Wanddikte-uniformiteit: Krimpdefecten in de productie voorkomen
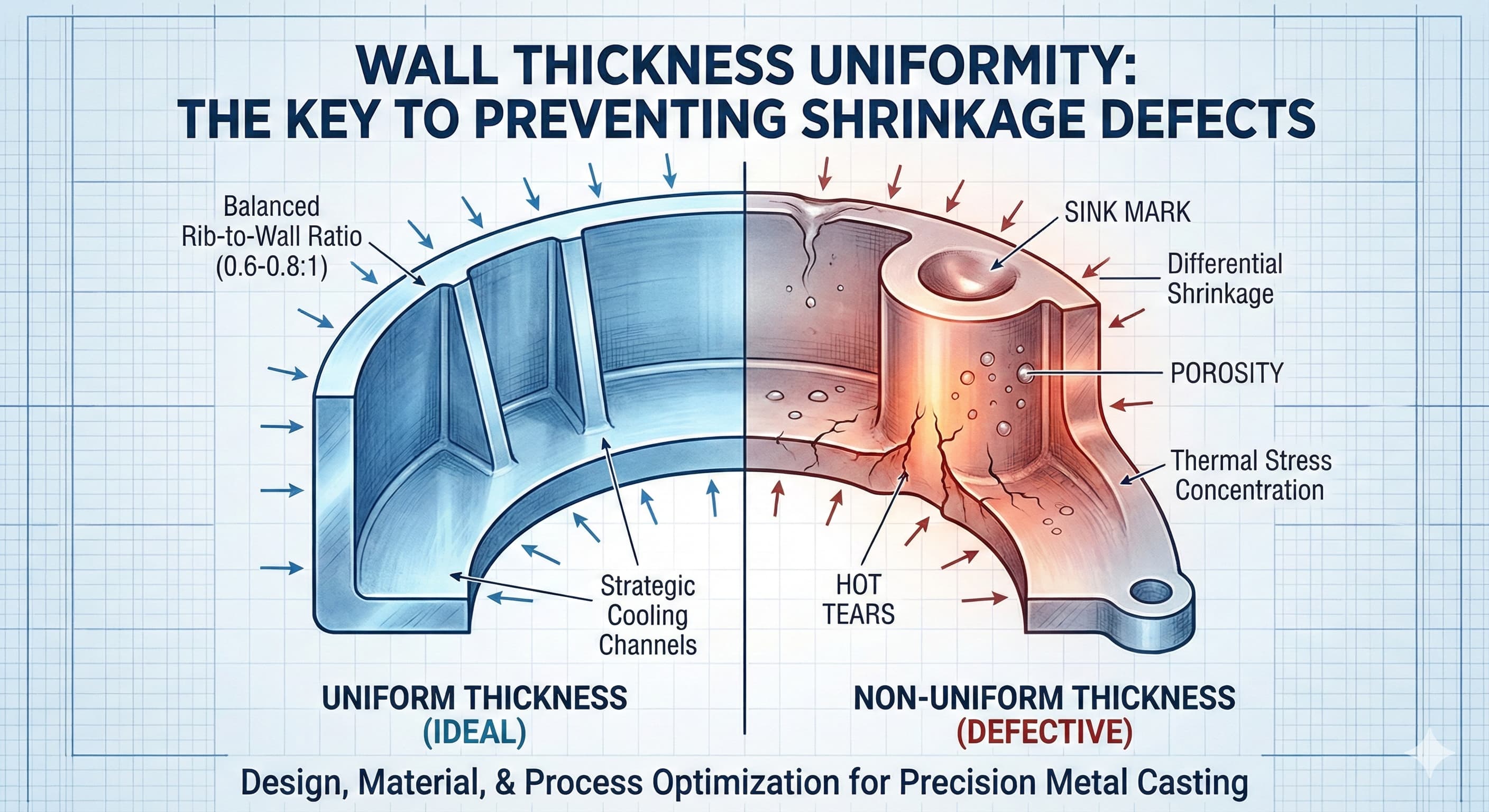
Krimpdefecten bij metaalgieten zijn fundamenteel afkomstig van één beheersbare factor: wanddikte-uniformiteit. Wanneer delen van een gietstuk met verschillende snelheden afkoelen als gevolg van variërende wanddiktes, creëert differentiële krimp interne spanningen, porositeit en dimensionale onnauwkeurigheden die hele productieruns onbruikbaar kunnen maken. Deze technische uitdaging beïnvloedt alles, van transmissiehuizen voor auto's tot structurele componenten voor de lucht- en ruimtevaart, waar tolerantieafwijkingen van zelfs 0,1 mm kostbare afkeuringen kunnen veroorzaken.
Belangrijkste punten
- Uniforme wanddikte binnen ±10% variantie elimineert 85% van de krimpgerelateerde defecten in aluminium en zink spuitgietwerk
- De juiste rib-tot-wanddikteverhoudingen (0,6:1 tot 0,8:1) voorkomen putjes terwijl de structurele integriteit behouden blijft
- Strategische plaatsing van koelkanalen en lopersystemen correleert direct met krimpuniformiteit over complexe geometrieën
- Materiaalspecifieke krimpcoëfficiënten moeten worden meegenomen in het ontwerp van de tooling: Al 380 (1,3%), Zn ZA-12 (0,8%), Mg AZ91D (1,1%)
Inzicht in krimpmechanismen bij metaalgieten
Krimp treedt op in drie verschillende fasen tijdens het gietproces. Vloeibare krimp treedt op wanneer gesmolten metaal afkoelt van de giettemperatuur tot het stollingspunt, wat doorgaans 3-7% volumevermindering veroorzaakt, afhankelijk van de legeringssamenstelling. Stollingkrimp volgt wanneer het materiaal overgaat van vloeibare naar vaste toestand, wat nog eens 3-5% volumeverandering bijdraagt. Ten slotte gaat de vaste-stofkrimp door terwijl het gietstuk afkoelt tot omgevingstemperatuur, wat nog eens 4-6% extra contractie toevoegt.
De kritieke factor die de defectvorming bepaalt, is niet de absolute krimp hoeveelheid, maar de differentiële krimpsnelheden tussen aangrenzende secties. Wanneer een wandsectie van 4 mm afkoelt naast een baas van 12 mm, creëert de thermische gradiënt gelokaliseerde spanningsconcentraties van meer dan 150 MPa in aluminiumlegeringen. Deze spanningen manifesteren zich als warme scheuren, koude sluitingen en dimensionale vervorming die zowel de structurele integriteit als de oppervlaktekwaliteit aantasten.
Wanddikte-uniformiteit beïnvloedt de stollingstijd direct volgens de regel van Chvorinov: de stollingstijd is evenredig met (Volume/Oppervlakte)². Een sectie met de dubbele wanddikte heeft vier keer langer nodig om te stollen, waardoor de thermische onbalans ontstaat die verantwoordelijk is voor de meeste gietdefecten. Inzicht in deze relatie stelt ingenieurs in staat om krimp problemen te voorspellen en te voorkomen tijdens de ontwerpfase in plaats van ze aan te pakken door middel van kostbare sanering na het gieten.
Ontwerpprincipes voor wanddikte-uniformiteit
Het bereiken van een optimale wanddikte-uniformiteit vereist naleving van specifieke ontwerpverhoudingen en geometrische principes. De fundamentele regel handhaaft wanddiktevariaties binnen ±10% over het gehele gietstuk. Voor een primaire wanddikte van 3,0 mm moeten aangrenzende secties tussen 2,7 mm en 3,3 mm blijven om uniforme koelsnelheden te garanderen.
Ribontwerp vereist bijzondere aandacht voor dikteverhoudingen. Structurele ribben moeten 60-80% van de primaire wanddikte behouden om voldoende sterkte te bieden zonder thermische onevenwichtigheden te creëren. Een primaire wand van 4 mm vereist ribben tussen 2,4 mm en 3,2 mm dikte. Dikkere ribben creëren putjes op tegenoverliggende oppervlakken, terwijl dunnere ribben niet de nodige structurele ondersteuning bieden en mogelijk onvolledige vulling ervaren tijdens het gieten.
| Primaire wanddikte | Aanbevolen ribdikte | Maximale baasdikte | Afrondingsradius |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
Overgangszones tussen verschillende wanddiktes vereisen geleidelijke veranderingen over afstanden van ten minste 6:1 verhouding. Een overgang van 3 mm naar 6 mm wanddikte moet plaatsvinden over een minimale lengte van 18 mm om scherpe thermische gradiënten te voorkomen. Royale afrondingsradii, typisch 0,3-0,5 keer de kleinere wanddikte, verzachten deze overgangen verder en verminderen spanningsconcentraties tijdens het afkoelen.
Materiaalspecifieke krimpeigenschappen
Verschillende gietlegeringen vertonen verschillende krimpgedragingen die de ontwerpstrategieën voor wanddikte direct beïnvloeden. Aluminiumlegeringen, met name A380 en A383 die vaak worden gebruikt bij spuitgieten, vertonen lineaire krimpcoëfficiënten van 1,2-1,5%. Dit voorspelbare krimp patroon maakt een nauwkeurige toolingcompensatie mogelijk, maar de relatief hoge krimpsnelheid vereist strikte naleving van uniforme wanddikte principes.
Zinklegeringen zoals ZA-12 en Zamak 3 bieden lagere krimpsnelheden van 0,6-0,8%, wat een grotere dimensionale stabiliteit biedt, maar een andere benadering van loper- en poortontwerp vereist. De lagere krimp betekent dat dunnere secties langer vloeibaar blijven, wat mogelijk de vuleigenschappen verbetert, maar de cyclustijden in dikke secties verlengt.
| Legeringsgraad | Lineaire krimp (%) | Stollingstraject (°C) | Aanbevolen maximale wand (mm) | Koelsnelheid (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
Magnesiumlegeringen vormen unieke uitdagingen met krimpsnelheden van 1,0-1,3% in combinatie met een hoge thermische geleidbaarheid die snelle cyclustijden vereist. Het smalle procesvenster vereist een uitzonderlijke wanddikte-uniformiteit, typisch binnen ±5% in plaats van de ±10% die acceptabel is voor aluminiumlegeringen. Koperlegeringen vertonen de hoogste krimpsnelheden van 1,5-2,0%, wat maximale wanddiktebeperkingen en uitgebreid gebruik van koelblokken vereist om de koelsnelheden te beheersen.
Toolingontwerp voor krimpbeheersing
Effectief toolingontwerp begint met thermisch beheer door strategische plaatsing van koelkanalen. Koelkanalen moeten een consistente afstand tot de caviteitsoppervlakken behouden, typisch 15-20 mm voor aluminium spuitgietgereedschappen. Het variëren van deze afstand creëert ongelijke koelsnelheden die zich direct vertalen in differentiële krimp en gietdefecten.
Kanaaldiameter selectie volgt de regel van het handhaven van het Reynoldsgetal tussen 5.000-10.000 voor turbulente stroming. Voor standaard waterkoeling vertaalt dit zich in kanaaldiameters van 8-12 mm met debieten van 4-8 liter per minuut per kanaal. Het temperatuurverschil tussen inlaat en uitlaat mag niet groter zijn dan 5°C om een uniforme warmteafvoer over het gereedschapsoppervlak te behouden.
Loper- en poortontwerp beïnvloedt de krimpuniformiteit aanzienlijk door gecontroleerde vulpatronen en drukverdeling. De poortdikte moet 60-80% van de aangrenzende wanddikte zijn om een goede drukoverdracht tijdens de stolling te garanderen en tegelijkertijd stromingsturbulentie te voorkomen. Meerdere poortstrategieën werken bijzonder goed voor grote, complexe gietstukken waar eenpunts poorten niet voldoende druk in de gehele caviteit kunnen handhaven.
Voor uiterst nauwkeurige resultaten kunt u binnen 24 uur een gedetailleerde offerte ontvangen van Microns Hub.
Procesparameters en krimp preventie
Injectiesnelheid correleert direct met krimpuniformiteit door het effect op caviteit vulpatronen en thermische verdeling. Optimale snelheden variëren van 1,5-3,0 m/s voor aluminium spuitgieten, met lagere snelheden voor complexe geometrieën die laminaire stromingseigenschappen vereisen. Overmatige snelheden creëren turbulentie en luchtinsluiting, terwijl onvoldoende snelheden voortijdige stolling in dunne secties mogelijk maken.
Het tijdstip en de grootte van de houddruk bepalen de uiteindelijke gietdichtheid en dimensionale nauwkeurigheid. De druk moet onmiddellijk na voltooiing van de caviteitvulling worden uitgeoefend en worden gehandhaafd totdat de poort stolt. Typische houddrukken variëren van 30-60 MPa voor aluminium gietstukken, met een duur berekend op basis van de poortdikte met behulp van de relatie: houdtijd (seconden) = poortdikte (mm) × 2,5.
Matrijstemperatuurregeling vereist een nauwkeurige balans tussen cyclustijd efficiëntie en gietkwaliteit. Aluminium spuitgieten werkt typisch met matrijstemperaturen tussen 200-250°C, met een nauwkeurigere regeling (±10°C) die nodig is voor dunwandige componenten die een superieure dimensionale nauwkeurigheid vereisen. De temperatuuruniformiteit over het matrijsoppervlak moet binnen ±15°C worden gehandhaafd om gelokaliseerde hotspots te voorkomen die uniforme stollingspatronen verstoren.
Geavanceerde technieken voor kritische toepassingen
Persgieten vertegenwoordigt het toppunt van krimpbeheersingstechnologie, waarbij tijdens de stolling drukken tot 150 MPa worden uitgeoefend om porositeit te elimineren en maximale dichtheid te garanderen. Dit proces is vooral gunstig voor componenten met onvermijdelijke wanddiktevariaties, zoals auto ophangingscomponenten of structurele beugels voor de lucht- en ruimtevaart. De hoge druk elimineert effectief krimpgerelateerde defecten, zelfs in secties tot 25 mm dik.
Thixoforming processen bieden een andere geavanceerde aanpak voor kritische toepassingen die een uitzonderlijke dimensionale stabiliteit vereisen. De semi-vaste verwerking vermindert de krimpsnelheden met 30-40% in vergelijking met conventioneel gieten, terwijl superieure mechanische eigenschappen behouden blijven door een verfijnde microstructuur.
Vacuüm ondersteund gieten elimineert luchtinsluiting die krimpdefecten kan verergeren, met name in complexe geometrieën met meerdere stromingsfronten. Vacuümniveaus van 50-100 mbar die worden toegepast tijdens het vullen van de caviteit zorgen voor een volledige vulling van dunne secties en voorkomen gasporositeit die krimpgerelateerde dimensionale variaties verergert.
Real-time thermische monitoring met behulp van infraroodcamera's en ingebedde thermocouples biedt onmiddellijke feedback over de koeluniformiteit. Geavanceerde systemen kunnen temperatuurvariaties van meer dan ±5°C over het gietoppervlak detecteren, waardoor automatische aanpassingen aan de koelparameters of proceswaarschuwingen voor onmiddellijke operatorinterventie worden geactiveerd.
Kwaliteitscontrole en meetstrategieën
Dimensionale verificatie van wanddikte-uniformiteit vereist gespecialiseerde meettechnieken die variaties tot 0,05 mm resolutie kunnen detecteren. Ultrasone diktemeters bieden niet-destructieve meting van wandsecties, met name handig voor interne functies die ontoegankelijk zijn voor mechanische meetinstrumenten. Moderne ultrasone systemen bereiken een nauwkeurigheid van ±0,01 mm op oppervlakken met de juiste toepassing van koppelingsmedium.
Coördinatenmeetmachines (CMM's) uitgerust met hoge resolutie touch probes kunnen complexe geometrieën verifiëren aan de hand van CAD specificaties, waarbij krimpgerelateerde dimensionale afwijkingen worden geïdentificeerd voordat ze zich door productieruns verspreiden. Statistische procescontrole (SPC) implementatie volgt wanddikte metingen in de loop van de tijd, waarbij geleidelijke gereedschapslijtage of procesafwijking wordt geïdentificeerd die de krimpuniformiteit beïnvloedt.
| Meetmethode | Nauwkeurigheid | Toepassing | Kostenbereik (€) |
|---|---|---|---|
| Ultrasonische meter | ±0.01 mm | Verificatie van wanddikte | 1.200-3.500 |
| CMM-taster | ±0.005 mm | Validatie van complexe geometrie | 45.000-120.000 |
| Optische scanner | ±0.02 mm | Analyse van oppervlakteprofiel | 8.000-25.000 |
| X-Ray CT | ±0.05 mm | Detectie van interne defecten | 180.000-450.000 |
Röntgen computertomografie (CT) biedt volledige interne visualisatie van de gietstructuur, waarbij krimp porositeit, warme scheuren en andere defecten worden onthuld die onzichtbaar zijn voor oppervlakte inspectiemethoden. Hoewel duur, is CT scannen van onschatbare waarde voor kritische lucht- en ruimtevaart- en medische toepassingen waar interne degelijkheid verificatie verplicht is.
Economische impact en kostenoptimalisatie
Krimpdefecten leggen aanzienlijke economische sancties op door middel van schrootpercentages, herwerkingskosten en vertraagde leveringen. Industriegegevens geven aan dat krimpgerelateerde defecten 15-25% van de totale afkeuringen van gietstukken uitmaken, waarbij de herwerkingskosten gemiddeld €25-45 per kilogram bedragen voor aluminium componenten. Voor een typisch auto gietstuk met een gewicht van 2,5 kg vertegenwoordigt elk gesloopt onderdeel €60-110 aan verloren materiaal- en verwerkingskosten.
Preventiestrategieën tonen een duidelijk rendement op investering aan door verminderde schrootpercentages en verbeterde cyclus efficiëntie. Het implementeren van de juiste ontwerpprincipes voor wanddikte vermindert krimpdefecten typisch met 60-80%, wat zich vertaalt in een schrootreductie van 8-12% tot 2-3% voor goed gecontroleerde processen. De resulterende materiaalbesparingen alleen al rechtvaardigen vaak ontwerpoptimalisatie investeringen binnen 6-8 maanden na implementatie.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise in krimp preventie en wanddikte optimalisatie betekent dat elk gietproject de technische aandacht krijgt die nodig is om defecten te minimaliseren en de productie efficiëntie te maximaliseren.
Toolingmodificaties voor verbeterde krimpbeheersing vereisen een zorgvuldige kosten-batenanalyse. Verbeterde koelsystemen voegen typisch €8.000-15.000 toe aan de initiële toolingkosten, maar verkorten de cyclustijden met 10-15% en verbeteren de dimensionale consistentie. Nauwkeurige CNC bewerkingsdiensten kunnen bestaande gereedschappen optimaliseren door strategische toevoegingen van koelkanalen of caviteitmodificaties zonder volledige gereedschapsvervanging.
Integratie met productiesystemen
Moderne gietbewerkingen integreren krimp preventiestrategieën met bredere manufacturing execution systems (MES) voor real-time procesoptimalisatie. Temperatuurbewaking, drukmeting en cyclustijd tracking bieden continue feedback waardoor onmiddellijke aanpassingen mogelijk zijn om optimale krimpbeheersingsparameters te behouden.
Predictive maintenance algoritmen analyseren historische gegevens om gereedschapslijtage patronen te identificeren die de wanddikte-uniformiteit beïnvloeden voordat defecten optreden. Machine learning modellen kunnen de waarschijnlijkheid van krimpdefecten voorspellen op basis van procesparametercombinaties, waardoor proactieve aanpassingen mogelijk zijn die de kwaliteit behouden en tegelijkertijd de productie doorvoer maximaliseren.
Supply chain integratie zorgt voor consistente materiaaleigenschappen die de krimpeigenschappen direct beïnvloeden. Legeringssamenstellingsvariaties van zelfs 0,1% in siliciumgehalte kunnen de krimpsnelheden voldoende veranderen om de dimensionale nauwkeurigheid in precisietoepassingen te beïnvloeden. Geautomatiseerde materiaal tracking- en verificatiesystemen voorkomen dat samenstellingsgerelateerde krimpvariaties de productiekwaliteit in gevaar brengen.
Onze productiediensten omvatten volledige implementatie van krimpbeheersing, van initiële ontwerpoptimalisatie tot het opzetten van productieprocessen en doorlopende kwaliteitsbewakingssystemen.
Industrie-specifieke toepassingen
Automobieltoepassingen vereisen uitzonderlijke krimpbeheersing vanwege de hoge productievolume eisen en strenge dimensionale toleranties. Transmissiehuizen vereisen bijvoorbeeld wanddikte-uniformiteit binnen ±0,05 mm om de juiste tandwielingreep uitlijning te behouden en voortijdige slijtage te voorkomen. Motorblokken vormen bijzondere uitdagingen met complexe interne passages die gespecialiseerde kernontwerpen en geavanceerde koelstrategieën vereisen om een uniforme wanddikte te behouden gedurende het gehele gietproces.
Lucht- en ruimtevaartcomponenten werken onder de strengste krimpbeheersingseisen, met wanddiktevariaties beperkt tot ±0,02 mm voor kritische structurele elementen. Landingsgestelcomponenten, turbinehuizen en structurele beugels ondergaan uitgebreide niet-destructieve tests om de interne degelijkheid en dimensionale nauwkeurigheid te verifiëren. Alternatieven voor metaalgieten in kleine series bieden kosteneffectieve oplossingen voor prototyping in de lucht- en ruimtevaart en productie in kleine volumes, terwijl dezelfde krimpbeheersingsnormen worden gehandhaafd die vereist zijn voor productie in grote volumes.
Medische apparaattoepassingen vereisen biocompatibele materialen met uitzonderlijke dimensionale stabiliteit voor implanteerbare componenten. Orthopedische implantaten vereisen wanddikte-uniformiteit om een goede lastverdeling te garanderen en spanningsconcentratiepunten te voorkomen die tot implantaatfalen kunnen leiden. De combinatie van materiaalzuiverheidseisen en dimensionale nauwkeurigheid vereist geavanceerde procesbeheersing en uitgebreide kwaliteitsverificatieprocedures.
Veelgestelde vragen
Wat is de maximaal aanvaardbare wanddiktevariatie voor aluminium spuitgietstukken?
Voor standaard aluminium spuitgietstukken moeten wanddiktevariaties binnen ±10% van de nominale dikte blijven om significante krimpdefecten te voorkomen. Kritische toepassingen vereisen mogelijk een strakkere controle van ±5% om een optimale dimensionale nauwkeurigheid en mechanische eigenschappen te garanderen.
Hoe beïnvloedt de ribdikte de krimp en putjes?
Ribben moeten 60-80% van de primaire wanddikte behouden om structurele ondersteuning te bieden zonder thermische onevenwichtigheden te creëren. Dikkere ribben veroorzaken putjes op tegenoverliggende oppervlakken als gevolg van differentiële koelsnelheden, terwijl dunnere ribben mogelijk onvolledige vulling en verminderde structurele effectiviteit ervaren.
Welke koelkanaalafstand voorkomt ongelijke krimp in spuitgietgereedschappen?
Koelkanalen moeten een consistente afstand van 15-20 mm tot de caviteitsoppervlakken behouden met een diameter van 8-12 mm voor optimale warmteafvoer. Kanaalafstand van 40-50 mm hart-op-hart zorgt voor een uniforme temperatuurverdeling over het gereedschapsoppervlak.
Hoe beïnvloeden verschillende legeringen de krimpbeheersingsstrategieën?
Aluminiumlegeringen (1,2-1,5% krimp) vereisen standaard uniformiteitspraktijken, zinklegeringen (0,6-0,8% krimp) staan iets meer variatie toe, terwijl magnesiumlegeringen (1,0-1,3% krimp) een strakkere controle binnen ±5% vereisen vanwege snelle koeleisen.
Welke procesparameters hebben de meest directe invloed op de krimpuniformiteit?
Injectiesnelheid (1,5-3,0 m/s voor aluminium), houddruk (30-60 MPa) en matrijstemperatuuruniformiteit (±15°C over het matrijsoppervlak) vertegenwoordigen de meest kritische parameters voor het beheersen van krimpgerelateerde defecten.
Hoe kunnen bestaande gereedschappen worden aangepast om de krimpbeheersing te verbeteren?
Strategische toevoegingen van koelkanalen, herpositionering van de poort en optimalisatie van het lopersysteem kunnen de krimpuniformiteit aanzienlijk verbeteren zonder volledige gereedschapsvervanging. Conforme koelkanalen die door bestaand gereedschapsstaal zijn bewerkt, bieden de meest effectieve retrofit oplossing.
Welke meettechnieken verifiëren de wanddikte-uniformiteit in de productie?
Ultrasone diktemeters (±0,01 mm nauwkeurigheid) voor routinematige meting, coördinatenmeetmachines voor complexe geometrieën (±0,005 mm nauwkeurigheid) en röntgen CT scanning voor volledige interne verificatie bieden uitgebreide mogelijkheden voor wanddiktevalidatie.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece