Magnesium Spuitgieten: Lichtgewichtstrategieën voor Auto-onderdelen
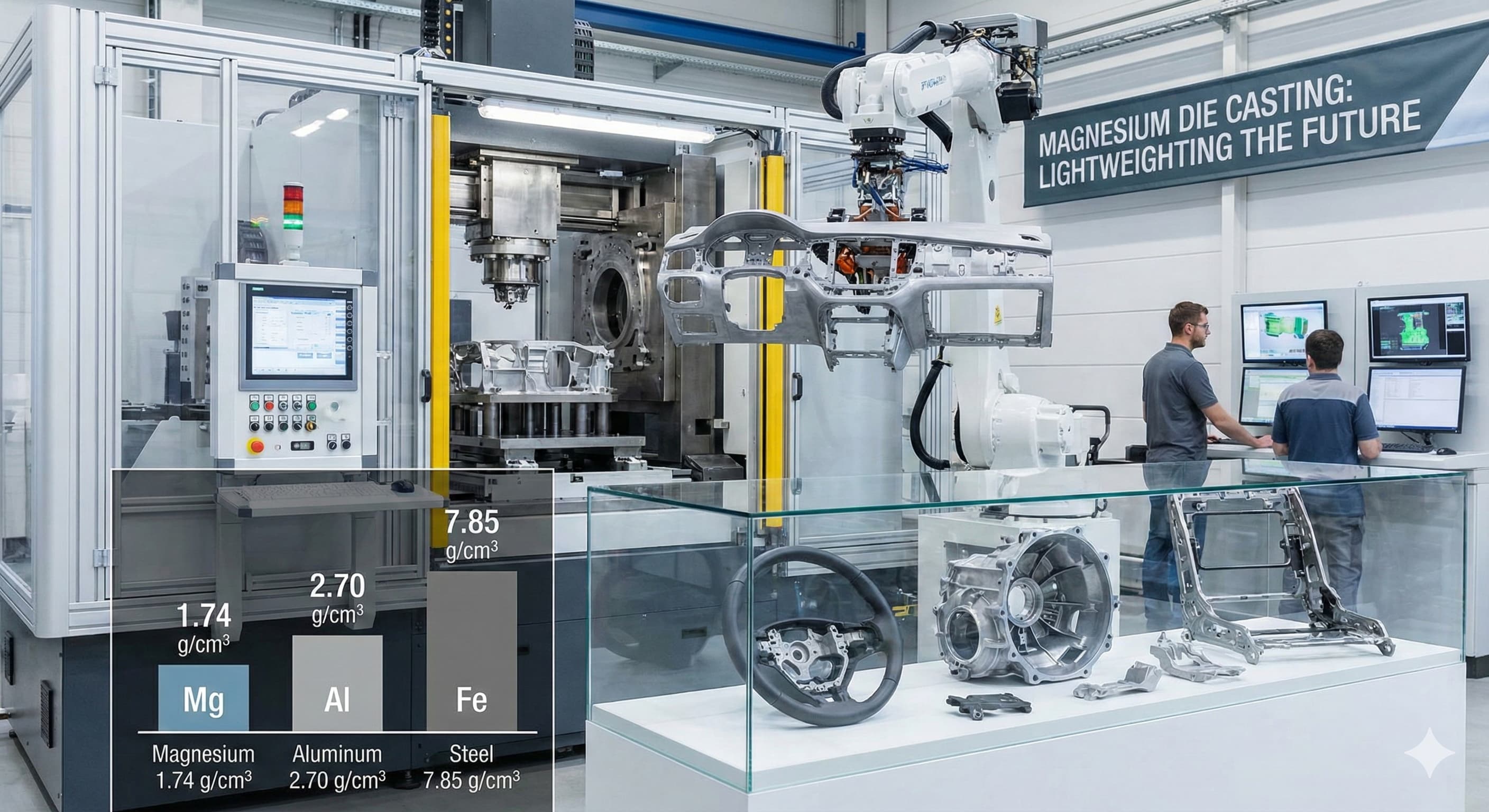
Autofabrikanten staan voor een ongekende uitdaging: het gewicht van voertuigen met 15-20% verminderen met behoud van structurele integriteit en kosteneffectiviteit. Magnesium spuitgieten komt naar voren als de meest haalbare oplossing, met een dichtheid die 35% lager is dan aluminium en 75% lager dan staal, waardoor het het lichtste structurele metaal is dat beschikbaar is voor automobieltoepassingen.
Belangrijkste punten:
- Magnesium spuitgieten bereikt gewichtsreducties van 25-40% in vergelijking met aluminium equivalenten met behoud van vergelijkbare sterkte-gewichtsverhoudingen
- AZ91D- en AM60B-legeringen domineren automobieltoepassingen met treksterktes van respectievelijk 240 MPa en 220 MPa
- Geavanceerde gietsystemen en gecontroleerde stolling verminderen de porositeit tot minder dan 2%, wat voldoet aan de kwaliteitsnormen voor de auto-industrie
- Integratie met modulaire matrijsstrategieën vermindert de gereedschapskosten met 30-50% voor componentfamilies
Materiaaleigenschappen en legeringsselectie voor auto-onderdelen
De uitzonderlijke specifieke sterkte van magnesium maakt het onmisbaar voor lichtgewichtstrategieën in de auto-industrie. De dichtheid van 1,74 g/cm³ biedt onmiddellijke gewichtsvoordelen, maar de legeringsselectie bepaalt de prestatiekenmerken die cruciaal zijn voor automobieltoepassingen.
AZ91D blijft de belangrijkste legering voor magnesium spuitgieten in de auto-industrie, met 9% aluminium en 1% zink. Deze samenstelling levert optimale gietbaarheid met matrijsvulmogelijkheden in secties zo dun als 0,6 mm. De legering bereikt een treksterkte van 230-240 MPa met 2-3% rek, geschikt voor instrumentenpanelen, stoelframes en transmissiehuizen.
AM60B biedt superieure ductiliteit met 6-8% rek, waardoor het de voorkeur geniet voor crashgevoelige componenten zoals stuurwielarmaturen en deurframes. Het verminderde aluminiumgehalte (6%) verbetert de slagvastheid met behoud van een respectabele treksterkte van 220 MPa.
| Eigenschap | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Dichtheid (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Treksterkte (MPa) | 240 | 220 | 210 | 250 |
| Vloeigrens (MPa) | 160 | 130 | 140 | 180 |
| Rek (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Bedrijfstemperatuur (°C) | 120 | 120 | 150 | 175 |
| Kostenfactor | 1.0 | 1.1 | 1.4 | 1.8 |
Voor toepassingen bij verhoogde temperaturen bevatten AS41B- en AE44-legeringen respectievelijk silicium en zeldzame aardelementen. AS41B behoudt de structurele integriteit tot 150°C, geschikt voor motor-aangrenzende componenten, terwijl AE44 betrouwbaar presteert tot 175°C voor transmissiebehuizingen en oliecarters.
Optimalisatie van het spuitgietproces voor gewichtsreductie
Het bereiken van een optimale gewichtsreductie vereist nauwkeurige controle van de procesparameters van het spuitgieten. Wanddikte-optimalisatie vertegenwoordigt de primaire strategie voor gewichtsreductie, waarbij moderne technieken uniforme wanden zo dun als 0,8 mm mogelijk maken in grote auto-onderdelen.
Koude kamer spuitgieten domineert magnesiumtoepassingen in de auto-industrie vanwege de reactiviteit van het metaal met hete kamerapparatuur. Schotsnelheden tussen 3-6 m/s zorgen voor een volledige matrijsvulling en minimaliseren turbulentie die porositeit veroorzaakt. Poortsnelheden moeten hoger zijn dan 40 m/s om voortijdige stolling in dunne secties te voorkomen.
Gecontroleerde stolling door geoptimaliseerde plaatsing van koelkanalen voorkomt de vorming van krimpscheuren die de structurele integriteit aantasten. Het handhaven van de uniformiteit van de wanddikte binnen ±0,2 mm zorgt voor consistente mechanische eigenschappen in het hele component.
Matrijstemperaturen vereisen zorgvuldig beheer tussen 200-250°C voor magnesiumlegeringen. Lagere temperaturen veroorzaken onvolledige vulling in dunne secties, terwijl overmatige hitte matrijs solderen bevordert en de levensduur van het gereedschap verkort. Thermische beheersystemen met geïntegreerde verwarmings- en koelcircuits handhaven optimale temperatuurgradiënten.
Geavanceerde gietsystemen voor gewichtsreductie
Geavanceerde poortontwerpen maken de productie van lichtgewicht componenten met complexe geometrieën mogelijk. Ventilatorpoorten verdelen de materiaalstroom over brede, dunne secties met behoud van laminaire stromingsomstandigheden. De poortdikte varieert typisch van 0,4-0,8 mm, ongeveer 60-80% van de aangrenzende wanddikte.
Meerdere poortsystemen zijn essentieel voor grote auto-onderdelen zoals instrumentenpaneelsubstraten. Strategische poortplaatsing zorgt voor gelijktijdige vulling van verre secties en voorkomt laslijnen in gebieden met hoge spanning. Computationele vloeistofdynamica-modellering optimaliseert poortlocaties om volledige vulling te bereiken met minimaal materiaalverlies.
Structurele ontwerpstrategieën voor maximale gewichtsreductie
Effectieve gewichtsreductie gaat verder dan materiaalkeuze en omvat intelligent structureel ontwerp. De uitstekende stijfheid-gewichtsverhouding van magnesium maakt dunwandige constructie mogelijk met strategische verstevigingsribben die de structurele prestaties behouden.
Ribontwerp volgt specifieke geometrische regels voor magnesium spuitgieten. De ribdikte mag niet meer bedragen dan 60% van de aangrenzende wanddikte om zinksporen en interne porositeit te voorkomen. Lossingshoeken van 1-2° vergemakkelijken het uitwerpen met behoud van structurele efficiëntie. Ribafstanden van 20-30 mm zorgen voor een optimale stijfheidsverbetering zonder de gietbaarheid in gevaar te brengen.
Integratie van holle secties vertegenwoordigt een geavanceerde techniek voor gewichtsreductie. Verloren zoutkernen of inklapbare metalen kernen creëren interne holtes die het gewicht met 15-25% verminderen in vergelijking met massieve secties. Kernmaterialen moeten bestand zijn tegen giettemperaturen van 650-700°C met behoud van dimensionale stabiliteit.
| Ontwerpkenmerk | Gewichtsvermindering | Complexiteitsfactor | Impact gereedschapskosten |
|---|---|---|---|
| Wanddikteoptimalisatie | 20-30% | Laag | +5-10% |
| Strategische Verstevigingen | 10-15% | Gemiddeld | +15-20% |
| Holle Profielen | 15-25% | Hoog | +30-50% |
| Topologieoptimalisatie | 25-35% | Hoog | +40-60% |
| Multi-functie Integratie | 30-45% | Zeer Hoog | +50-80% |
Voor uiterst precieze resultaten, Ontvang uw offerte op maat binnen 24 uur van Microns Hub.
Kwaliteitscontrole en defectpreventie
Automobieltoepassingen vereisen strenge kwaliteitsnormen met defectpercentages onder de 100 PPM. De reactiviteit van magnesium met atmosferisch vocht en zuurstof vereist gespecialiseerde behandelingsprocedures om insluitsels en gasporositeit te voorkomen.
Beschermende atmosferen met SF6 of alternatieve dekgassen voorkomen oxidatie tijdens het smelten en vasthouden. SF6-concentraties van 0,2-0,5% in lucht bieden voldoende bescherming en minimaliseren de impact op het milieu. Alternatieve systemen met SO2 of CO2 bieden milieuvoordelen met vergelijkbare beschermingsniveaus.
Niet-destructieve testmethoden verifiëren de interne kwaliteit zonder componentvernietiging. Röntgeninspectie detecteert porositeitsniveaus van meer dan 2% per volume, terwijl ultrasone tests defecten onder het oppervlak identificeren. Acceptatiecriteria vereisen doorgaans porositeitsniveaus onder 2% zonder afzonderlijke holtes met een diameter van meer dan 2 mm.
Dimensionale controle handhaaft toleranties die cruciaal zijn voor automobielassemblage. De thermische uitzettingscoëfficiënt van magnesium van 26 μm/m·K vereist temperatuurgecontroleerde meetomgevingen. Coördinatenmeetmachines met temperatuurcompensatie zorgen voor nauwkeurigheid binnen ±0,05 mm voor kritische afmetingen.
Oppervlaktebehandeling en afwerking
De corrosiegevoeligheid van magnesium vereist beschermende oppervlaktebehandelingen voor gebruik in de auto-industrie. Anodiseren biedt uitstekende corrosiebescherming met coatingdiktes van 5-25 μm. Type III anodiseren bereikt superieure duurzaamheid voor buitentoepassingen.
Conversiecoatings bieden kosteneffectieve bescherming voor interieurcomponenten. Chromaatbehandelingen, hoewel ze geleidelijk worden afgeschaft vanwege milieuproblemen, bieden uitstekende verfhechting. Alternatieve chroomvrije systemen met permanganaat- of fosfaatchemie leveren vergelijkbare prestaties.
Kostenanalyse en economische overwegingen
Hoewel magnesium een prijsopslag heeft ten opzichte van aluminium, omvat de totale kostenvergelijking verwerkingsvoordelen en besparingen in de downstream. De grondstofkosten voor AZ91D variëren doorgaans van € 3,20-3,80 per kilogram, vergeleken met € 1,80-2,20 voor aluminium A380.
Verwerkingsefficiëntie compenseert materiaalkosten door kortere cyclustijden. De lagere latente warmte van fusie van magnesium maakt snellere stolling mogelijk, waardoor de cyclustijden met 15-25% worden verkort in vergelijking met aluminium. Matrijzen bereiken sneller stabiele temperaturen, waardoor de productiviteit in productie met hoge volumes wordt verbeterd.
| Kostenelement | Magnesium AZ91D | Aluminium A380 | Verschil |
|---|---|---|---|
| Materiaalkosten (€/kg) | 3.50 | 2.00 | +75% |
| Verwerkingskosten (€/kg) | 2.80 | 3.20 | -12.5% |
| Cyclustijd (seconden) | 45 | 60 | -25% |
| Levensduur gereedschap (aantal gietingen) | 80,000 | 100,000 | -20% |
| Secundaire Bewerkingen | Minimaal | Gematigd | -30% |
| Totale Onderdeelkosten | €8.50 | €9.20 | -7.6% |
Kostenvoordelen op voertuigniveau rechtvaardigen materiaalpremies door verbeterde brandstofefficiëntie en prestaties. Gewichtsreducties van 1 kg besparen doorgaans € 15-25 aan brandstofkosten gedurende de levensduur van het voertuig, terwijl kleinere aandrijflijnen en verbeterde rijeigenschappen mogelijk worden gemaakt.
Integratie met productiesystemen
Succesvolle implementatie van magnesium spuitgieten vereist integratie met de bestaande productie-infrastructuur. Veel autoleveranciers maken gebruik van spuitgietdiensten naast spuitgieten om hybride componentoplossingen te creëren die zowel het gewicht als de functionaliteit optimaliseren.
Automatiseringssystemen moeten rekening houden met de unieke handlingvereisten van magnesium. Robotextractoren gebruiken gespecialiseerde grijpers die zijn ontworpen voor de thermische eigenschappen van magnesium. Extractiekrachten blijven minimaal vanwege de lagere thermische uitzetting van magnesium, waardoor de matrijs slijtage wordt verminderd en de onderdeelkwaliteit wordt verbeterd.
Kwaliteitsmanagementsystemen integreren real-time monitoring met statistische procescontrole. Temperatuurbewaking op meerdere matrijslocaties voorkomt oververhitting die matrijs solderen veroorzaakt. Druksensoren in het hydraulische systeem detecteren variaties die wijzen op matrijs slijtage of procesafwijking.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze geïntegreerde benadering van onze productiediensten betekent dat elk magnesium spuitgietproject de gespecialiseerde aandacht en technische expertise krijgt die nodig is voor automobieltoepassingen.
Milieu- en duurzaamheidsoverwegingen
Magnesium spuitgieten ondersteunt de duurzaamheidsdoelen van de auto-industrie via meerdere wegen. De gewichtsreductie van 35% in vergelijking met aluminium vertaalt zich rechtstreeks in een lager brandstofverbruik en lagere CO2-uitstoot gedurende de levensduur van het voertuig.
De energievereisten voor de primaire magnesiumproductie zijn aanzienlijk gedaald, waarbij moderne elektrolytische processen 35-40 MWh per ton verbruiken, vergeleken met 45-50 MWh in het verleden. De recyclingefficiëntie nadert 95%, waarbij secundair magnesium slechts 5% van de primaire productie-energie vereist.
Recyclebaarheid aan het einde van de levensduur zorgt voor gesloten materiaalkringlopen. Magnesiumcomponenten behouden metallurgische eigenschappen gedurende meerdere recyclingcycli, in tegenstelling tot aluminium, dat toevoegingen van nieuw materiaal vereist om de sterkte-eigenschappen te behouden.
Alternatieve smelttechnologieën
Inductiesmeltsystemen verbeteren de energie-efficiëntie en verminderen de impact op het milieu. Frequentiegestuurde inductie zorgt voor nauwkeurige temperatuurregeling met een energie-efficiëntie van 85-90%, vergeleken met 60-70% voor gasgestookte ovens. Verminderde verbranding elimineert directe CO2-uitstoot op het punt van gebruik.
Elektromagnetisch roeren zorgt voor een homogene legeringssamenstelling en minimaliseert de vorming van slakken. Verminderde oxidevorming vermindert materiaalverspilling en elimineert de noodzaak voor agressieve fluxchemicaliën. Het zoutfluxverbruik daalt met 60-80% in vergelijking met conventionele smeltsystemen.
Toekomstige ontwikkelingen en geavanceerde toepassingen
Opkomende magnesiumlegeringen zijn gericht op specifieke automobieltoepassingen met verbeterde prestatiekenmerken. Calciumhoudende legeringen zoals AXJ530 bieden verbeterde kruipweerstand voor aandrijflijntoepassingen, terwijl lithiumtoevoegingen in LAE442 de dichtheid verlagen tot 1,35 g/cm³.
Vacuüm spuitgiettechnologie elimineert gasporositeit voor kritische structurele toepassingen. Kamerdrukken onder 100 mbar voorkomen gasinsluiting tijdens het vullen, waardoor dunwandige gietstukken met bijna-netto-vorm nauwkeurigheid mogelijk zijn. Vacuümsystemen integreren met bestaande koude kamermachines door middel van retrofit-modificaties.
Semi-vaste verwerkingstechnieken zoals thixomolding combineren de voordelen van spuitgieten met bijna-netto-vorm mogelijkheden. Gedeeltelijk gestold magnesium vertoont niet-Newtoniaans stromingsgedrag, waardoor complexe geometrieën met minimale turbulentie worden gevuld. Procestemperaturen 50-80°C onder conventioneel spuitgieten verminderen de matrijs slijtage en verlengen de levensduur van het gereedschap.
| Technologie | Huidige Status | Potentieel voor Gewichtsvermindering | Tijdslijn |
|---|---|---|---|
| Vacuümgieten | Commercieel | 5-10% extra | Beschikbaar |
| Semi-Solid Verwerking | Ontwikkeling | 10-15% extra | 2-3 jaar |
| Hybride Mg-Al Componenten | Pilot | 15-25% vs volledig-Al | 3-5 jaar |
| Additive Manufacturing | Onderzoek | 30-50% geoptimaliseerd | 5-7 jaar |
Veelgestelde vragen
Wat zijn de typische toleranties die haalbaar zijn met magnesium spuitgieten voor auto-onderdelen?
Magnesium spuitgieten bereikt dimensionale toleranties van ±0,08-0,15 mm voor functies tot 100 mm, met strakkere toleranties van ±0,05 mm mogelijk voor kritische afmetingen door secundaire bewerking. De oppervlakteafwerking varieert typisch van 1,6-3,2 μm Ra zoals gegoten.
Hoe verhoudt magnesium spuitgieten zich tot aluminium in termen van corrosiebestendigheid?
Onbehandeld magnesium vertoont een lagere corrosiebestendigheid dan aluminium, waardoor beschermende coatings nodig zijn voor gebruik in de auto-industrie. Met de juiste anodisatie- of conversiecoatingbehandelingen bereiken magnesiumcomponenten corrosiebescherming van automobielkwaliteit die voldoet aan de eisen van de 1000-uurs zoutsproeitest.
Wat zijn de brandveiligheidsoverwegingen bij het werken met magnesium spuitgieten?
De magnesiumontstekingstemperatuur van 650°C ligt boven de typische spuitgiettemperaturen van 620-680°C, waardoor het brandrisico minimaal is tijdens normale werkzaamheden. Noodprocedures vereisen brandblussers van klasse D die speciaal zijn ontworpen voor metaalbranden. Systemen op waterbasis zijn ten strengste verboden omdat ze magnesiumbranden verhevigen.
Kunnen magnesium gietstukken worden gelast of verbonden met andere automaterialen?
Magnesiumcomponenten worden verbonden met andere materialen door middel van mechanische bevestiging, lijmverbinding of gespecialiseerde lastechnieken. Wrijvingsroerlassen maakt verbinding met aluminium componenten mogelijk, terwijl structurele lijmen die zijn beoordeeld voor gebruik in de auto-industrie duurzame verbindingen bieden. Traditioneel booglassen vereist inert gasafscherming en magnesium vulmaterialen.
Welke minimale wanddiktes zijn haalbaar bij magnesium spuitgieten voor de auto-industrie?
De minimale wanddikte is afhankelijk van de componentgrootte en de legeringsselectie. Kleine componenten bereiken consistent 0,6 mm wanden, terwijl grotere auto-onderdelen zoals instrumentenpanelen een dikte van 0,8-1,0 mm behouden. Uniforme wanddiktevariatie binnen ±0,2 mm zorgt voor consistente mechanische eigenschappen.
Hoe beïnvloeden recyclingoverwegingen het componentontwerp van magnesium spuitgieten?
Ontwerp voor recycling vereist het minimaliseren van inzetstukken van verschillende materialen en het waarborgen van een schone scheiding aan het einde van de levensduur. Magnesium behoudt eigenschappen gedurende meerdere recyclingcycli, maar vervuiling door stalen bevestigingsmiddelen of aluminium inzetstukken beïnvloedt de legeringskwaliteit. Klikverbindingen elimineren permanente bevestigingsmiddelen met behoud van de integriteit van de assemblage.
Wat zijn de typische doorlooptijden en gereedschapskosten voor magnesium spuitgietgereedschappen voor de auto-industrie?
Gereedschapsfabricage vereist 12-16 weken voor complexe auto-onderdelen, met kosten variërend van € 85.000-250.000, afhankelijk van de complexiteit van het onderdeel en het aantal holtes. H13 gereedschapsstaal biedt een optimale balans tussen thermische geleidbaarheid en slijtvastheid voor magnesiumgebruik, met een verwachte levensduur van het gereedschap van 80.000-120.000 schoten.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece