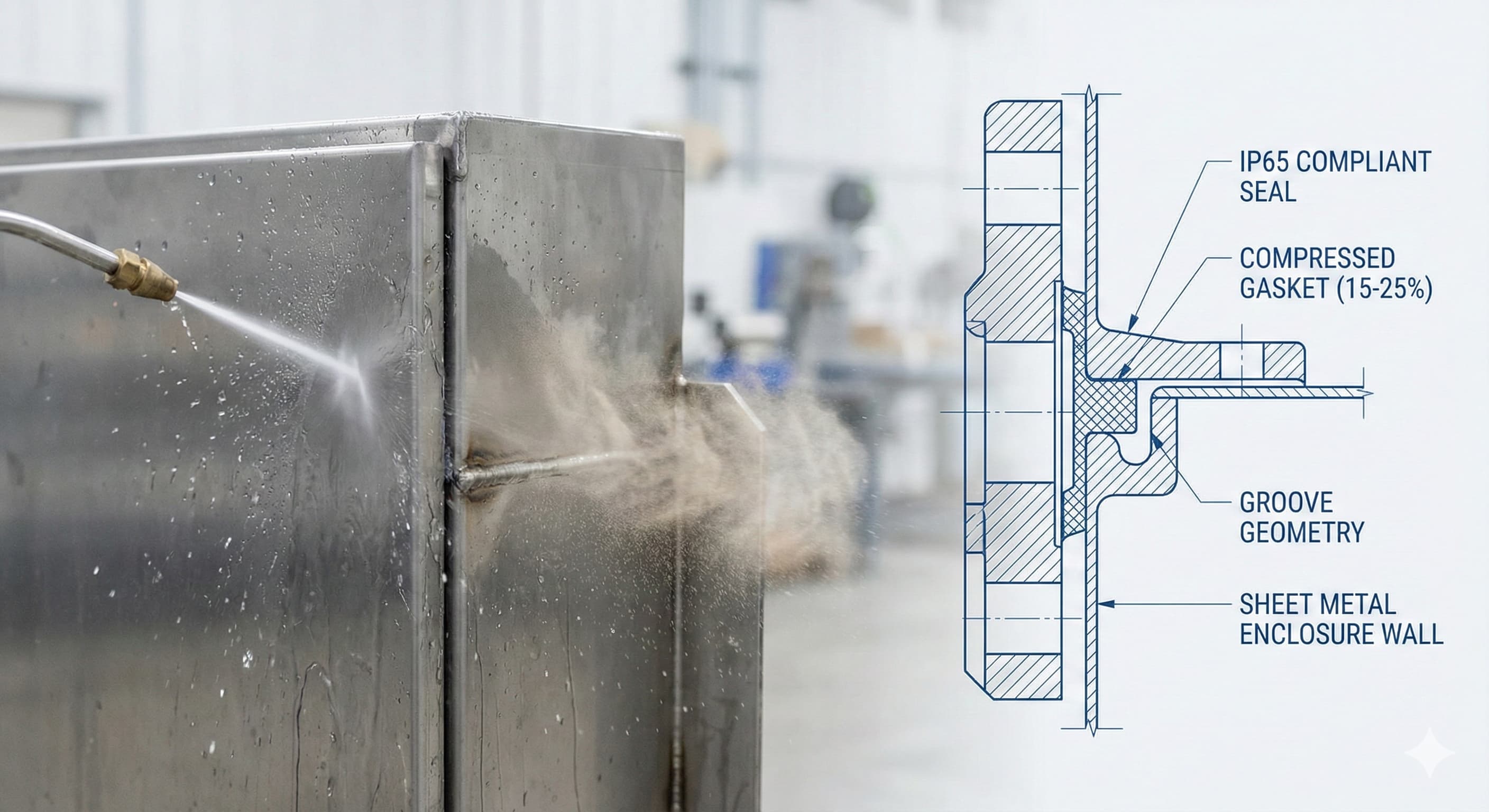
Groove geometry directly determines gasket retention, compression uniformity, and long-term seal integrity. The optimal width-to-depth ratio of 3:2 ensures adequate gasket support while preventing over-compression or extrusion under pressure. For standard 6mm diameter round gaskets, groove dimensions typically specify 4.5mm width × 3.0mm depth with ±0.1mm tolerance control.
Manufacturing tolerances on groove dimensions require careful consideration of cumulative stack-up effects. Position tolerances of ±0.2mm on groove centerlines ensure proper gasket alignment across mating surfaces, while depth variation beyond ±0.1mm creates uneven compression that compromises sealing performance.
Corner radii in groove design must accommodate gasket flexibility while maintaining structural integrity. Minimum radius requirements typically equal 0.3 times the gasket diameter to prevent material stress cracking during installation and compression cycling. Sharp corners create stress concentration points that accelerate gasket failure through crack propagation.
For high-precision results, Submit your project for a 24-hour quote from Microns Hub.
Advanced Sealing Strategies and Multi-Stage Protection
Complex enclosures often require multi-stage sealing strategies to achieve reliable IP65 protection. Primary seals handle the majority of environmental exclusion, while secondary seals provide backup protection against primary seal degradation or installation defects. This redundancy proves particularly valuable in critical applications where seal failure consequences extend beyond component replacement costs.
Labyrinth seals complement gasket-based systems by creating tortuous paths that reduce pressure differential across primary seals. These geometric features, machined or formed into mating surfaces, significantly improve overall system reliability without adding material costs. Typical labyrinth designs incorporate 2-3 directional changes with 0.5-1.0mm clearances.
Drainage features integrated into enclosure design prevent water accumulation that could overwhelm sealing systems during extended exposure. Strategically positioned drain holes with 3-5mm diameter, located at geometric low points, allow moisture evacuation while maintaining IP65 integrity. These features require careful positioning to avoid creating ingress paths under pressure conditions.
| Sealing Strategy | Complexity | Cost Impact | Reliability Factor | Maintenance Requirements |
|---|---|---|---|---|
| Single Gasket | Low | 1.0x | Standard | 5-year replacement |
| Double Gasket | Medium | 1.8x | High | 7-year replacement |
| Gasket + Labyrinth | Medium | 1.4x | Very High | 10-year replacement |
| Multi-stage System | High | 2.5x | Excellent | 3-year inspection |
| Welded + Gasket | High | 2.2x | Excellent | Permanent |
Fastener Selection and Compression Control
Fastener specifications directly impact gasket compression uniformity and long-term seal performance. Stainless steel socket head cap screws provide corrosion resistance and precise torque application, with M6 × 1.0 representing the most common size for standard enclosure applications. Fastener spacing typically ranges from 80-120mm on center, with closer spacing required for thinner sheet metal substrates.
Torque specifications must account for gasket material properties, substrate thickness, and thermal cycling effects. Standard EPDM gaskets in aluminum enclosures typically require 4-6 N⋅m torque on M6 fasteners, with values adjusted based on gasket durometer and compression requirements. Over-torquing creates stress concentrations that accelerate gasket degradation, while insufficient torque allows seal relaxation under thermal cycling.
Thread-locking compounds prevent fastener loosening due to vibration or thermal cycling, but selection must consider serviceable disassembly requirements. Medium-strength anaerobic compounds provide adequate retention while allowing field service with standard tools. High-strength compounds may require heat application for disassembly, complicating maintenance procedures.
Washer selection influences load distribution across gasket surfaces. Stainless steel washers with 12mm outer diameter distribute compression loads effectively while preventing substrate deformation. Captive washer designs reduce assembly time and eliminate loose hardware during field service operations.
Manufacturing Processes and Quality Control
Sheet metal forming operations must accommodate gasket groove requirements during the design phase to ensure manufacturing feasibility and cost effectiveness. Brake forming operations can typically accommodate groove features perpendicular to bend axes, while parallel grooves may require secondary machining operations that increase production costs significantly.
CNC machining of gasket grooves provides superior dimensional control compared to forming operations, particularly for complex geometries or tight tolerance requirements. Microns Hub's precision CNC machining services ensure groove dimensions meet IP65 sealing requirements while optimizing manufacturing efficiency for both prototype and production quantities.
Welding operations near gasket areas require careful heat management to prevent substrate distortion that compromises groove geometry. TIG welding with controlled heat input typically maintains dimensional stability within acceptable limits, while MIG welding may require post-weld machining to restore groove specifications.
Quality control procedures for IP65 enclosures must validate both dimensional conformance and actual sealing performance. Coordinate measuring machines verify groove dimensions to ±0.05mm accuracy, while pressure decay testing confirms leak rates below 1 × 10⁻⁶ mbar⋅l/s under simulated operating conditions.
| Manufacturing Process | Groove Accuracy (mm) | Production Rate | Setup Cost | Best Applications |
|---|---|---|---|---|
| CNC Machining | ±0.03 | Medium | High | Complex geometries |
| Brake Forming | ±0.15 | High | Low | Simple straight grooves |
| Progressive Die | ±0.08 | Very High | Very High | High-volume production |
| Laser Cutting + Form | ±0.10 | Medium | Medium | Medium volumes |
| Waterjet + Secondary | ±0.05 | Low | Medium | Thick materials |
Testing and Validation Protocols
IP65 validation requires systematic testing protocols that simulate real-world operating conditions while providing quantitative performance data. Standard test procedures follow IEC 60529 specifications, utilizing calibrated dust chambers and water jet apparatus to verify protection levels under controlled conditions.
Dust ingress testing employs talcum powder or standardized test dust circulated through chambers at specified concentrations and air velocities. Test duration typically extends 8 hours with periodic pressure cycling to simulate thermal breathing effects. Complete dust exclusion must be demonstrated with no measurable accumulation inside the enclosure.
Water jet testing utilizes 6.3mm nozzles delivering 12.5 liters per minute at 30 kPa pressure from all directions. Test duration covers 15 minutes minimum with the enclosure oriented to present maximum challenge to sealing systems. No water ingress is acceptable, with any detected moisture constituting test failure.
Long-term reliability testing incorporates thermal cycling between operational temperature extremes, typically 1000 cycles from -40°C to +85°C with 2-hour dwell times. Gasket compression set measurements verify material stability, while leak rate testing confirms continued seal integrity throughout the test duration.
Cost Optimization Strategies
Material selection significantly impacts total project costs, with aluminum alloys offering optimal balance between performance and economy for most applications. Stainless steel grades command premium pricing but provide superior corrosion resistance and dimensional stability that may justify increased costs in harsh environments or extended service life requirements.
Gasket selection presents opportunities for cost optimization without compromising IP65 performance. Standard EPDM formulations provide excellent performance at competitive pricing, while specialized compounds like fluorocarbon materials may be unnecessary unless specific chemical resistance requirements exist. Custom gasket cross-sections can reduce material usage compared to standard round profiles while maintaining sealing effectiveness.
Manufacturing process selection requires careful analysis of volume requirements and geometric complexity. Low-volume applications benefit from flexible processes like brake forming and our manufacturing services that minimize tooling investments. High-volume production justifies progressive die tooling despite significant upfront costs due to reduced per-unit manufacturing time and improved dimensional consistency.
When ordering from Microns Hub, you benefit from direct manufacturer relationships that ensure superior quality control and competitive pricing compared to marketplace platforms. Our technical expertise and personalized service approach means every project receives the attention to detail necessary for reliable IP65 performance across diverse operating environments.
Common Design Pitfalls and Solutions
Inadequate fastener spacing represents one of the most frequent causes of IP65 seal failure in sheet metal enclosures. Excessive spacing allows substrate deflection between fasteners, creating gaps that compromise gasket compression. Standard practice limits spacing to 100mm for 2.0mm sheet thickness, with proportional reduction for thinner materials.
Gasket groove intersections at corners require special attention to prevent leak paths that bypass the primary sealing interface. Molded corner gaskets eliminate joints that create potential failure points, while splice joints require precise cutting and bonding procedures to maintain seal integrity. Corner radii should accommodate gasket bend radius requirements without creating stress concentrations.
Thermal expansion calculations often overlook differential expansion between dissimilar materials in composite designs. Steel reinforcement frames combined with aluminum skins create stress patterns that can compromise gasket compression uniformity during temperature excursions. Design solutions include expansion joints or material selection that minimizes thermal expansion mismatches.
Surface finish inconsistencies near gasket contact areas frequently result from inadequate process control during manufacturing. Welding operations that create local roughness or contamination require post-processing to restore specified surface conditions. Quality control procedures must verify surface finish requirements in addition to dimensional specifications.
Frequently Asked Questions
What gasket compression ratio provides optimal IP65 sealing performance?
Optimal compression ratios range from 15-25% of original gasket cross-section for most EPDM materials. This range provides sufficient contact pressure for effective sealing while preventing material degradation from over-compression. Shore A durometer ratings influence ideal compression, with softer materials requiring lower compression ratios.
How do thermal expansion effects impact long-term seal integrity?
Thermal expansion creates dimensional changes that stress gasket materials and potentially compromise seal geometry. Aluminum enclosures expand approximately 0.23mm per meter per 10°C temperature increase. Design strategies include expansion joints, material selection with matched thermal coefficients, and gasket materials with high elongation capability.
What manufacturing tolerances are required for effective gasket groove geometry?
Groove width tolerances typically specify ±0.1mm for optimal gasket retention and compression control. Depth tolerances should maintain ±0.1mm to ensure uniform compression across the entire gasket perimeter. Position tolerances of ±0.2mm prevent gasket misalignment that creates leak paths.
Can IP65 rating be maintained with removable panels or doors?
Yes, removable panels can maintain IP65 protection with proper hinge design and gasket systems. Piano hinges provide continuous support along panel edges, while properly designed compression latches ensure adequate gasket compression. Multiple fasteners with specified torque values offer alternative solutions for frequently accessed panels.
What testing procedures verify IP65 compliance in custom enclosures?
IP65 testing follows IEC 60529 standards with dust chamber testing for 8 hours minimum and water jet testing at 12.5 liters per minute from 6.3mm nozzles. Pressure decay testing supplements standard procedures by quantifying leak rates under controlled conditions. Thermal cycling validation confirms performance across operational temperature ranges.
How does sheet metal thickness affect gasket compression and sealing performance?
Thinner sheet metal deflects more under gasket compression loads, potentially creating uneven pressure distribution that compromises sealing effectiveness. Materials below 1.5mm thickness often require closer fastener spacing or reinforcement features to maintain adequate rigidity. Thicker materials provide better dimensional stability but increase material costs and forming loads.
What are the most cost-effective materials for IP65 sheet metal enclosures?
Aluminum 5052-H32 offers the best combination of cost, formability, and corrosion resistance for most IP65 applications. Cold rolled steel provides lower material cost but requires protective coatings and careful gasket material selection to prevent galvanic corrosion. Stainless steel grades justify premium pricing only when specific environmental conditions demand superior corrosion resistance.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece