Kostenreductie voor gereedschap: Modulaire matrijzen en familiematrijzen strategie
Gereedschapskosten kunnen 30-40% van het budget van een productieproject opslokken, maar de meeste bedrijven benaderen het ontwerp van matrijzen en mallen met een enkelvoudige denkwijze. Modulaire matrijzen en familiematrijzen vertegenwoordigen een strategische verschuiving naar kostenoptimalisatie zonder concessies te doen aan de kwaliteit - ze verlagen de gereedschapskosten met 25-60%, terwijl ze de doorlooptijden verkorten en de flexibiliteit van de productie verbeteren.
Belangrijkste punten:
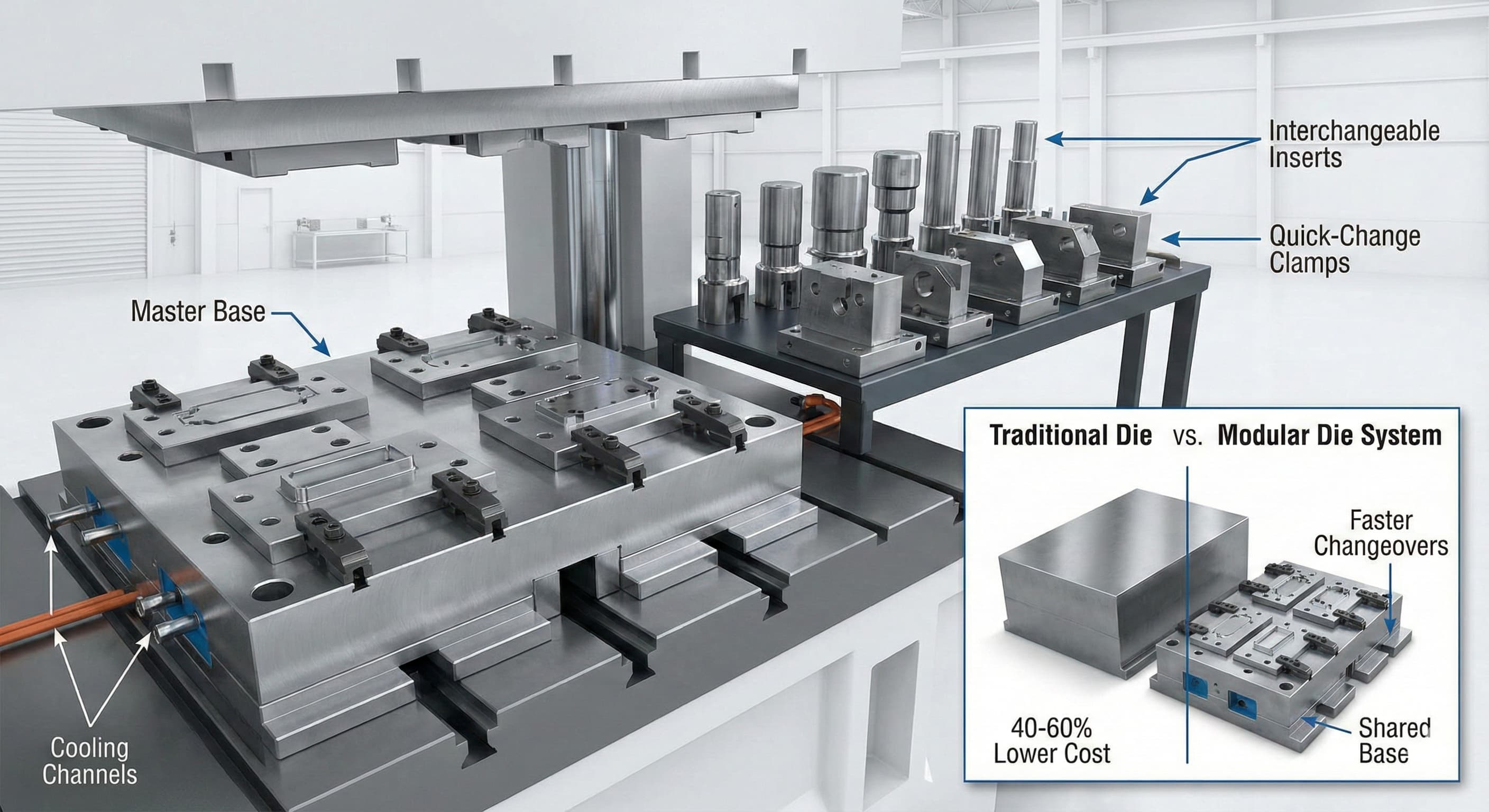
- Modulaire matrijsystemen verlagen de initiële investering in gereedschap met 40-60% door gedeelde basiscomponenten en verwisselbare inzetstukken
- Familiematrijzen maken gelijktijdige productie van meerdere onderdeelvarianten mogelijk, waardoor de machinebenutting wordt geoptimaliseerd en de kosten per onderdeel worden verlaagd
- Strategische ontwerpplanning voor modulariteit vereist een analyse vooraf, maar levert een 3-5x rendement op investering op gedurende de levensduur van het gereedschap
- De juiste materiaalkeuze en precisieproductie zijn cruciaal - H13 gereedschapsstaal bases met P20 inzetstukken bieden een optimale duurzaamheid-kostenverhouding
Inzicht in de architectuur van modulaire matrijzen
Modulaire matrijzen herstructureren fundamenteel de traditionele gereedschappen door vaste basiscomponenten te scheiden van variabele vormelementen. De basisstructuur bevat het uitwerpsysteem, de koelkanalen en de montage-interfaces, terwijl verwisselbare inzetstukken de onderdeelgeometrie definiëren. Deze architectuur stelt fabrikanten in staat om aanzienlijke schaalvoordelen te benutten binnen productfamilies.
Het typische modulaire systeem bestaat uit drie primaire niveaus: de masterbasis (€15.000-45.000), gestandaardiseerde subplaten (€3.000-8.000 per stuk) en precisie-inzetstukken (€500-2.500 per caviteit). Bij de productie van 5-10 gerelateerde onderdelen reduceert de gedeelde basisinfrastructuur de individuele gereedschapskosten met 40-60% in vergelijking met speciale matrijzen.
Materiaalkeuze speelt een cruciale rol in het succes van modulariteit. H13 gereedschapsstaal (gehard tot 48-52 HRC) biedt de optimale basis voor toepassingen met een hoog volume en biedt een uitzonderlijke weerstand tegen thermische cycli en dimensionale stabiliteit. Voor productie met een lager volume levert P20 staal (28-32 HRC) adequate prestaties tegen 30% lagere kosten. Inzetstukmaterialen zijn afhankelijk van de complexiteit van het onderdeel: eenvoudige geometrieën gebruiken P20, terwijl ingewikkelde functies die scherpe details vereisen profiteren van A2 gereedschapsstaal gehard tot 58-62 HRC.
Ontwerpoverwegingen reiken verder dan materiaalkeuze. Modulaire systemen vereisen nauwkeurige uitlijnmechanismen - meestal bereikt door middel van centreerpennen met een positioneringsnauwkeurigheid van ±0,02 mm en mechanische klemmen die een klemkracht van 150-200 bar kunnen leveren. Het ontwerp van het koelsysteem wordt complexer en vereist snelkoppelingen en flexibele verdeelstuksystemen om verschillende inzetstukconfiguraties te kunnen verwerken.
Ontwerpstrategieën voor familiematrijzen
Familiematrijzen consolideren meerdere onderdeelvarianten in één enkel matrijsysteem, waardoor de machinebenutting wordt gemaximaliseerd en de instelkosten worden geminimaliseerd. De strategie werkt vooral goed voor componenten met vergelijkbare materiaaldiktes, dimensionale omhulsels en productievolumes.
Drie primaire familiematrijsconfiguraties domineren de fabricagetoepassingen: strooklay-out, cirkelvormige rangschikking en modulaire caviteitsblokken. Strooklay-outs rangschikken onderdelen lineair, ideaal voor progressieve bewerkingen en onderdelen met vergelijkbare geometrieën. Cirkelvormige rangschikkingen optimaliseren het materiaalgebruik voor ronde of compacte componenten, terwijl modulaire caviteitsblokken maximale flexibiliteit bieden voor gemengde onderdeelfamilies.
Kritieke ontwerpparameters omvatten caviteitsafstand, optimalisatie van het aanloopsysteem en uitwerpsynchronisatie. De minimale caviteitsafstand varieert doorgaans van 25-40 mm, afhankelijk van de onderdeelgrootte en de vereisten voor de materiaalstroom. Aanloopsystemen moeten materiaalverspilling in evenwicht brengen met de vulkwaliteit - hot runner systemen verminderen materiaalverspilling met 15-25%, maar verhogen de gereedschapskosten met €20.000-50.000.
Volumeanalyse bepaalt de optimale familiegroeperingen. Onderdelen met productieverhoudingen binnen 3:1 werken goed samen, terwijl grotere verschillen inefficiënties creëren. Het groeperen van een onderdeel met een jaarlijks volume van 100.000 stuks met een component van 25.000 stuks maximaliseert bijvoorbeeld de benutting van het gereedschap, maar het combineren met een speciaal item van 5.000 stuks creëert onnodige complexiteit.
| Configuratie van familie-gereedschap | Optimaal aantal onderdelen | Installatietijd | Materiaalefficiëntie | Kostenbereik gereedschap |
|---|---|---|---|---|
| Strookindeling | 2-4 onderdelen | 15-25 minuten | 75-85% | €25.000-60.000 |
| Circulaire opstelling | 4-8 onderdelen | 20-35 minuten | 80-90% | €35.000-80.000 |
| Modulaire holteblokken | 3-6 onderdelen | 10-20 minuten | 70-80% | €40.000-100.000 |
Wanddikte-uniformiteit wordt bijzonder uitdagend in familiematrijzen vanwege de variërende onderdeelgeometrieën en stroompatronen. Computationele vloeistofdynamica-analyse helpt bij het optimaliseren van de poortlocaties en de dimensionering van de aanloop om een consistente vulling over alle caviteiten te garanderen.
Kostenanalyse en ROI-berekeningen
Het kwantificeren van de kostenreductie van gereedschappen vereist een uitgebreide analyse die verder gaat dan de initiële investering. Traditionele gereedschappen voor één doel voor een vijfdelige familie kosten doorgaans €150.000-300.000, terwijl equivalente modulaire of familiematrijssystemen variëren van €80.000-180.000 - wat een onmiddellijke besparing van 25-40% vertegenwoordigt.
De werkelijke waarde komt echter naar voren door middel van een levenscyclusanalyse. Modulaire systemen maken snelle ontwerpiteraties mogelijk door middel van inzetstukmodificaties die €1.500-5.000 kosten versus €25.000-50.000 voor complete gereedschapsrevisies. Familiematrijzen verlagen de instelkosten per onderdeel van €150-300 naar €30-75, wat vooral impact heeft op productiebatches met een gemiddeld volume.
Doorlooptijdverkorting biedt extra waarde. Standaard gereedschappen vereisen 12-16 weken voor complexe matrijzen, terwijl modulaire systemen met vooraf gebouwde bases dit terugbrengen tot 6-10 weken voor de ontwikkeling van nieuwe inzetstukken. Familiematrijzen elimineren meerdere instellingen, waardoor de totale productietijd met 15-30% wordt verkort voor gemengde onderdeelbatches.
Verbeteringen in de machinebenutting versterken de kostenvoordelen. Gereedschappen voor één doel bereiken vaak een benutting van 40-60% vanwege de vereisten voor omschakeling en planningsbeperkingen. Familiematrijzen kunnen de benutting opdrijven tot 75-85%, waardoor de productiecapaciteit effectief wordt verhoogd zonder investeringen in kapitaalgoederen.
| Kostencategorie | Traditioneel gereedschap | Modulaire matrijzen | Familie-gereedschappen | Besparingspotentieel |
|---|---|---|---|---|
| Initiële investering | €200.000 | €120.000 | €100.000 | 40-50% |
| Ontwerpwijzigingen | €35.000 | €8.000 | €15.000 | 57-77% |
| Installatiekosten/Run | €250 | €180 | €75 | 28-70% |
| Levertijd (weken) | 14-18 | 8-12 | 10-14 | 30-44% |
Materiaalkeuze en duurzaamheidsoverwegingen
De materiaalkeuze voor gereedschappen heeft een directe invloed op zowel de initiële kosten als de duurzaamheid op lange termijn. De toegenomen complexiteit van modulaire en familiesystemen vereist een zorgvuldige materiaalaanpassing aan de toepassingsvereisten en productievolumes.
Voor spuitgiettoepassingen met een hoog volume van meer dan 500.000 cycli biedt H13 gereedschapsstaal optimale prestaties. Het chroomgehalte van 1,05% en het molybdeengehalte van 1,50% zorgen voor een uitstekende weerstand tegen thermische vermoeidheid en behouden de hardheid tot 600°C. Oppervlaktebehandelingen zoals nitreercoating verlengen de levensduur van het gereedschap met 40-60%, wat €3.000-8.000 toevoegt aan de gereedschapskosten, maar de vervangingsfrequentie vermindert.
Toepassingen met een gemiddeld volume (100.000-500.000 cycli) profiteren van de balans tussen prestaties en kosten van P20 staal. Voorgehard tot 28-32 HRC, elimineert P20 de risico's van vervorming door warmtebehandeling en biedt het een adequate slijtvastheid. De superieure bewerkbaarheid verkort de productietijd met 20-25% in vergelijking met H13.
Gespecialiseerde toepassingen vereisen oplossingen op maat. Thixoforming-bewerkingen die werken bij 580-620°C vereisen premium gereedschapsstaalsoorten zoals H11 of aangepaste legeringen met verbeterde thermische geleidbaarheid. Hoewel de initiële kosten met 40-60% stijgen, rechtvaardigt de verlengde levensduur van het gereedschap de investering voor productie met een hoog volume.
Inzetstukmaterialen volgen andere optimalisatiecriteria. Toepassingen met frequente omschakelingen geven prioriteit aan bewerkbaarheid en kosten boven ultieme duurzaamheid. 1018 staal of aluminium 7075-T6 bieden adequate prestaties voor prototype- en low-volume productie-inzetstukken, waardoor de kosten met 60-70% worden verlaagd in vergelijking met alternatieven van gereedschapsstaal.
Materialen voor koelsystemen hebben een aanzienlijke invloed op de prestaties. Koelleidingen van koperlegering bieden een 3x betere thermische geleidbaarheid dan staal, maar kosten 4x meer. Voor toepassingen met een hoge cyclus rechtvaardigt de verbeterde warmteafvoer de investering door middel van verkorte cyclustijden en een verlengde levensduur van het gereedschap.
Precisieproductie en kwaliteitscontrole
Modulaire en familiematrijssystemen vereisen verhoogde precisienormen om een goede passing en consistente onderdeelkwaliteit te garanderen. Dimensionale toleranties worden met 30-50% aangescherpt in vergelijking met gereedschappen voor één doel, waarbij kritieke interfaces een nauwkeurigheid van ±0,01 mm vereisen.
De productie van basiscomponenten legt de basis voor het succes van het systeem. Montageoppervlakken vereisen oppervlakteafwerkingen van Ra 0,4 μm of beter om micromobiliteit tijdens de productie te voorkomen. Centreerpengaten handhaven een positionele tolerantie van ±0,005 mm, terwijl klemvlakken vlak moeten blijven binnen 0,02 mm over hun volledige overspanning.
De productie van inzetstukken brengt precisie in evenwicht met kostenefficiëntie. Kritieke vormoppervlakken handhaven een dimensionale tolerantie van ±0,025 mm, terwijl niet-kritieke functies kunnen ontspannen tot ±0,05 mm. De vereisten voor de oppervlakteafwerking variëren per toepassing: Klasse A-oppervlakken voor zichtbare onderdelen vereisen Ra 0,2 μm, terwijl functionele oppervlakken Ra 0,8 μm accepteren.
Kwaliteitscontroleprocedures breiden zich uit buiten de traditionele gereedschapsverificatie. Modulaire systemen vereisen assemblageverificatieprotocollen die de juiste plaatsing van het inzetstuk, de integriteit van het koelcircuit en de synchronisatie van het uitwerpsysteem bevestigen. Familiematrijzen vereisen validatie van de stroomanalyse om een evenwichtige vulling over alle caviteiten te garanderen.
Voor resultaten met hoge precisie, vraag een gratis offerte aan en ontvang binnen 24 uur een prijsopgave van Microns Hub.
Meet- en inspectieprotocollen passen zich aan de modulaire complexiteit aan. Coördinatenmeetmachines verifiëren de geometrie van de basiscomponenten, terwijl optische comparatoren de profielen van de inzetstukken controleren. Assemblageverificatie maakt gebruik van go/no-go meters die de juiste passing en functie bevestigen vóór productiebeproevingen.
Integratie met moderne productie
Industrie 4.0-technologieën versterken de voordelen van modulaire en familiematrijzen door middel van verbeterde monitoring, voorspellend onderhoud en geautomatiseerde omschakelsystemen. Slimme gereedschappen bevatten sensoren die temperatuur, druk en cyclustellingen bewaken en real-time prestatiefeedback geven.
Geautomatiseerde omschakelsystemen verkorten de insteltijden van 30-60 minuten tot 5-15 minuten door middel van robotgestuurde inzetstukbehandeling en vooraf bepaalde positioneringssystemen. Hoewel de systeemkosten met €50.000-150.000 worden verhoogd, betaalt de automatisering zich binnen 18-24 maanden terug voor productieomgevingen met een hoge mix.
Digital twin-technologie maakt virtuele optimalisatie van familiematrijsconfiguraties mogelijk vóór fysieke productie. Simulatiesoftware voorspelt vulpatronen, identificeert potentiële kwaliteitsproblemen en optimaliseert aanloopsystemen, waardoor de kosten van fysieke prototyping met 40-60% worden verlaagd.
Voorspellende onderhoudsalgoritmen analyseren sensorgegevens om de slijtage van inzetstukken te voorspellen en vervanging te plannen voordat de kwaliteit achteruitgaat. Deze proactieve aanpak vermindert de uitval met 15-25% en elimineert noodreparatiestilstand.
Integratie met plaatbewerking services creëert uitgebreide productieoplossingen die meerdere processen combineren in geoptimaliseerde productiesequenties. Deze holistische aanpak verlaagt de behandelingskosten en verbetert de algehele kwaliteitscontrole.
Implementatiestrategie en planning
Een succesvolle implementatie van modulaire gereedschappen vereist een systematische analyse van bestaande productportfolio's en toekomstige ontwikkelingsplannen. Het proces begint met een uitgebreide analyse van de onderdeelfamilie om mogelijkheden voor consolidatie en standaardisatie te identificeren.
Onderdeelclassificatie onderzoekt dimensionale omhulsels, materiaalvereisten, productievolumes en kwaliteitsspecificaties. Componenten met vergelijkbare kenmerken worden kandidaten voor familiematrijzen, terwijl onderdelen die frequente ontwerpwijzigingen vereisen profiteren van modulaire benaderingen.
Investeringsanalyse vergelijkt traditionele gereedschapskosten met modulaire alternatieven over een periode van 3-5 jaar. De analyse omvat initiële gereedschapskosten, modificatiekosten, besparingen op insteltijd en verbeteringen in de machinebenutting. Terugverdientijden variëren doorgaans van 12-24 maanden, afhankelijk van de productievolumes en de complexiteit van de onderdelen.
Risicobeoordeling identificeert potentiële uitdagingen, waaronder toegenomen ontwerpcomplexiteit, vereisten voor leverancierscapaciteit en eisen aan kwaliteitscontrole. Mitigatiestrategieën pakken elk geïdentificeerd risico aan door middel van leverancierskwalificatie, verbeterde inspectieprocedures en back-upplanning.
Wanneer u met Microns Hub werkt, profiteert u van directe fabrikantrelaties die superieure kwaliteitscontrole en concurrerende prijzen garanderen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke serviceaanpak betekent dat elk project de aandacht voor detail krijgt die nodig is voor een succesvolle implementatie van modulaire gereedschappen.
De implementatie verloopt via proefprogramma's die concepten valideren op representatieve onderdeelfamilies vóór volledige implementatie. De resultaten van de pilot informeren de verfijning van ontwerpnormen, fabricageprocedures en kwaliteitscontroleprotocollen. Successtatistieken omvatten behaalde kostenreducties, kwaliteitsverbeteringen en doorlooptijdverkortingen.
Trainingsprogramma's zorgen ervoor dat productieteams de werking van het modulaire systeem, de omschakelprocedures en de onderhoudsvereisten begrijpen. Documentatienormen leggen geleerde lessen vast en stellen best practices vast voor toekomstige toepassingen.
Geavanceerde ontwerpoptimalisatie
Optimalisatie van modulaire en familiematrijzen reikt verder dan basisconsolidatie en omvat geavanceerde ontwerpstrategieën die de efficiëntie maximaliseren en de kosten minimaliseren. Geavanceerde technieken omvatten parametrische ontwerpsystemen, topologie-optimalisatie en multi-objectieve optimalisatie-algoritmen.
Parametrisch ontwerp maakt snelle configuratiewijzigingen mogelijk door middel van variabele gestuurde geometrie-modificatie. Mastertemplates bevatten ontwerpregels en beperkingen, waarbij koelkanalen, uitwerpsystemen en structurele elementen automatisch worden aangepast naarmate de inzetstukconfiguraties veranderen. Deze aanpak verkort de ontwerptijd met 50-70% voor afgeleide producten.
Topologie-optimalisatie-algoritmen bepalen de optimale materiaalverdeling binnen gereedschapsstructuren, waardoor het gewicht met 20-30% wordt verminderd met behoud van de structurele integriteit. Gewichtsreductie vertaalt zich in besparingen op materiaalkosten en verbeterde handlingseigenschappen tijdens instelbewerkingen.
Multi-objectieve optimalisatie brengt concurrerende eisen in evenwicht, waaronder gereedschapskosten, cyclustijd, onderdeelkwaliteit en levensduur van het gereedschap. Genetische algoritmen verkennen duizenden ontwerpvariaties en identificeren Pareto-optimale oplossingen die de beste algehele prestaties leveren.
Koelsysteemoptimalisatie maakt gebruik van computationele vloeistofdynamica en warmteoverdrachtsanalyses om de kanaalgeleiding, de dimensionering van de diameter en de stroomverdeling te optimaliseren. Geavanceerde koelontwerpen verkorten de cyclustijden met 10-20% en verbeteren de consistentie van de onderdeelkwaliteit door betere temperatuurregeling.
Integratie met onze productiediensten biedt uitgebreide oplossingen die ontwerpoptimalisatie, gereedschapsfabricage en productie-implementatie omvatten. Deze geïntegreerde aanpak zorgt voor een naadloze uitvoering van concept tot grootschalige productie.
Veelgestelde vragen
Welk minimale productievolume rechtvaardigt de investering in modulaire gereedschappen?
Modulaire gereedschappen worden kosteneffectief voor gecombineerde familievolumes van meer dan 50.000 eenheden per jaar over 3-5 gerelateerde onderdelen. Individuele onderdeelvolumes van slechts 10.000 eenheden kunnen modulaire benaderingen rechtvaardigen wanneer ontwerpwijzigingen frequent zijn of toekomstige volumegroei wordt verwacht.
Hoe beïnvloeden modulaire matrijzen de onderdeelkwaliteit in vergelijking met speciale gereedschappen?
Correct ontworpen modulaire systemen bereiken een equivalente onderdeelkwaliteit als speciale gereedschappen. Kritieke factoren zijn onder meer nauwkeurige inzetstuk-naar-basis interfaces (±0,01 mm), de juiste integratie van het koelcircuit en gevalideerde assemblageprocedures. Sommige toepassingen kunnen lichte verbeteringen zien als gevolg van geoptimaliseerde koel- en uitwerpsystemen.
Welke onderhoudsvereisten verschillen tussen modulaire en traditionele gereedschappen?
Modulaire systemen vereisen extra aandacht voor de reinheid van de interface, de integriteit van de afdichting en de uitlijningsverificatie. Onderhoudsintervallen kunnen met 10-20% worden verkort als gevolg van de toegenomen complexiteit, maar de onderhoudskosten op inzetstukniveau dalen aanzienlijk in vergelijking met het onderhoud van complete gereedschappen.
Kunnen bestaande gereedschappen worden omgebouwd tot modulaire systemen?
De haalbaarheid van de ombouw is afhankelijk van het oorspronkelijke gereedschapsontwerp en de staat. Eenvoudige geometrieën met voldoende structureel materiaal kunnen vaak worden omgebouwd, terwijl complexe gereedschappen mogelijk volledig moeten worden gereconstrueerd. De ombouwkosten variëren doorgaans van 40-70% van de investering in nieuwe modulaire gereedschappen.
Welke doorlooptijdvoordelen bieden familiematrijzen?
Familiematrijzen verkorten de totale productiedoorlooptijden met 25-40% door het elimineren van meerdere instellingen en omschakelingen. De ontwerp- en productiedoorlooptijden kunnen met 2-4 weken toenemen als gevolg van de toegenomen complexiteit, maar de efficiëntiewinsten in de productie compenseren de langere initiële ontwikkeling ruimschoots.
Hoe verhouden de materiaalkosten zich tussen modulaire en traditionele benaderingen?
De initiële materiaalkosten voor modulaire systemen stijgen doorgaans met 15-25% als gevolg van precisie-interfaces en gespecialiseerde componenten. De materiaalkosten gedurende de levenscyclus dalen echter door vervanging op inzetstukniveau versus het herbouwen van complete gereedschappen, wat resulteert in 30-50% materiaalkostenbesparingen over 3-5 jaar.
Welke ontwerpbeperkingen zijn van toepassing op modulaire gereedschapssystemen?
Modulaire systemen werken het beste met onderdelen die vergelijkbare vereisten hebben voor materiaalstroom, uitwerppatronen en koeling. Extreme aspectverhoudingen, complexe ondersnijdingen of sterk variërende cyclustijden kunnen de consolidatiemogelijkheden beperken. Zorgvuldige analyse van de onderdeelfamilie identificeert optimale groeperingen en vermijdt problematische combinaties.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece