Odlewanie magnezu pod ciśnieniem: Strategie odciążania komponentów samochodowych
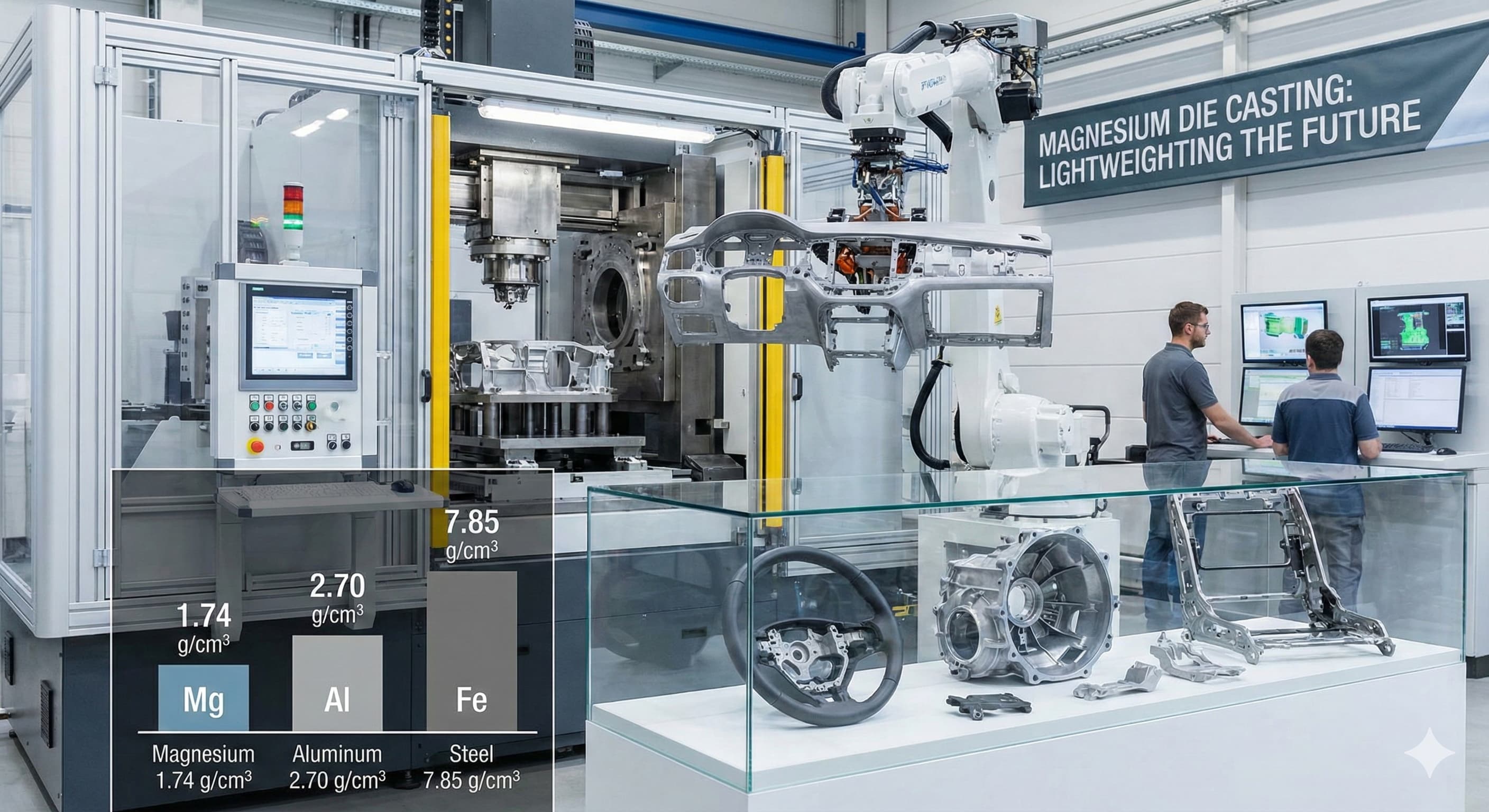
Producenci samochodów stoją przed bezprecedensowym wyzwaniem: zmniejszeniem masy pojazdu o 15-20% przy jednoczesnym zachowaniu integralności strukturalnej i efektywności kosztowej. Odlewanie magnezu pod ciśnieniem jawi się jako najbardziej realne rozwiązanie, oferując gęstość o 35% niższą niż aluminium i o 75% niższą niż stal, co czyni go najlżejszym metalem konstrukcyjnym dostępnym dla zastosowań motoryzacyjnych.
Kluczowe wnioski:
- Odlewanie magnezu pod ciśnieniem pozwala na redukcję masy o 25-40% w porównaniu z odpowiednikami aluminiowymi, przy zachowaniu porównywalnego stosunku wytrzymałości do masy
- Stopy AZ91D i AM60B dominują w zastosowaniach motoryzacyjnych, osiągając wytrzymałość na rozciąganie odpowiednio 240 MPa i 220 MPa
- Zaawansowane systemy wlewowe i kontrolowana krzepnięcie redukują porowatość do poniżej 2%, spełniając standardy jakości motoryzacyjnej
- Integracja ze strategiami modułowych form obniża koszty oprzyrządowania o 30-50% dla rodzin komponentów
Właściwości materiałów i dobór stopów do komponentów samochodowych
Wyjątkowa wytrzymałość właściwa magnezu czyni go niezbędnym w strategiach odciążania w motoryzacji. Gęstość 1,74 g/cm³ zapewnia natychmiastowe korzyści wagowe, ale dobór stopu determinuje charakterystyki wydajności krytyczne dla zastosowań motoryzacyjnych.
AZ91D pozostaje podstawowym stopem do odlewania magnezu pod ciśnieniem w motoryzacji, zawierającym 9% aluminium i 1% cynku. Ten skład zapewnia optymalną odlewalność z możliwością wypełniania form w sekcjach o grubości zaledwie 0,6 mm. Stop osiąga wytrzymałość na rozciąganie 230-240 MPa z wydłużeniem 2-3%, odpowiedni do paneli instrumentów, ram siedzeń i obudów przekładni.
AM60B oferuje doskonałą plastyczność z wydłużeniem 6-8%, co czyni go preferowanym do komponentów wrażliwych na uderzenia, takich jak armatury kierownicy i ramy drzwi. Zmniejszona zawartość aluminium (6%) poprawia odporność na uderzenia przy zachowaniu przyzwoitej wytrzymałości na rozciąganie 220 MPa.
| Właściwość | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Gęstość (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Wytrzymałość na rozciąganie (MPa) | 240 | 220 | 210 | 250 |
| Granica plastyczności (MPa) | 160 | 130 | 140 | 180 |
| Wydłużenie (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Temperatura robocza (°C) | 120 | 120 | 150 | 175 |
| Współczynnik kosztu | 1.0 | 1.1 | 1.4 | 1.8 |
Do zastosowań w podwyższonych temperaturach stopy AS41B i AE44 zawierają odpowiednio krzem i pierwiastki ziem rzadkich. AS41B zachowuje integralność strukturalną do 150°C, nadaje się do komponentów przylegających do silnika, podczas gdy AE44 działa niezawodnie do 175°C w przypadku obudów przekładni i misek olejowych.
Optymalizacja procesu odlewania ciśnieniowego w celu redukcji masy
Osiągnięcie optymalnego odciążenia wymaga precyzyjnej kontroli parametrów procesu odlewania ciśnieniowego. Optymalizacja grubości ścianek stanowi podstawową strategię redukcji masy, a nowoczesne techniki umożliwiają uzyskanie jednolitych ścianek o grubości zaledwie 0,8 mm w dużych komponentach samochodowych.
Odlewanie ciśnieniowe w zimnej komorze dominuje w motoryzacyjnych zastosowaniach magnezu ze względu na reaktywność metalu z urządzeniami w gorącej komorze. Prędkości wtrysku między 3-6 m/s zapewniają całkowite wypełnienie formy, minimalizując turbulencje, które powodują porowatość. Prędkości wlewowe muszą przekraczać 40 m/s, aby zapobiec przedwczesnemu krzepnięciu w cienkich sekcjach.
Kontrolowane krzepnięcie poprzez optymalne rozmieszczenie kanałów chłodzących zapobiega powstawaniu wad skurczowych, które zagrażają integralności strukturalnej. Utrzymanie jednolitości grubości ścianek w granicach ±0,2 mm zapewnia spójne właściwości mechaniczne w całym komponencie.
Temperatury form wymagają starannego zarządzania w zakresie 200-250°C dla stopów magnezu. Niższe temperatury powodują niepełne wypełnienie w cienkich sekcjach, podczas gdy nadmierne ciepło sprzyja lutowaniu formy i skraca żywotność narzędzia. Systemy zarządzania termicznego z zintegrowanymi obwodami grzewczymi i chłodzącymi utrzymują optymalne gradienty temperatury.
Zaawansowane systemy wlewowe do odciążania
Wyrafinowane konstrukcje wlewowe umożliwiają produkcję lekkich komponentów o złożonej geometrii. Wlewy wachlarzowe rozprowadzają przepływ materiału po szerokich, cienkich sekcjach, utrzymując jednocześnie warunki przepływu laminarnego. Grubość wlewu zazwyczaj waha się od 0,4 do 0,8 mm, czyli około 60-80% grubości przylegającej ścianki.
Systemy z wieloma wlewami okazują się niezbędne w przypadku dużych komponentów samochodowych, takich jak podłoża paneli instrumentów. Strategiczne rozmieszczenie wlewów zapewnia jednoczesne wypełnianie odległych sekcji, zapobiegając jednocześnie powstawaniu linii łączenia w obszarach o wysokim naprężeniu. Modelowanie dynamiki płynów optymalizuje lokalizacje wlewów, aby osiągnąć pełne wypełnienie przy minimalnych stratach materiału.
Strategie projektowania strukturalnego dla maksymalnej redukcji masy
Skuteczne odciążanie wykracza poza dobór materiału i obejmuje inteligentne projektowanie strukturalne. Doskonały stosunek sztywności do masy magnezu umożliwia konstrukcję cienkościenną ze strategicznymi żebrami wzmacniającymi, które utrzymują wydajność strukturalną.
Projektowanie żeber podlega określonym zasadom geometrycznym dla odlewania magnezu pod ciśnieniem. Grubość żebra nie powinna przekraczać 60% grubości przylegającej ścianki, aby zapobiec powstawaniu śladów zapadnięć i wewnętrznej porowatości. Kąty pochylenia 1-2° ułatwiają wyjmowanie, zachowując jednocześnie efektywność strukturalną. Rozstaw żeber 20-30 mm zapewnia optymalne zwiększenie sztywności bez pogarszania odlewalności.
Integracja pustych przekrojów stanowi zaawansowaną technikę odciążania. Utracone rdzenie solne lub zapadające się rdzenie metalowe tworzą wewnętrzne wnęki, które zmniejszają masę o 15-25% w porównaniu z przekrojami pełnymi. Materiały rdzeniowe muszą wytrzymywać temperatury odlewania 650-700°C, zapewniając jednocześnie stabilność wymiarową.
| Cecha konstrukcyjna | Redukcja wagi | Współczynnik złożoności | Wpływ na koszt oprzyrządowania |
|---|---|---|---|
| Optymalizacja grubości ścianki | 20-30% | Niski | +5-10% |
| Strategiczne ożebrowanie | 10-15% | Średni | +15-20% |
| Przekroje wydrążone | 15-25% | Wysoki | +30-50% |
| Optymalizacja topologii | 25-35% | Wysoki | +40-60% |
| Integracja wielofunkcyjna | 30-45% | Bardzo wysoki | +50-80% |
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj indywidualną wycenę w ciągu 24 godzin od Microns Hub.
Kontrola jakości i zapobieganie defektom
Zastosowania motoryzacyjne wymagają rygorystycznych standardów jakości z poziomem wad poniżej 100 PPM. Reaktywność magnezu z wilgocią i tlenem atmosferycznym wymaga specjalnych procedur postępowania, aby zapobiec wtrąceniom i porowatości gazowej.
Atmosfery ochronne wykorzystujące SF6 lub alternatywne gazy osłonowe zapobiegają utlenianiu podczas topienia i przetrzymywania. Stężenia SF6 0,2-0,5% w powietrzu zapewniają odpowiednią ochronę, minimalizując jednocześnie wpływ na środowisko. Alternatywne systemy wykorzystujące SO2 lub CO2 oferują korzyści środowiskowe przy porównywalnych poziomach ochrony.
Nieniszczące metody badań weryfikują jakość wewnętrzną bez niszczenia komponentów. Badanie rentgenowskie wykrywa poziomy porowatości przekraczające 2% objętości, podczas gdy badanie ultradźwiękowe identyfikuje wady podpowierzchniowe. Kryteria akceptacji zazwyczaj wymagają poziomów porowatości poniżej 2% bez pojedynczej pustki przekraczającej 2 mm średnicy.
Kontrola wymiarowa utrzymuje tolerancje krytyczne dla montażu samochodowego. Współczynnik rozszerzalności cieplnej magnezu wynoszący 26 μm/m·K wymaga środowisk pomiarowych o kontrolowanej temperaturze. Współrzędnościowe maszyny pomiarowe z kompensacją temperatury zapewniają dokładność w granicach ±0,05 mm dla krytycznych wymiarów.
Obróbka powierzchni i wykańczanie
Podatność magnezu na korozję wymaga ochronnych obróbek powierzchniowych do zastosowań motoryzacyjnych. Anodowanie zapewnia doskonałą ochronę przed korozją przy grubości powłoki 5-25 μm. Anodowanie typu III zapewnia doskonałą trwałość w zastosowaniach zewnętrznych.
Powłoki konwersyjne oferują ekonomiczną ochronę komponentów wewnętrznych. Obróbki chromianowe, choć wycofywane ze względu na obawy środowiskowe, zapewniają doskonałą przyczepność farby. Alternatywne systemy bezchromowe wykorzystujące chemię nadmanganianową lub fosforanową zapewniają porównywalną wydajność.
Analiza kosztów i względy ekonomiczne
Chociaż magnez ma wyższą cenę w porównaniu z aluminium, całkowite równanie kosztów obejmuje korzyści związane z przetwarzaniem i oszczędności na dalszych etapach. Koszty surowców dla AZ91D zazwyczaj wahają się od 3,20 do 3,80 EUR za kilogram, w porównaniu z 1,80 do 2,20 EUR dla aluminium A380.
Efektywność przetwarzania kompensuje koszty materiałowe poprzez skrócenie czasu cyklu. Niższe ciepło utajone topnienia magnezu umożliwia szybsze krzepnięcie, skracając czas cyklu o 15-25% w porównaniu z aluminium. Formy szybciej osiągają temperatury stanu ustalonego, poprawiając produktywność w produkcji wielkoseryjnej.
| Element kosztu | Magnez AZ91D | Aluminium A380 | Różnica |
|---|---|---|---|
| Koszt materiału (€/kg) | 3.50 | 2.00 | +75% |
| Koszt obróbki (€/kg) | 2.80 | 3.20 | -12.5% |
| Czas cyklu (sekundy) | 45 | 60 | -25% |
| Żywotność narzędzia (strzały) | 80,000 | 100,000 | -20% |
| Operacje wtórne | Minimalne | Umiarkowane | -30% |
| Całkowity koszt części | €8.50 | €9.20 | -7.6% |
Korzyści kosztowe na poziomie pojazdu uzasadniają premie materiałowe poprzez poprawę efektywności paliwowej i wydajności. Redukcja masy o 1 kg zazwyczaj oszczędza 15-25 EUR na kosztach paliwa w całym okresie eksploatacji pojazdu, umożliwiając jednocześnie zmniejszenie rozmiarów układu napędowego i poprawę właściwości jezdnych.
Integracja z systemami produkcyjnymi
Pomyślne wdrożenie odlewania magnezu pod ciśnieniem wymaga integracji z istniejącą infrastrukturą produkcyjną. Wielu dostawców motoryzacyjnych wykorzystuje usługi formowania wtryskowego obok odlewania ciśnieniowego, aby tworzyć hybrydowe rozwiązania komponentowe, które optymalizują zarówno masę, jak i funkcjonalność.
Systemy automatyzacji muszą uwzględniać unikalne wymagania dotyczące obsługi magnezu. Robotyczne ekstraktory wykorzystują specjalistyczne chwytaki zaprojektowane z myślą o właściwościach termicznych magnezu. Siły wyciągania pozostają minimalne ze względu na niższą rozszerzalność cieplną magnezu, co zmniejsza zużycie formy i poprawia jakość części.
Systemy zarządzania jakością integrują monitorowanie w czasie rzeczywistym ze statystyczną kontrolą procesu. Monitorowanie temperatury w wielu lokalizacjach formy zapobiega przegrzaniu, które powoduje lutowanie formy. Czujniki ciśnienia w układzie hydraulicznym wykrywają wahania wskazujące na zużycie formy lub dryf procesu.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasze zintegrowane podejście do naszych usług produkcyjnych oznacza, że każdy projekt odlewania magnezu pod ciśnieniem otrzymuje specjalistyczną uwagę i wiedzę techniczną wymaganą do zastosowań motoryzacyjnych.
Względy środowiskowe i zrównoważonego rozwoju
Odlewanie magnezu pod ciśnieniem wspiera cele zrównoważonego rozwoju przemysłu motoryzacyjnego na wiele sposobów. Redukcja masy o 35% w porównaniu z aluminium bezpośrednio przekłada się na zmniejszenie zużycia paliwa i niższą emisję CO2 w całym okresie eksploatacji pojazdu.
Podstawowe zapotrzebowanie energetyczne produkcji magnezu znacznie spadło dzięki nowoczesnym procesom elektrolitycznym zużywającym 35-40 MWh na tonę, w porównaniu z 45-50 MWh w przeszłości. Efektywność recyklingu zbliża się do 95%, a wtórny magnez wymaga tylko 5% energii produkcji pierwotnej.
Możliwość recyklingu po zakończeniu eksploatacji zapewnia zamknięte obiegi materiałowe. Komponenty magnezowe zachowują właściwości metalurgiczne podczas wielu cykli recyklingu, w przeciwieństwie do aluminium, które wymaga dodatku materiału pierwotnego, aby utrzymać charakterystykę wytrzymałościową.
Alternatywne technologie topienia
Indukcyjne systemy topienia poprawiają efektywność energetyczną, jednocześnie zmniejszając wpływ na środowisko. Indukcja o regulowanej częstotliwości zapewnia precyzyjną kontrolę temperatury z 85-90% efektywnością energetyczną w porównaniu z 60-70% dla pieców opalanych gazem. Zredukowane spalanie eliminuje bezpośrednią emisję CO2 w miejscu użytkowania.
Mieszanie elektromagnetyczne zapewnia jednorodny skład stopu, minimalizując jednocześnie powstawanie żużlu. Zmniejszone powstawanie tlenków zmniejsza straty materiału i eliminuje potrzebę stosowania agresywnych chemikaliów topnikowych. Zużycie topnika solnego spada o 60-80% w porównaniu z konwencjonalnymi systemami topienia.
Przyszłe kierunki rozwoju i zaawansowane zastosowania
Nowe stopy magnezu są ukierunkowane na konkretne zastosowania motoryzacyjne o ulepszonych parametrach wydajności. Stopy zawierające wapń, takie jak AXJ530, oferują lepszą odporność na pełzanie w zastosowaniach związanych z układem napędowym, podczas gdy dodatek litu w LAE442 zmniejsza gęstość do 1,35 g/cm³.
Technologia odlewania próżniowego eliminuje porowatość gazową w krytycznych zastosowaniach konstrukcyjnych. Ciśnienie w komorze poniżej 100 mbar zapobiega uwięzieniu gazu podczas wypełniania, umożliwiając odlewy cienkościenne z dokładnością zbliżoną do kształtu netto. Systemy próżniowe integrują się z istniejącymi maszynami z zimną komorą poprzez modyfikacje modernizacyjne.
Techniki przetwarzania w stanie półstałym, takie jak thixomolding, łączą zalety odlewania ciśnieniowego z możliwościami zbliżonymi do kształtu netto. Częściowo zestalony magnez wykazuje nienewtonowskie zachowanie przepływu, wypełniając złożone geometrie przy minimalnych turbulencjach. Temperatury procesu o 50-80°C niższe niż w konwencjonalnym odlewaniu ciśnieniowym zmniejszają zużycie formy i wydłużają żywotność narzędzia.
| Technologia | Obecny status | Potencjał redukcji wagi | Oś czasu |
|---|---|---|---|
| Odlewanie próżniowe | Komercyjne | 5-10% dodatkowo | Dostępne |
| Przetwarzanie półstałe | Rozwój | 10-15% dodatkowo | 2-3 lata |
| Hybrydowe komponenty Mg-Al | Pilot | 15-25% vs całość Al | 3-5 lat |
| Wytwarzanie przyrostowe | Badania | 30-50% zoptymalizowane | 5-7 lat |
Najczęściej zadawane pytania
Jakie są typowe tolerancje osiągalne przy odlewaniu magnezu pod ciśnieniem dla komponentów samochodowych?
Odlewanie magnezu pod ciśnieniem osiąga tolerancje wymiarowe ±0,08-0,15 mm dla elementów o długości do 100 mm, z możliwością uzyskania węższych tolerancji ±0,05 mm dla krytycznych wymiarów poprzez obróbkę wtórną. Wykończenie powierzchni zazwyczaj waha się od 1,6 do 3,2 μm Ra po odlaniu.
Jak odlewanie magnezu pod ciśnieniem wypada w porównaniu z aluminium pod względem odporności na korozję?
Nietraktowany magnez wykazuje niższą odporność na korozję niż aluminium, wymagając powłok ochronnych do zastosowań motoryzacyjnych. Przy odpowiednim anodowaniu lub obróbce powłokami konwersyjnymi komponenty magnezowe uzyskują ochronę przed korozją klasy motoryzacyjnej, spełniającą wymagania testu w mgle solnej przez 1000 godzin.
Jakie są względy bezpieczeństwa pożarowego podczas pracy z odlewami magnezowymi pod ciśnieniem?
Temperatura zapłonu magnezu wynosząca 650°C jest wyższa niż typowe temperatury odlewania ciśnieniowego wynoszące 620-680°C, co minimalizuje ryzyko pożaru podczas normalnej pracy. Procedury awaryjne wymagają gaśnic klasy D specjalnie zaprojektowanych do pożarów metali. Systemy na bazie wody są surowo zabronione, ponieważ intensyfikują pożary magnezu.
Czy odlewy magnezowe można spawać lub łączyć z innymi materiałami samochodowymi?
Komponenty magnezowe łączy się z innymi materiałami za pomocą mocowania mechanicznego, klejenia lub specjalistycznych technik spawania. Spawanie tarciowe z przemieszaniem umożliwia łączenie z komponentami aluminiowymi, podczas gdy kleje konstrukcyjne o klasie motoryzacyjnej zapewniają trwałe połączenia. Tradycyjne spawanie łukowe wymaga osłony gazu obojętnego i materiałów wypełniających z magnezu.
Jakie minimalne grubości ścianek można osiągnąć w motoryzacyjnym odlewaniu magnezu pod ciśnieniem?
Minimalna grubość ścianki zależy od wielkości komponentu i doboru stopu. Małe komponenty osiągają ściany o grubości 0,6 mm w sposób ciągły, podczas gdy większe części samochodowe, takie jak panele instrumentów, utrzymują grubość 0,8-1,0 mm. Jednolita zmienność grubości ścianki w granicach ±0,2 mm zapewnia spójne właściwości mechaniczne.
Jak względy recyklingu wpływają na projektowanie komponentów do odlewania magnezu pod ciśnieniem?
Projektowanie z myślą o recyklingu wymaga minimalizacji wkładów z różnych materiałów i zapewnienia czystego oddzielenia po zakończeniu eksploatacji. Magnez zachowuje właściwości podczas wielu cykli recyklingu, ale zanieczyszczenie od stalowych łączników lub wkładów aluminiowych wpływa na jakość stopu. Konstrukcje zatrzaskowe eliminują trwałe łączniki, zachowując jednocześnie integralność montażu.
Jakie są typowe czasy realizacji i koszty oprzyrządowania dla narzędzi do odlewania magnezu pod ciśnieniem w motoryzacji?
Wykonanie narzędzi wymaga 12-16 tygodni w przypadku złożonych komponentów samochodowych, a koszty wahają się od 85 000 do 250 000 EUR w zależności od złożoności komponentu i liczby gniazd. Stal narzędziowa H13 zapewnia optymalną równowagę przewodności cieplnej i odporności na zużycie w zastosowaniach magnezowych, z oczekiwaną żywotnością narzędzia wynoszącą 80 000-120 000 wtrysków.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece