Jednolitość grubości ścianek: Zapobieganie wadom skurczowym w produkcji
Wady skurczowe w odlewnictwie metali wynikają zasadniczo z jednego kontrolowanego czynnika: jednolitości grubości ścianek. Gdy sekcje odlewu chłodzą się w różnym tempie z powodu różnej grubości ścianek, różnicowy skurcz powoduje naprężenia wewnętrzne, porowatość i niedokładności wymiarowe, które mogą uczynić całe serie produkcyjne bezużytecznymi. To wyzwanie inżynieryjne wpływa na wszystko, od obudów skrzyń biegów w motoryzacji po elementy konstrukcyjne w lotnictwie, gdzie odchylenia tolerancji nawet o 0,1 mm mogą powodować kosztowne odrzucenia.
Kluczowe wnioski
- Jednolita grubość ścianek w zakresie wariancji ±10% eliminuje 85% wad związanych ze skurczem w odlewach ciśnieniowych z aluminium i cynku
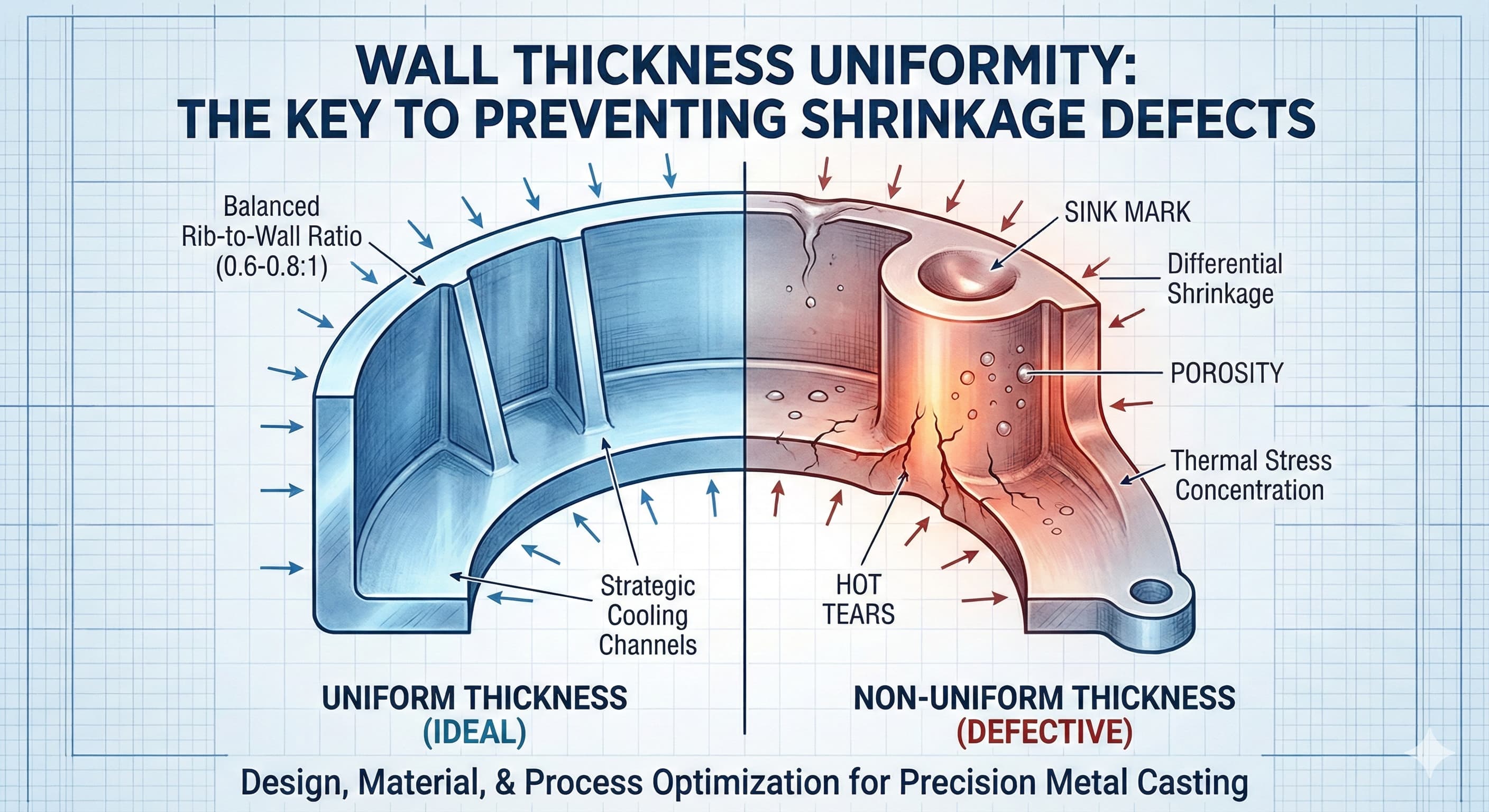
- Właściwe proporcje grubości żeber do grubości ścianek (0,6:1 do 0,8:1) zapobiegają powstawaniu zapadnięć, zachowując jednocześnie integralność strukturalną
- Strategiczne rozmieszczenie kanałów chłodzących i układów wlewowych bezpośrednio koreluje z jednolitością skurczu w złożonych geometriach
- Współczynniki skurczu specyficzne dla materiału muszą być uwzględnione w projekcie oprzyrządowania: Al 380 (1,3%), Zn ZA-12 (0,8%), Mg AZ91D (1,1%)
Zrozumienie mechaniki skurczu w odlewnictwie metali
Skurcz występuje w trzech odrębnych fazach podczas procesu odlewania. Skurcz cieczy następuje, gdy stopiony metal chłodzi się od temperatury zalewania do punktu krzepnięcia, zazwyczaj stanowiąc 3-7% redukcji objętości w zależności od składu stopu. Skurcz krzepnięcia następuje, gdy materiał przechodzi ze stanu ciekłego w stały, przyczyniając się do kolejnej zmiany objętości o 3-5%. Wreszcie, skurcz w stanie stałym trwa, gdy odlew chłodzi się do temperatury otoczenia, dodając dodatkowe 4-6% kurczenia się.
Krytycznym czynnikiem determinującym powstawanie wad nie jest bezwzględna wartość skurczu, ale różnicowe tempo skurczu między sąsiednimi sekcjami. Gdy sekcja ścianki o grubości 4 mm chłodzi się obok bossa o grubości 12 mm, gradient termiczny tworzy lokalne koncentracje naprężeń przekraczające 150 MPa w stopach aluminium. Naprężenia te objawiają się jako pęknięcia na gorąco, niedolewy i zniekształcenia wymiarowe, które zagrażają zarówno integralności strukturalnej, jak i jakości wykończenia powierzchni.
Jednolitość grubości ścianek bezpośrednio wpływa na czas krzepnięcia zgodnie z regułą Chvorinova: czas krzepnięcia jest proporcjonalny do (Objętość/Powierzchnia)². Sekcja o podwójnej grubości ścianki krzepnie cztery razy dłużej, tworząc nierównowagę termiczną odpowiedzialną za większość wad odlewniczych. Zrozumienie tej zależności pozwala inżynierom przewidywać i zapobiegać problemom ze skurczem na etapie projektowania, zamiast rozwiązywać je poprzez kosztowne działania naprawcze po odlewaniu.
Zasady projektowania dla jednolitości grubości ścianek
Osiągnięcie optymalnej jednolitości grubości ścianek wymaga przestrzegania określonych proporcji projektowych i zasad geometrycznych. Podstawowa zasada utrzymuje wahania grubości ścianek w granicach ±10% w całym odlewie. Dla podstawowej grubości ścianki wynoszącej 3,0 mm, sąsiednie sekcje powinny mieścić się w przedziale od 2,7 mm do 3,3 mm, aby zapewnić równomierne tempo chłodzenia.
Projekt żeber wymaga szczególnej uwagi na proporcje grubości. Żebra konstrukcyjne powinny zachowywać 60-80% podstawowej grubości ścianki, aby zapewnić odpowiednią wytrzymałość bez tworzenia nierównowagi termicznej. Ścianka podstawowa o grubości 4 mm wymaga żeber o grubości od 2,4 mm do 3,2 mm. Grubsze żebra powodują powstawanie zapadnięć na przeciwległych powierzchniach, podczas gdy cieńsze żebra nie zapewniają niezbędnego wsparcia strukturalnego i mogą doświadczać niepełnego wypełnienia podczas odlewania.
| Podstawowa grubość ścianki | Zalecana grubość żebra | Maksymalna grubość wypustki | Promień zaokrąglenia |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
Strefy przejściowe między różnymi grubościami ścianek wymagają stopniowych zmian na odległościach o współczynniku co najmniej 6:1. Przejście od grubości ścianki 3 mm do 6 mm powinno następować na minimalnej długości 18 mm, aby zapobiec ostrym gradientom termicznym. Duże promienie zaokrągleń, zazwyczaj 0,3-0,5 razy mniejsze od grubości ścianki, dodatkowo wygładzają te przejścia i zmniejszają koncentrację naprężeń podczas chłodzenia.
Charakterystyka skurczu specyficzna dla materiału
Różne stopy odlewnicze wykazują odmienne zachowania skurczowe, które bezpośrednio wpływają na strategie projektowania grubości ścianek. Stopy aluminium, szczególnie A380 i A383 powszechnie stosowane w odlewnictwie ciśnieniowym, wykazują liniowe współczynniki skurczu wynoszące 1,2-1,5%. Ten przewidywalny wzorzec skurczu pozwala na precyzyjną kompensację oprzyrządowania, ale stosunkowo wysoki współczynnik skurczu wymaga ścisłego przestrzegania zasad jednolitej grubości ścianek.
Stopy cynku, takie jak ZA-12 i Zamak 3, oferują niższe współczynniki skurczu wynoszące 0,6-0,8%, zapewniając większą stabilność wymiarową, ale wymagając innego podejścia do projektu układu wlewowego i wlewków. Niższy skurcz oznacza, że cieńsze sekcje pozostają płynne dłużej, potencjalnie poprawiając charakterystykę wypełniania, ale wydłużając czasy cykli w grubych sekcjach.
| Gatunek stopu | Skurcz liniowy (%) | Zakres krzepnięcia (°C) | Zalecana maks. grubość ścianki (mm) | Szybkość chłodzenia (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
Stopy magnezu stanowią wyjątkowe wyzwania ze współczynnikami skurczu wynoszącymi 1,0-1,3% w połączeniu z wysoką przewodnością cieplną wymagającą krótkich czasów cykli. Wąskie okno procesowe wymaga wyjątkowej jednolitości grubości ścianek, zazwyczaj w granicach ±5%, a nie ±10% akceptowalnych dla stopów aluminium. Stopy miedzi wykazują najwyższe współczynniki skurczu wynoszące 1,5-2,0%, co wymaga maksymalnych ograniczeń grubości ścianek i szerokiego stosowania chłodnic w celu kontrolowania tempa chłodzenia.
Projekt oprzyrządowania dla kontroli skurczu
Efektywny projekt oprzyrządowania rozpoczyna się od zarządzania termicznego poprzez strategiczne rozmieszczenie kanałów chłodzących. Kanały chłodzące powinny utrzymywać stałą odległość od powierzchni wnęki, zazwyczaj 15-20 mm dla narzędzi do odlewania ciśnieniowego aluminium. Zmiana tej odległości powoduje nierównomierne tempo chłodzenia, które przekłada się bezpośrednio na różnicowy skurcz i wady odlewu.
Wybór średnicy kanału jest zgodny z zasadą utrzymywania liczby Reynoldsa między 5 000-10 000 dla przepływu turbulentnego. W przypadku standardowego chłodzenia wodą przekłada się to na średnice kanałów 8-12 mm przy natężeniu przepływu 4-8 litrów na minutę na kanał. Różnica temperatur między wlotem a wylotem nie powinna przekraczać 5°C, aby utrzymać równomierną ekstrakcję ciepła na całej powierzchni narzędzia.
Projekt układu wlewowego i wlewków znacząco wpływa na jednolitość skurczu poprzez kontrolowane wzorce wypełniania i rozkład ciśnienia. Grubość wlewka powinna wynosić 60-80% grubości sąsiedniej ścianki, aby zapewnić prawidłowe przenoszenie ciśnienia podczas krzepnięcia, zapobiegając jednocześnie turbulencjom przepływu. Strategie wielopunktowego wlewania sprawdzają się szczególnie dobrze w przypadku dużych, złożonych odlewów, w których wlewanie z jednego punktu nie może utrzymać odpowiedniego ciśnienia w całej wnęce.
Aby uzyskać wyniki o wysokiej precyzji, otrzymaj szczegółową wycenę w ciągu 24 godzin od Microns Hub.
Parametry procesu i zapobieganie skurczowi
Prędkość wtrysku bezpośrednio koreluje z jednolitością skurczu poprzez jej wpływ na wzorce wypełniania wnęki i rozkład termiczny. Optymalne prędkości wahają się od 1,5-3,0 m/s dla odlewania ciśnieniowego aluminium, przy czym niższe prędkości są stosowane dla złożonych geometrii wymagających charakterystyki przepływu laminarnego. Nadmierne prędkości powodują turbulencje i uwięzienie powietrza, podczas gdy niewystarczające prędkości pozwalają na przedwczesne krzepnięcie w cienkich sekcjach.
Czas i wielkość przyłożenia ciśnienia docisku determinują ostateczną gęstość odlewu i dokładność wymiarową. Ciśnienie powinno być przykładane natychmiast po zakończeniu wypełniania wnęki i utrzymywane do momentu zestalenia się wlewka. Typowe ciśnienia docisku wahają się od 30-60 MPa dla odlewów aluminiowych, przy czym czas trwania jest obliczany na podstawie grubości wlewka przy użyciu zależności: czas docisku (sekundy) = grubość wlewka (mm) × 2,5.
Kontrola temperatury formy wymaga precyzyjnej równowagi między wydajnością czasu cyklu a jakością odlewu. Odlewanie ciśnieniowe aluminium zazwyczaj odbywa się przy temperaturach formy między 200-250°C, przy czym bliższa kontrola (±10°C) jest konieczna dla cienkościennych elementów wymagających doskonałej dokładności wymiarowej. Jednolitość temperatury na powierzchni formy powinna być utrzymywana w granicach ±15°C, aby zapobiec lokalnym gorącym punktom, które zakłócają jednolite wzorce krzepnięcia.
Zaawansowane techniki dla krytycznych zastosowań
Odlewanie wyciskane reprezentuje szczyt technologii kontroli skurczu, stosując ciśnienia do 150 MPa podczas krzepnięcia, aby wyeliminować porowatość i zapewnić maksymalną gęstość. Proces ten szczególnie korzystnie wpływa na elementy z nieuniknionymi zmianami grubości ścianek, takie jak elementy zawieszenia samochodowego lub wsporniki konstrukcyjne w lotnictwie. Wysokie ciśnienie skutecznie eliminuje wady związane ze skurczem nawet w sekcjach o grubości do 25 mm.
Procesy thixoformingu oferują kolejne zaawansowane podejście dla krytycznych zastosowań wymagających wyjątkowej stabilności wymiarowej. Przetwarzanie w stanie półstałym zmniejsza współczynniki skurczu o 30-40% w porównaniu z konwencjonalnym odlewaniem, zachowując jednocześnie doskonałe właściwości mechaniczne dzięki udoskonalonej mikrostrukturze.
Odlewanie wspomagane próżniowo eliminuje uwięzienie powietrza, które może pogorszyć wady skurczowe, szczególnie w złożonych geometriach z wieloma frontami przepływu. Poziomy próżni 50-100 mbar stosowane podczas wypełniania wnęki zapewniają całkowite wypełnienie cienkich sekcji, zapobiegając jednocześnie porowatości gazowej, która pogarsza zmiany wymiarowe związane ze skurczem.
Monitorowanie termiczne w czasie rzeczywistym za pomocą kamer na podczerwień i wbudowanych termopar zapewnia natychmiastową informację zwrotną na temat jednolitości chłodzenia. Zaawansowane systemy mogą wykrywać wahania temperatury przekraczające ±5°C na powierzchni odlewu, wyzwalając automatyczne korekty parametrów chłodzenia lub alerty procesowe dla natychmiastowej interwencji operatora.
Kontrola jakości i strategie pomiarowe
Weryfikacja wymiarowa jednolitości grubości ścianek wymaga specjalistycznych technik pomiarowych zdolnych do wykrywania wariacji z rozdzielczością do 0,05 mm. Ultradźwiękowe mierniki grubości zapewniają nieniszczący pomiar sekcji ścianek, szczególnie przydatny w przypadku wewnętrznych elementów niedostępnych dla mechanicznych narzędzi pomiarowych. Nowoczesne systemy ultradźwiękowe osiągają dokładność ±0,01 mm na powierzchniach z odpowiednim zastosowaniem medium sprzęgającego.
Maszyny współrzędnościowe (CMM) wyposażone w dotykowe sondy o wysokiej rozdzielczości mogą weryfikować złożone geometrie w odniesieniu do specyfikacji CAD, identyfikując odchylenia wymiarowe związane ze skurczem, zanim rozprzestrzenią się one w seriach produkcyjnych. Wdrożenie statystycznej kontroli procesu (SPC) śledzi pomiary grubości ścianek w czasie, identyfikując stopniowe zużycie narzędzia lub dryf procesu wpływający na jednolitość skurczu.
| Metoda pomiaru | Dokładność | Zastosowanie | Zakres kosztów (€) |
|---|---|---|---|
| Miernik ultradźwiękowy | ±0.01 mm | Weryfikacja grubości ścianki | 1,200-3,500 |
| Sonda dotykowa CMM | ±0.005 mm | Walidacja złożonej geometrii | 45,000-120,000 |
| Skaner optyczny | ±0.02 mm | Analiza profilu powierzchni | 8,000-25,000 |
| Tomografia komputerowa rentgenowska | ±0.05 mm | Wykrywanie wad wewnętrznych | 180,000-450,000 |
Tomografia komputerowa (CT) z wykorzystaniem promieniowania rentgenowskiego zapewnia pełną wizualizację wewnętrznej struktury odlewu, ujawniając porowatość skurczową, pęknięcia na gorąco i inne wady niewidoczne dla metod inspekcji powierzchni. Chociaż skanowanie CT jest kosztowne, okazuje się nieocenione w krytycznych zastosowaniach lotniczych i medycznych, gdzie weryfikacja wewnętrznej integralności jest obowiązkowa.
Wpływ ekonomiczny i optymalizacja kosztów
Wady skurczowe nakładają znaczne kary ekonomiczne poprzez wskaźniki złomowania, koszty przeróbek i opóźnione dostawy. Dane branżowe wskazują, że wady związane ze skurczem stanowią 15-25% całkowitych odrzutów odlewów, przy czym koszty przeróbek wynoszą średnio 25-45 EUR za kilogram w przypadku elementów aluminiowych. Dla typowego odlewu samochodowego o wadze 2,5 kg każda złomowana część stanowi utratę materiału i kosztów przetwarzania w wysokości 60-110 EUR.
Strategie zapobiegawcze wykazują wyraźny zwrot z inwestycji poprzez zmniejszenie wskaźników złomowania i poprawę wydajności cyklu. Wdrożenie właściwych zasad projektowania grubości ścianek zazwyczaj zmniejsza wady skurczowe o 60-80%, co przekłada się na redukcję złomu z 8-12% do 2-3% w przypadku dobrze kontrolowanych procesów. Wynikające z tego oszczędności materiałowe często uzasadniają inwestycje w optymalizację projektu w ciągu 6-8 miesięcy od wdrożenia.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna w zakresie zapobiegania skurczowi i optymalizacji grubości ścianek oznacza, że każdy projekt odlewniczy otrzymuje uwagę inżynieryjną niezbędną do zminimalizowania wad i maksymalizacji wydajności produkcji.
Modyfikacje oprzyrządowania w celu poprawy kontroli skurczu wymagają starannej analizy kosztów i korzyści. Ulepszone systemy chłodzenia zazwyczaj zwiększają początkowe koszty oprzyrządowania o 8 000-15 000 EUR, ale skracają czasy cykli o 10-15%, poprawiając jednocześnie spójność wymiarową. Precyzyjne usługi obróbki CNC mogą zoptymalizować istniejące narzędzia poprzez strategiczne dodanie kanałów chłodzących lub modyfikacje wnęki bez całkowitej wymiany narzędzia.
Integracja z systemami produkcyjnymi
Nowoczesne operacje odlewnicze integrują strategie zapobiegania skurczowi z szerszymi systemami realizacji produkcji (MES) w celu optymalizacji procesu w czasie rzeczywistym. Monitorowanie temperatury, wykrywanie ciśnienia i śledzenie czasu cyklu zapewniają ciągłą informację zwrotną umożliwiającą natychmiastowe dostosowanie w celu utrzymania optymalnych parametrów kontroli skurczu.
Algorytmy konserwacji predykcyjnej analizują dane historyczne w celu zidentyfikowania wzorców zużycia narzędzia wpływających na jednolitość grubości ścianek, zanim wystąpią wady. Modele uczenia maszynowego mogą przewidywać prawdopodobieństwo wystąpienia wady skurczowej na podstawie kombinacji parametrów procesu, umożliwiając proaktywne dostosowania, które utrzymują jakość, jednocześnie maksymalizując przepustowość produkcji.
Integracja łańcucha dostaw zapewnia spójne właściwości materiału, które bezpośrednio wpływają na charakterystykę skurczu. Zmiany składu stopu nawet o 0,1% zawartości krzemu mogą zmienić tempo skurczu na tyle, aby wpłynąć na dokładność wymiarową w precyzyjnych zastosowaniach. Zautomatyzowane systemy śledzenia i weryfikacji materiałów zapobiegają zmianom skurczowym związanym ze składem, które mogłyby zagrozić jakości produkcji.
Nasze usługi produkcyjne obejmują kompleksowe wdrożenie kontroli skurczu, od wstępnej optymalizacji projektu po ustanowienie procesu produkcyjnego i bieżące systemy monitorowania jakości.
Zastosowania specyficzne dla branży
Zastosowania motoryzacyjne wymagają wyjątkowej kontroli skurczu ze względu na wymagania dotyczące produkcji wielkoseryjnej i rygorystyczne tolerancje wymiarowe. Obudowy skrzyń biegów, na przykład, wymagają jednolitości grubości ścianek w granicach ±0,05 mm, aby utrzymać prawidłowe ustawienie zazębienia kół zębatych i zapobiec przedwczesnemu zużyciu. Bloki silnika stanowią szczególne wyzwania ze złożonymi wewnętrznymi kanałami wymagającymi specjalistycznych konstrukcji rdzeni i zaawansowanych strategii chłodzenia w celu utrzymania jednolitej grubości ścianek w całym procesie odlewania.
Elementy lotnicze działają w najbardziej rygorystycznych wymaganiach dotyczących kontroli skurczu, z wahaniami grubości ścianek ograniczonymi do ±0,02 mm dla krytycznych elementów konstrukcyjnych. Elementy podwozia, obudowy turbin i wsporniki konstrukcyjne przechodzą rozległe badania nieniszczące w celu zweryfikowania wewnętrznej integralności i dokładności wymiarowej. Alternatywy odlewania krótkoseryjnego zapewniają opłacalne rozwiązania dla prototypowania w lotnictwie i produkcji niskoseryjnej, przy jednoczesnym zachowaniu tych samych standardów kontroli skurczu wymaganych dla produkcji wielkoseryjnej.
Zastosowania w urządzeniach medycznych wymagają materiałów biokompatybilnych o wyjątkowej stabilności wymiarowej dla elementów wszczepialnych. Implanty ortopedyczne wymagają jednolitości grubości ścianek, aby zapewnić prawidłowy rozkład obciążenia i zapobiec punktom koncentracji naprężeń, które mogłyby prowadzić do awarii implantu. Połączenie wymagań dotyczących czystości materiału i dokładności wymiarowej wymaga zaawansowanej kontroli procesu i rozległych procedur weryfikacji jakości.
Najczęściej zadawane pytania
Jaka jest maksymalna dopuszczalna zmiana grubości ścianki dla odlewów ciśnieniowych z aluminium?
W przypadku standardowych odlewów ciśnieniowych z aluminium zmiany grubości ścianki powinny mieścić się w granicach ±10% grubości nominalnej, aby zapobiec znaczącym wadom skurczowym. Krytyczne zastosowania mogą wymagać ściślejszej kontroli ±5%, aby zapewnić optymalną dokładność wymiarową i właściwości mechaniczne.
Jak grubość żebra wpływa na skurcz i zapadnięcia?
Żebra powinny zachowywać 60-80% podstawowej grubości ścianki, aby zapewnić wsparcie strukturalne bez tworzenia nierównowagi termicznej. Grubsze żebra powodują zapadnięcia na przeciwległych powierzchniach z powodu różnicowego tempa chłodzenia, podczas gdy cieńsze żebra mogą doświadczać niepełnego wypełnienia i zmniejszonej skuteczności strukturalnej.
Jaki odstęp kanałów chłodzących zapobiega nierównomiernemu skurczowi w narzędziach do odlewania ciśnieniowego?
Kanały chłodzące powinny utrzymywać stałą odległość 15-20 mm od powierzchni wnęki o średnicy 8-12 mm dla optymalnej ekstrakcji ciepła. Odstęp kanałów 40-50 mm od środka do środka zapewnia równomierny rozkład temperatury na powierzchni narzędzia.
Jak różne stopy wpływają na strategie kontroli skurczu?
Stopy aluminium (skurcz 1,2-1,5%) wymagają standardowych praktyk jednolitości, stopy cynku (skurcz 0,6-0,8%) dopuszczają nieco większe zmiany, podczas gdy stopy magnezu (skurcz 1,0-1,3%) wymagają ściślejszej kontroli w granicach ±5% ze względu na wymagania dotyczące szybkiego chłodzenia.
Które parametry procesu mają najbardziej bezpośredni wpływ na jednolitość skurczu?
Prędkość wtrysku (1,5-3,0 m/s dla aluminium), ciśnienie docisku (30-60 MPa) i jednolitość temperatury formy (±15°C na powierzchni formy) stanowią najważniejsze parametry kontroli wad związanych ze skurczem.
Jak można zmodyfikować istniejące oprzyrządowanie, aby poprawić kontrolę skurczu?
Strategiczne dodanie kanałów chłodzących, zmiana położenia wlewka i optymalizacja układu wlewowego mogą znacząco poprawić jednolitość skurczu bez całkowitej wymiany narzędzia. Konformalne kanały chłodzące obrabiane w istniejącej stali narzędziowej zapewniają najskuteczniejsze rozwiązanie modernizacyjne.
Jakie techniki pomiarowe weryfikują jednolitość grubości ścianki w produkcji?
Ultradźwiękowe mierniki grubości (dokładność ±0,01 mm) do rutynowych pomiarów, maszyny współrzędnościowe do złożonych geometrii (dokładność ±0,005 mm) i skanowanie CT z wykorzystaniem promieniowania rentgenowskiego do pełnej weryfikacji wewnętrznej zapewniają kompleksowe możliwości walidacji grubości ścianki.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece