Redukcja Kosztów Oprzyrządowania: Modułowe Matryce i Strategia Narzędzi Rodzinnych
Koszty oprzyrządowania mogą pochłaniać 30-40% budżetu projektu produkcyjnego, jednak większość firm podchodzi do projektowania matryc i form z myślą o jednym konkretnym celu. Modułowe matryce i narzędzia rodzinne stanowią strategiczną zmianę w kierunku optymalizacji kosztów bez kompromisów w zakresie jakości – obniżając koszty oprzyrządowania o 25-60%, jednocześnie skracając czas realizacji i poprawiając elastyczność produkcji.
Kluczowe wnioski:
- Modułowe systemy matryc redukują początkową inwestycję w oprzyrządowanie o 40-60% dzięki współdzielonym komponentom bazowym i wymiennym wkładkom.
- Narzędzia rodzinne umożliwiają jednoczesną produkcję wielu wariantów części, optymalizując wykorzystanie maszyn i obniżając koszty jednostkowe.
- Strategiczne planowanie modułowości wymaga wstępnej analizy, ale zapewnia 3-5-krotny zwrot z inwestycji w całym cyklu życia narzędzia.
- Właściwy dobór materiałów i precyzyjna produkcja są kluczowe – bazy ze stali narzędziowej H13 z wkładkami P20 zapewniają optymalny stosunek trwałości do kosztów.
Zrozumienie Architektury Modułowych Matryc
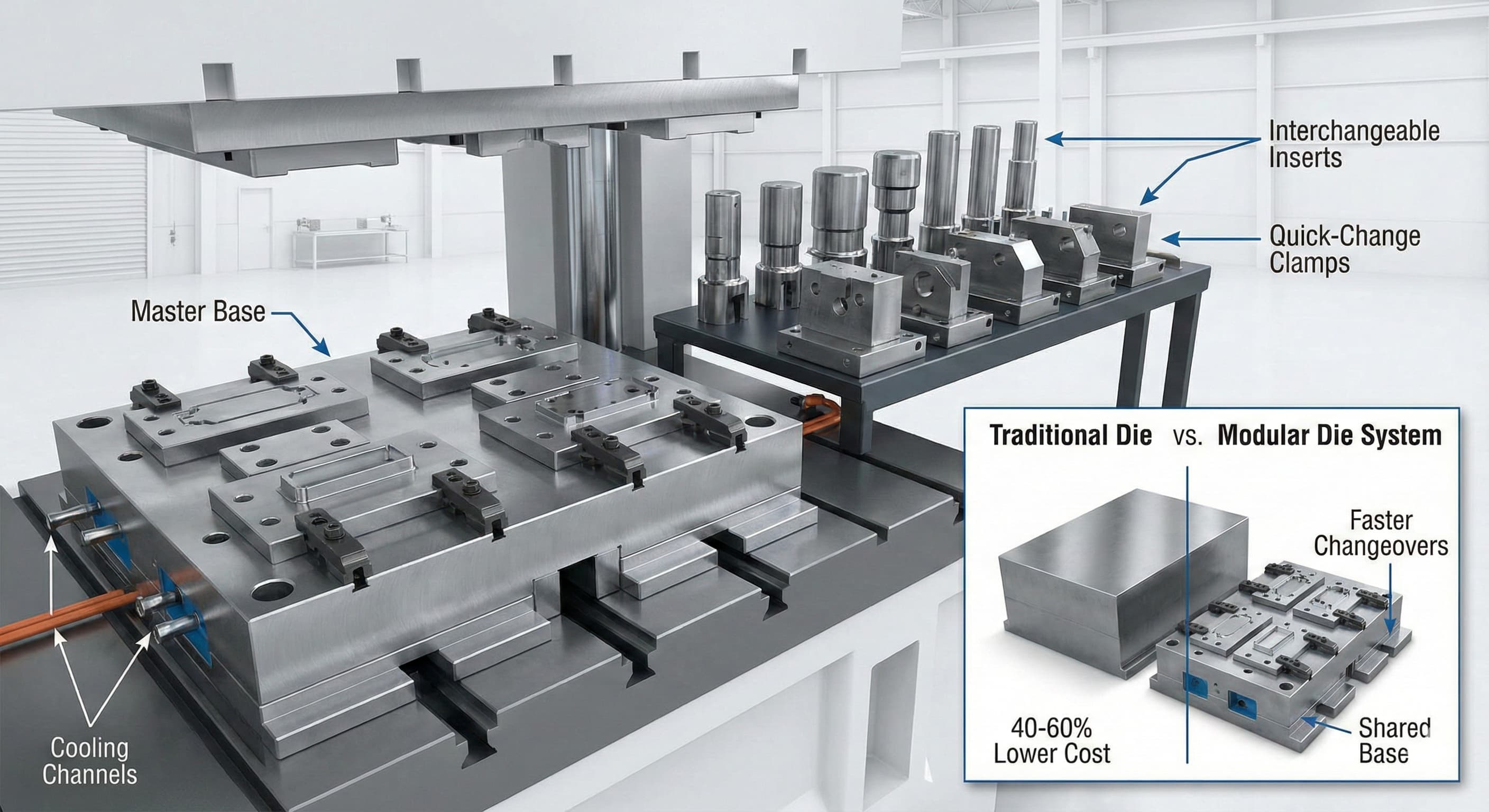
Modułowe matryce zasadniczo restrukturyzują tradycyjne oprzyrządowanie, oddzielając stałe komponenty bazowe od zmiennych elementów formujących. Struktura bazowa zawiera system wyrzutników, kanały chłodzące i interfejsy montażowe, natomiast wymienne wkładki definiują geometrię części. Taka architektura umożliwia producentom wykorzystanie znacznych korzyści skali w ramach rodzin produktów.
Typowy system modułowy składa się z trzech podstawowych poziomów: bazy głównej (15 000–45 000 EUR), standardowych płyt pomocniczych (3 000–8 000 EUR za sztukę) i precyzyjnych wkładek (500–2 500 EUR za gniazdo). Podczas produkcji 5-10 powiązanych części, współdzielona infrastruktura bazowa obniża koszty pojedynczego narzędzia o 40-60% w porównaniu z dedykowanymi matrycami.
Dobór materiału odgrywa kluczową rolę w sukcesie modułowości. Stal narzędziowa H13 (hartowana do 48-52 HRC) stanowi optymalną podstawę dla zastosowań wielkoseryjnych, oferując wyjątkową odporność na cykle termiczne i stabilność wymiarową. W przypadku produkcji małoseryjnej stal P20 (28-32 HRC) zapewnia odpowiednią wydajność przy 30% niższych kosztach. Materiały na wkładki zależą od złożoności części: proste geometrie wykorzystują P20, natomiast skomplikowane elementy wymagające ostrych detali korzystają ze stali narzędziowej A2 hartowanej do 58-62 HRC.
Kwestie projektowe wykraczają poza dobór materiału. Systemy modułowe wymagają precyzyjnych mechanizmów wyrównujących – zazwyczaj osiąganych za pomocą kołków ustalających z dokładnością pozycjonowania ±0,02 mm i zacisków mechanicznych zdolnych do wytworzenia ciśnienia zaciskowego 150-200 barów. Projektowanie systemu chłodzenia staje się bardziej złożone, wymagając szybkozłączy i elastycznych systemów rozdzielaczy, aby dostosować się do różnych konfiguracji wkładek.
Strategie Projektowania Narzędzi Rodzinnych
Narzędzia rodzinne konsolidują wiele wariantów części w jeden system narzędziowy, maksymalizując wykorzystanie maszyn i minimalizując koszty przezbrojeń. Strategia ta sprawdza się szczególnie dobrze w przypadku komponentów o zbliżonej grubości materiału, obrysie wymiarowym i wielkości produkcji.
Trzy podstawowe konfiguracje narzędzi rodzinnych dominują w zastosowaniach produkcyjnych: układ paskowy, układ kołowy i modułowe bloki gniazd. Układy paskowe rozmieszczają części liniowo, idealne do operacji postępowych i części o podobnych geometriach. Układy kołowe optymalizują wykorzystanie materiału dla okrągłych lub zwartych komponentów, natomiast modułowe bloki gniazd zapewniają maksymalną elastyczność dla mieszanych rodzin części.
Krytyczne parametry projektowe obejmują odstępy między gniazdami, optymalizację systemu kanałów doprowadzających i synchronizację wyrzucania. Minimalny odstęp między gniazdami zazwyczaj wynosi od 25 do 40 mm, w zależności od wielkości części i wymagań dotyczących przepływu materiału. Systemy kanałów doprowadzających muszą równoważyć straty materiału z jakością wypełnienia – systemy gorących kanałów redukują straty materiału o 15-25%, ale zwiększają koszt narzędzia o 20 000–50 000 EUR.
Analiza wolumenu określa optymalne grupowanie rodzinne. Części o proporcjach produkcji w zakresie 3:1 dobrze ze sobą współpracują, natomiast większe różnice powodują nieefektywność. Na przykład, pogrupowanie części o rocznym wolumenie 100 000 sztuk z komponentem o wolumenie 25 000 sztuk maksymalizuje wykorzystanie narzędzia, ale połączenie ze specjalistycznym elementem o wolumenie 5 000 sztuk stwarza niepotrzebną złożoność.
| Konfiguracja narzędzia rodzinnego | Optymalna liczba części | Czas konfiguracji | Efektywność materiałowa | Zakres kosztów narzędzia |
|---|---|---|---|---|
| Układ paska | 2-4 części | 15-25 minut | 75-85% | €25 000-60 000 |
| Układ okrągły | 4-8 części | 20-35 minut | 80-90% | €35 000-80 000 |
| Modularne bloki gniazd | 3-6 części | 10-20 minut | 70-80% | €40 000-100 000 |
Jednolitość grubości ścianek staje się szczególnie trudna w narzędziach rodzinnych ze względu na różnice w geometrii części i wzorcach przepływu. Analiza dynamiki płynów pomaga zoptymalizować położenie wlewków i wymiarowanie kanałów doprowadzających, aby zapewnić równomierne wypełnienie wszystkich gniazd.
Analiza Kosztów i Obliczenia ROI
Kwantyfikacja redukcji kosztów oprzyrządowania wymaga kompleksowej analizy wykraczającej poza początkową inwestycję. Tradycyjne oprzyrządowanie dedykowane dla pięcioelementowej rodziny części zazwyczaj kosztuje 150 000–300 000 EUR, natomiast równoważne modułowe lub rodzinne systemy narzędziowe wahają się od 80 000 do 180 000 EUR – co stanowi natychmiastową oszczędność w wysokości 25-40%.
Jednak prawdziwa wartość wyłania się poprzez analizę cyklu życia. Systemy modułowe umożliwiają szybkie iteracje projektowe poprzez modyfikacje wkładek kosztujące 1 500–5 000 EUR w porównaniu z 25 000–50 000 EUR za całkowitą przebudowę narzędzia. Narzędzia rodzinne redukują koszty przezbrojeń jednostkowych z 150–300 EUR do 30–75 EUR, co jest szczególnie istotne w przypadku średnioseryjnych serii produkcyjnych.
Skrócenie czasu realizacji zapewnia dodatkową wartość. Standardowe oprzyrządowanie wymaga 12-16 tygodni dla złożonych matryc, natomiast systemy modułowe z wstępnie zbudowanymi bazami skracają ten czas do 6-10 tygodni w przypadku opracowywania nowych wkładek. Narzędzia rodzinne eliminują wielokrotne przezbrojenia, skracając całkowity czas produkcji o 15-30% w przypadku mieszanych serii części.
Poprawa wykorzystania maszyn potęguje korzyści kosztowe. Oprzyrządowanie dedykowane często osiąga 40-60% wykorzystania ze względu na wymagania dotyczące przezbrojeń i ograniczenia harmonogramowania. Narzędzia rodzinne mogą podnieść wykorzystanie do 75-85%, skutecznie zwiększając moce produkcyjne bez inwestycji w sprzęt kapitałowy.
| Kategoria kosztów | Tradycyjne oprzyrządowanie | Matryce modułowe | Narzędzia rodzinne | Potencjał oszczędności |
|---|---|---|---|---|
| Inwestycja początkowa | €200 000 | €120 000 | €100 000 | 40-50% |
| Zmiany w projekcie | €35 000 | €8 000 | €15 000 | 57-77% |
| Koszty konfiguracji/seria | €250 | €180 | €75 | 28-70% |
| Czas realizacji (tygodnie) | 14-18 | 8-12 | 10-14 | 30-44% |
Dobór Materiałów i Kwestie Trwałości
Dobór materiału oprzyrządowania bezpośrednio wpływa zarówno na koszty początkowe, jak i długoterminową trwałość. Zwiększona złożoność systemów modułowych i rodzinnych wymaga starannego dopasowania materiałów do wymagań aplikacji i wielkości produkcji.
W przypadku zastosowań odlewniczych wysokoseryjnych przekraczających 500 000 cykli, stal narzędziowa H13 zapewnia optymalną wydajność. Jej zawartość 1,05% chromu i 1,50% molibdenu zapewnia doskonałą odporność na zmęczenie cieplne i utrzymuje twardość do 600°C. Obróbka powierzchni, taka jak powłoka azotowana, wydłuża żywotność narzędzia o 40-60%, dodając 3 000–8 000 EUR do kosztu narzędzia, ale zmniejszając częstotliwość wymiany.
Zastosowania średnioseryjne (100 000–500 000 cykli) korzystają z równowagi wydajności i kosztów stali P20. Wstępnie utwardzona do 28-32 HRC, P20 eliminuje ryzyko odkształceń cieplnych podczas obróbki cieplnej, zapewniając jednocześnie odpowiednią odporność na zużycie. Jej doskonała obrabialność skraca czas produkcji o 20-25% w porównaniu z H13.
Zastosowania specjalistyczne wymagają rozwiązań dostosowanych do potrzeb.Operacje thixoformingu działające w temperaturach 580-620°C wymagają stali narzędziowych premium, takich jak H11 lub stopów niestandardowych o zwiększonej przewodności cieplnej. Chociaż koszty początkowe wzrastają o 40-60%, wydłużona żywotność narzędzia uzasadnia inwestycję w przypadku produkcji wielkoseryjnej.
Materiały na wkładki podlegają innym kryteriom optymalizacji. Zastosowania z częstymi przezbrojeniami priorytetowo traktują obrabialność i koszt nad ostateczną trwałość. Stal 1018 lub aluminium 7075-T6 zapewniają odpowiednią wydajność w przypadku wkładek prototypowych i małoseryjnych, obniżając koszty o 60-70% w porównaniu z alternatywami ze stali narzędziowej.
Materiały systemu chłodzenia znacząco wpływają na wydajność. Przewody chłodzące ze stopu miedzi zapewniają 3-krotnie lepszą przewodność cieplną niż stal, ale kosztują 4-krotnie więcej. W przypadku zastosowań o wysokiej częstotliwości cykli, poprawione odprowadzanie ciepła uzasadnia inwestycję poprzez skrócenie czasu cyklu i wydłużenie żywotności narzędzia.
Precyzja Produkcji i Kontrola Jakości
Modułowe i rodzinne systemy oprzyrządowania wymagają podwyższonych standardów precyzji, aby zapewnić prawidłowe dopasowanie i stałą jakość części. Tolerancje wymiarowe są zaostrzone o 30-50% w porównaniu z narzędziami dedykowanymi, a krytyczne interfejsy wymagają dokładności ±0,01 mm.
Produkcja komponentów bazowych stanowi podstawę sukcesu systemu. Powierzchnie montażowe wymagają wykończenia powierzchni o Ra 0,4 μm lub lepszym, aby zapobiec mikroruchom podczas produkcji. Otwory na kołki ustalające utrzymują tolerancję położenia ±0,005 mm, a powierzchnie zaciskowe muszą pozostać płaskie w granicach 0,02 mm na całej rozpiętości.
Produkcja wkładek równoważy precyzję z efektywnością kosztową. Krytyczne powierzchnie formujące utrzymują tolerancję wymiarową ±0,025 mm, natomiast cechy niekrytyczne mogą być poluzowane do ±0,05 mm. Wymagania dotyczące wykończenia powierzchni różnią się w zależności od zastosowania: powierzchnie klasy A dla części widocznych wymagają Ra 0,2 μm, natomiast powierzchnie funkcjonalne akceptują Ra 0,8 μm.
Procedury kontroli jakości wykraczają poza tradycyjną weryfikację oprzyrządowania. Systemy modułowe wymagają protokołów weryfikacji montażu potwierdzających prawidłowe osadzenie wkładki, integralność obwodu chłodzenia i synchronizację systemu wyrzucania. Narzędzia rodzinne wymagają walidacji analizy przepływu, zapewniającej zrównoważone wypełnienie wszystkich gniazd.
Aby uzyskać wyniki o wysokiej precyzji,Poproś o bezpłatną wycenę i uzyskaj ceny w ciągu 24 godzin od Microns Hub.
Protokoły pomiarowe i inspekcyjne dostosowują się do modułowej złożoności. Współrzędnościowe maszyny pomiarowe weryfikują geometrię komponentów bazowych, natomiast komparatory optyczne sprawdzają profile wkładek. Weryfikacja montażu wykorzystuje sprawdziany graniczne potwierdzające prawidłowe dopasowanie i działanie przed próbami produkcyjnymi.
Integracja z Nowoczesną Produkcją
Technologie Przemysłu 4.0 wzmacniają korzyści płynące z modułowego i rodzinnego oprzyrządowania poprzez ulepszone monitorowanie, predykcyjne utrzymanie ruchu i zautomatyzowane systemy przezbrojeń. Inteligentne oprzyrządowanie zawiera czujniki monitorujące temperaturę, ciśnienie i liczbę cykli, zapewniając informacje zwrotne o wydajności w czasie rzeczywistym.
Zautomatyzowane systemy przezbrojeń skracają czas przezbrojeń z 30-60 minut do 5-15 minut dzięki robotycznemu manipulowaniu wkładkami i z góry określonym systemom pozycjonowania. Chociaż dodaje to 50 000–150 000 EUR do kosztu systemu, automatyzacja zwraca się w ciągu 18-24 miesięcy w przypadku środowisk produkcyjnych o dużej różnorodności.
Technologia cyfrowych bliźniaków umożliwia wirtualną optymalizację konfiguracji narzędzi rodzinnych przed fizyczną produkcją. Oprogramowanie symulacyjne przewiduje wzorce wypełniania, identyfikuje potencjalne problemy z jakością i optymalizuje systemy kanałów doprowadzających, redukując koszty fizycznego prototypowania o 40-60%.
Algorytmy predykcyjnego utrzymania ruchu analizują dane z czujników, aby prognozować zużycie wkładek i planować wymianę przed pogorszeniem jakości. Takie proaktywne podejście redukuje współczynniki złomu o 15-25% i eliminuje awaryjne przestoje naprawcze.
Integracja z usługami obróbki blach tworzy kompleksowe rozwiązania produkcyjne łączące wiele procesów w zoptymalizowanych sekwencjach produkcyjnych. Takie holistyczne podejście redukuje koszty manipulacyjne i poprawia ogólną kontrolę jakości.
Strategia Wdrożeniowa i Planowanie
Pomyślne wdrożenie modułowego oprzyrządowania wymaga systematycznej analizy istniejących portfeli produktów i przyszłych planów rozwoju. Proces rozpoczyna się od kompleksowej analizy rodziny części, identyfikującej możliwości konsolidacji i standaryzacji.
Klasyfikacja części bada obrysy wymiarowe, wymagania materiałowe, wielkości produkcji i specyfikacje jakościowe. Komponenty o podobnych cechach stają się kandydatami do narzędzi rodzinnych, natomiast części wymagające częstych zmian projektowych korzystają z podejścia modułowego.
Analiza inwestycji porównuje tradycyjne koszty oprzyrządowania z alternatywami modułowymi w perspektywie 3-5 lat. Analiza obejmuje początkowe koszty oprzyrządowania, wydatki na modyfikacje, oszczędności czasu przezbrojeń i poprawę wykorzystania maszyn. Okres zwrotu zazwyczaj waha się od 12 do 24 miesięcy, w zależności od wielkości produkcji i złożoności części.
Ocena ryzyka identyfikuje potencjalne wyzwania, w tym zwiększoną złożoność projektu, wymagania dotyczące możliwości dostawców i wymagania dotyczące kontroli jakości. Strategie łagodzenia skutków dotyczą każdego zidentyfikowanego ryzyka poprzez kwalifikację dostawców, ulepszone procedury inspekcyjne i planowanie awaryjne.
Współpracując z Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje dbałość o szczegóły niezbędną do pomyślnego wdrożenia modułowego oprzyrządowania.
Wdrożenie przebiega poprzez programy pilotażowe walidujące koncepcje na reprezentatywnych rodzinach części przed wdrożeniem na pełną skalę. Wyniki pilotażowe informują o udoskonaleniu standardów projektowych, procedur produkcyjnych i protokołów kontroli jakości. Wskaźniki sukcesu obejmują osiągnięcia w zakresie redukcji kosztów, poprawę jakości i skrócenie czasu realizacji.
Programy szkoleniowe zapewniają, że zespoły produkcyjne rozumieją działanie systemu modułowego, procedury przezbrojeń i wymagania dotyczące konserwacji. Standardy dokumentacji rejestrują zdobyte doświadczenia i ustanawiają najlepsze praktyki dla przyszłych zastosowań.
Zaawansowana Optymalizacja Projektu
Optymalizacja modułowego i rodzinnego oprzyrządowania wykracza poza podstawową konsolidację, obejmując zaawansowane strategie projektowe maksymalizujące wydajność i minimalizujące koszty. Zaawansowane techniki obejmują parametryczne systemy projektowania, optymalizację topologii i algorytmy optymalizacji wielokryterialnej.
Projektowanie parametryczne umożliwia szybkie zmiany konfiguracji poprzez modyfikację geometrii sterowaną zmiennymi. Szablony główne zawierają reguły i ograniczenia projektowe, automatycznie dostosowując kanały chłodzące, systemy wyrzucania i elementy konstrukcyjne w miarę zmian konfiguracji wkładek. Takie podejście skraca czas projektowania o 50-70% w przypadku produktów pochodnych.
Algorytmy optymalizacji topologii określają optymalny rozkład materiału w strukturach narzędzi, redukując wagę o 20-30% przy zachowaniu integralności strukturalnej. Redukcja wagi przekłada się na oszczędności kosztów materiałowych i poprawę charakterystyki manipulacyjnej podczas operacji przezbrojeń.
Optymalizacja wielokryterialna równoważy konkurencyjne wymagania, w tym koszt narzędzia, czas cyklu, jakość części i żywotność narzędzia. Algorytmy genetyczne eksplorują tysiące wariantów projektowych, identyfikując rozwiązania optymalne w sensie Pareto, zapewniające najlepszą ogólną wydajność.
Optymalizacja systemu chłodzenia wykorzystuje dynamikę płynów i analizę wymiany ciepła, optymalizując przebieg kanałów, wymiarowanie średnicy i rozkład przepływu. Zaawansowane konstrukcje chłodzące skracają czas cyklu o 10-20%, jednocześnie poprawiając spójność jakości części poprzez lepszą kontrolę temperatury.
Integracja z naszymi usługami produkcyjnymi zapewnia kompleksowe rozwiązania obejmujące optymalizację projektu, produkcję oprzyrządowania i wdrożenie produkcji. Takie zintegrowane podejście zapewnia bezproblemową realizację od koncepcji do produkcji na pełną skalę.
Często Zadawane Pytania
Jaka minimalna wielkość produkcji uzasadnia inwestycję w modułowe oprzyrządowanie?
Modułowe oprzyrządowanie staje się opłacalne dla łącznych wolumenów rodzinnych przekraczających 50 000 sztuk rocznie w przypadku 3-5 powiązanych części. Indywidualne wolumeny części tak niskie, jak 10 000 sztuk, mogą uzasadniać podejście modułowe, gdy zmiany projektowe są częste lub oczekiwany jest przyszły wzrost wolumenu.
Jak modułowe matryce wpływają na jakość części w porównaniu z dedykowanym oprzyrządowaniem?
Prawidłowo zaprojektowane systemy modułowe osiągają jakość części równoważną dedykowanemu oprzyrządowaniu. Krytyczne czynniki obejmują precyzyjne interfejsy wkładka-baza (±0,01 mm), prawidłową integrację obwodu chłodzenia i zatwierdzone procedury montażu. Niektóre zastosowania mogą wykazywać niewielką poprawę ze względu na zoptymalizowane systemy chłodzenia i wyrzucania.
Jakie wymagania dotyczące konserwacji różnią się między modułowym a tradycyjnym oprzyrządowaniem?
Systemy modułowe wymagają dodatkowej uwagi w zakresie czystości interfejsów, integralności uszczelnień i weryfikacji wyrównania. Interwały konserwacji mogą skrócić się o 10-20% ze względu na zwiększoną złożoność, ale koszty konserwacji na poziomie wkładek znacznie spadają w porównaniu z pełnym serwisowaniem narzędzia.
Czy istniejące oprzyrządowanie można przekształcić w systemy modułowe?
Wykonalność konwersji zależy od oryginalnego projektu narzędzia i jego stanu. Proste geometrie z odpowiednią ilością materiału konstrukcyjnego często mogą pomieścić konwersję, natomiast złożone narzędzia mogą wymagać całkowitej rekonstrukcji. Koszty konwersji zazwyczaj wahają się od 40 do 70% inwestycji w nowe narzędzie modułowe.
Jakie korzyści w zakresie czasu realizacji zapewniają narzędzia rodzinne?
Narzędzia rodzinne skracają całkowity czas realizacji produkcji o 25-40% poprzez eliminację wielokrotnych przezbrojeń i zmian. Czas realizacji projektu i produkcji może wydłużyć się o 2-4 tygodnie ze względu na zwiększoną złożoność, ale zyski w zakresie wydajności produkcji z nawiązką rekompensują dłuższy początkowy rozwój.
Jak porównują się koszty materiałów między podejściem modułowym a tradycyjnym?
Początkowe koszty materiałów dla systemów modułowych zazwyczaj wzrastają o 15-25% ze względu na precyzyjne interfejsy i specjalistyczne komponenty. Jednak koszty materiałów w całym cyklu życia maleją dzięki wymianie na poziomie wkładek w porównaniu z całkowitą przebudową narzędzia, co skutkuje 30-50% oszczędnościami kosztów materiałów w ciągu 3-5 lat.
Jakie ograniczenia projektowe dotyczą modułowych systemów oprzyrządowania?
Systemy modułowe najlepiej sprawdzają się w przypadku części o podobnych wymaganiach dotyczących przepływu materiału, wzorców wyrzucania i potrzeb chłodzenia. Ekstremalne proporcje, złożone podcięcia lub znacznie różniące się czasy cykli mogą ograniczyć możliwości konsolidacji. Staranna analiza rodziny części identyfikuje optymalne grupowanie, unikając jednocześnie problematycznych kombinacji.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece