Sottosquadri nella lavorazione CNC: frese a T vs. Strategie a 5 assi
La lavorazione di sottosquadri presenta uno dei problemi di geometria più impegnativi nella produzione di precisione. Queste caratteristiche, definite come superfici che non possono essere raggiunte da un utensile da taglio che si muove lungo un singolo asse, richiedono strategie specializzate che influiscono direttamente sui tempi di ciclo, sui costi degli utensili e sulla fattibilità complessiva del progetto.
Punti chiave:
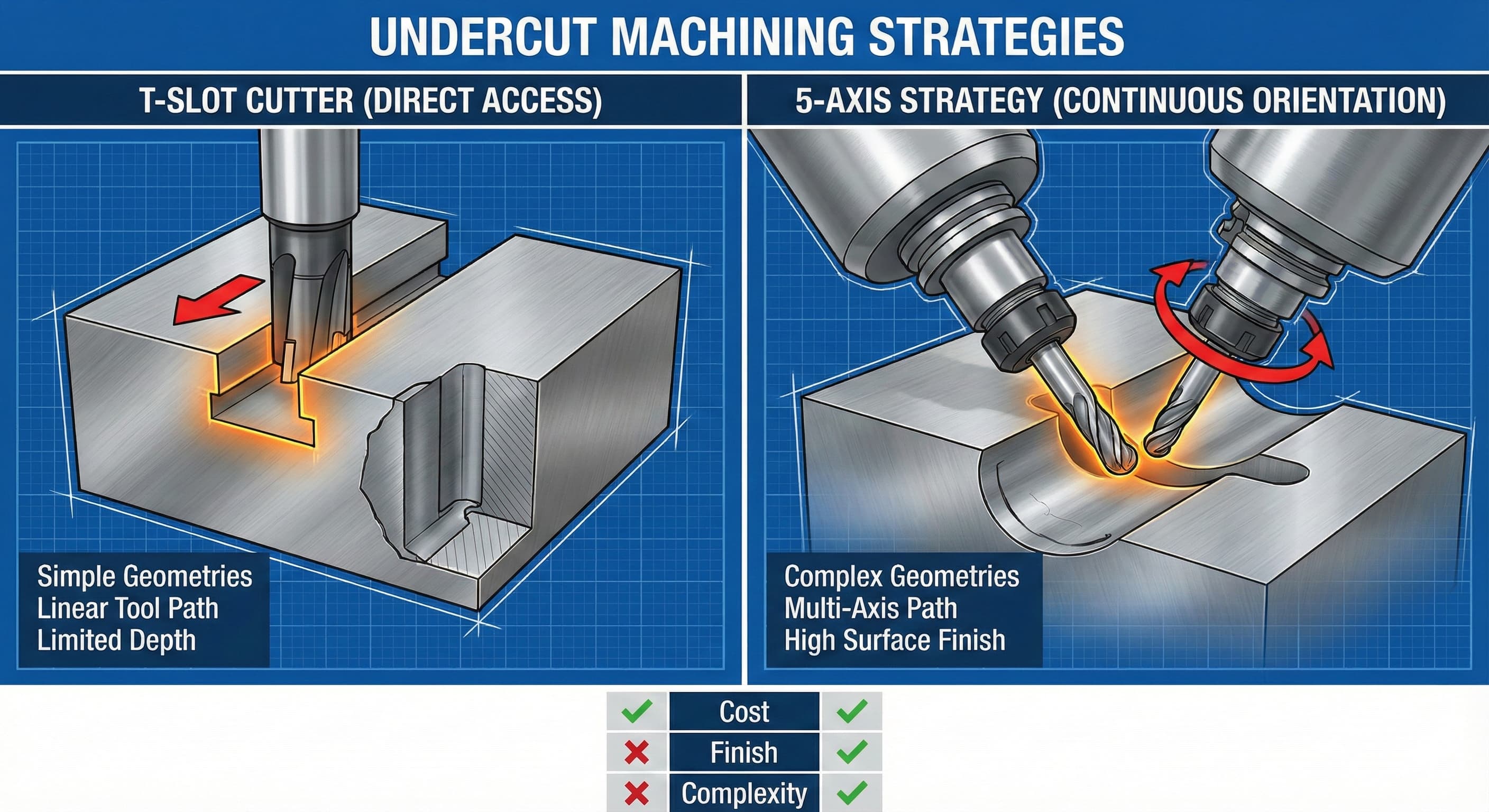
- Le frese a T eccellono per i sottosquadri semplici, ma sono limitate a geometrie e profondità specifiche fino a 15-20 mm
- La lavorazione simultanea a 5 assi consente profili di sottosquadro complessi con una finitura superficiale superiore (Ra 0,8-1,6 μm)
- Gli approcci ibridi che combinano entrambi i metodi possono ridurre i tempi di ciclo del 25-40% per i componenti complessi
- La selezione del materiale e la rigidità del pezzo determinano la strategia di lavorazione del sottosquadro ottimale
Comprensione delle classificazioni della geometria del sottosquadro
I sottosquadri nella lavorazione CNC rientrano in tre categorie principali: sottosquadri lineari semplici, sottosquadri curvi complessi e sottosquadri multidirezionali composti. Ogni classificazione richiede diversi approcci di utensileria e capacità della macchina.
I sottosquadri lineari semplici, come le scanalature a T e i profili a coda di rondine, presentano una geometria a linea retta accessibile tramite frese adatte. Questi in genere variano da 2 a 25 mm di profondità con angoli delle pareti compresi tra 45 e 90 gradi. Lo standard ISO 2768-m si applica alle tolleranze generali, mentre le caratteristiche specifiche possono richiedere controlli più rigorosi fino a ±0,05 mm.
I sottosquadri curvi complessi includono cavità sferiche, superfici scolpite sotto sporgenze e forme organiche presenti nei componenti aerospaziali. Queste geometrie non possono essere lavorate con strategie convenzionali a 3 assi e richiedono percorsi utensile multi-asse continui per mantenere un'adeguata evacuazione dei trucioli e la qualità della superficie.
I sottosquadri composti combinano più direzioni e spesso presentano profondità variabili all'interno di una singola caratteristica. Gli impianti medici, le pale di turbine e i nuclei di stampi a iniezione incorporano frequentemente queste geometrie impegnative che spingono i limiti sia dell'utensileria che della capacità della macchina.
Frese a T: utensileria specializzata per l'accesso diretto
Le frese a T rappresentano l'approccio più diretto per la lavorazione di sottosquadri lineari. Questi utensili sono dotati di un gambo stretto con una testa di taglio allargata, che consente l'accesso a spazi ristretti rimuovendo il materiale in aree irraggiungibili dalle frese convenzionali.
Le frese a T standard variano da 6 a 50 mm di diametro della testa, con diametri del gambo tipicamente del 30-50% della dimensione della testa per fornire la rigidità necessaria. I gradi di metallo duro come K20-K30 offrono una resistenza all'usura ottimale per i componenti in acciaio, mentre gli utensili con punta in PCD eccellono nelle leghe di alluminio come 6061-T6 e 7075-T6.
I parametri di taglio per le operazioni con frese a T richiedono un'attenta considerazione della deflessione e delle vibrazioni dell'utensile. Le velocità superficiali consigliate variano da 80 a 150 m/min per l'acciaio (a seconda della durezza), con velocità di avanzamento comprese tra 0,1 e 0,3 mm per dente. La geometria estesa dell'utensile limita la profondità di taglio a 0,5-2,0 mm per passata, il che influisce in modo significativo sui tempi di ciclo per i sottosquadri profondi.
| Tipo di utensile | Profondità massima (mm) | Velocità di taglio (m/min) | Avanzamento (mm/dente) | Costo tipico (€) |
|---|---|---|---|---|
| Fresa a T in HSS | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Fresa a T in metallo duro | 25 | 120-180 | 0.15-0.25 | 120-220 |
| Fresa a T in PCD | 20 | 200-400 | 0.2-0.4 | 350-650 |
Le considerazioni sulla durata dell'utensile diventano fondamentali a causa della geometria di taglio a sbalzo. Sistemi di bloccaggio del pezzo e smorzamento delle vibrazioni adeguati sono essenziali per prevenire guasti prematuri dell'utensile e mantenere la precisione dimensionale durante le serie di produzione.
Strategie di lavorazione simultanea a 5 assi
La lavorazione simultanea a cinque assi trasforma l'accessibilità del sottosquadro consentendo continue modifiche dell'orientamento dell'utensile lungo il percorso di taglio. Questa capacità consente alle frese convenzionali di accedere a geometrie complesse mantenendo condizioni di taglio ottimali e finiture superficiali superiori.
Il vantaggio fondamentale risiede nella manipolazione dell'asse dell'utensile. Inclinando e ruotando il pezzo o il mandrino, gli utensili da taglio mantengono un innesto perpendicolare con superfici complesse, eliminando le limitazioni geometriche inerenti agli approcci con frese a T. Ciò si traduce in una migliore evacuazione dei trucioli, forze di taglio ridotte e una migliore qualità della superficie.
La programmazione di strategie di sottosquadro a 5 assi richiede un software CAM sofisticato in grado di rilevare le collisioni e ottimizzare il percorso utensile. Gli angoli di attacco e di ritardo devono essere controllati attentamente per evitare scalfitture garantendo al contempo la completa rimozione del materiale. Gli angoli di attacco tipici variano da 2 a 5 gradi, con angoli di ritardo regolati in base alle proprietà del materiale e alla finitura superficiale desiderata.
La cinematica della macchina gioca un ruolo cruciale nella selezione della strategia. Le configurazioni tavola-tavola (assi A e C sulla tavola) eccellono per i pezzi pesanti, ma possono avere angoli di accesso dell'utensile limitati. Le configurazioni testa-testa (assi B e C sul mandrino) offrono un'accessibilità superiore, ma sono in genere limitate a componenti più leggeri a causa dei vincoli di carico del mandrino.
Per risultati di alta precisione, Invia il tuo progetto per un preventivo in 24 ore da Microns Hub.
L'ottimizzazione della velocità di avanzamento nella lavorazione del sottosquadro a 5 assi richiede una regolazione dinamica basata sull'innesto istantaneo dell'utensile. I moderni controllori CNC utilizzano algoritmi avanzati per mantenere carichi di truciolo costanti prevenendo al contempo improvvisi cambiamenti di accelerazione che potrebbero compromettere la finitura superficiale o la precisione dimensionale.
Analisi comparativa: fattori di prestazione e costo
La scelta tra frese a T e strategie a 5 assi richiede un'analisi completa della geometria del pezzo, del volume di produzione e dei vincoli di costo. Ogni approccio offre vantaggi distinti a seconda dei requisiti specifici dell'applicazione.
| Fattore | Frese a T | 5 assi simultanei | Impatto sulla selezione |
|---|---|---|---|
| Tempo di impostazione | 15-30 minuti | 45-90 minuti | L'alto volume favorisce la scanalatura a T |
| Complessità della programmazione | Bassa | Alta | I requisiti di competenza differiscono in modo significativo |
| Finitura superficiale (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Critico per le superfici visibili |
| Costo utensile per elemento | €2-8 | €0.50-3 | Dipendente dal volume e dalla complessità |
| Tempo ciclo (sottosquadro semplice) | 100% | 150-200% | Vantaggio della scanalatura a T per la geometria di base |
Le considerazioni sui materiali influenzano in modo significativo la selezione della strategia. Le leghe da incrudimento come l'Inconel 718 beneficiano dell'azione di taglio continua possibile con gli approcci a 5 assi, mentre le leghe di alluminio possono ottenere risultati accettabili con entrambi i metodi. Le caratteristiche di evacuazione dei trucioli migliorate della lavorazione a 5 assi diventano particolarmente preziose quando si lavora con materiali soggetti a incrudimento o che generano trucioli lunghi e filamentosi.
La complessità geometrica funge da principale fattore decisionale. Semplici scanalature a T, code di rondine e sottosquadri lineari con profondità inferiori a 15 mm in genere favoriscono le frese specializzate. Sottosquadri curvi complessi, caratteristiche a profondità variabile o sottosquadri che richiedono più orientamenti richiedono capacità a 5 assi.
Quando si valutano soluzioni di produzione complete, considerare come la lavorazione del sottosquadro si integra con altri processi. I componenti che richiedono sia caratteristiche CNC di precisione che elementi formati possono beneficiare dei nostri servizi di fabbricazione di lamiere per approcci di produzione ibridi.
Strategie ibride avanzate
Gli ambienti di produzione sofisticati spesso impiegano approcci ibridi che combinano frese a T e strategie a 5 assi all'interno di singoli programmi di lavorazione. Questa metodologia ottimizza i tempi di ciclo mantenendo al contempo gli standard di qualità in base ai diversi requisiti delle caratteristiche.
La rimozione di sgrossatura del sottosquadro utilizza frequentemente strategie a 5 assi con frese standard per rimuovere il materiale sfuso in modo efficiente. La superiore evacuazione dei trucioli e la ridotta sollecitazione dell'utensile consentono tassi di rimozione del materiale aggressivi di 15-25 cm³/min nelle leghe di alluminio. La profilatura finale impiega quindi frese a T specializzate per ottenere un preciso controllo dimensionale e una migliore finitura superficiale sulle superfici critiche.
I cambi utensile sequenziali all'interno dei programmi ibridi richiedono un'attenta considerazione dei sistemi di riferimento del pezzo e della compensazione della lunghezza dell'utensile. Il mantenimento di sistemi di coordinate coerenti diventa fondamentale quando si alternano diverse geometrie dell'utensile e strategie di taglio. Procedure di impostazione e verifica adeguate prevengono costosi scarti di componenti parzialmente completati.
I sistemi CAM avanzati ora offrono funzionalità di programmazione ibrida integrate che ottimizzano automaticamente la selezione dell'utensile e le strategie di taglio in base all'analisi della geometria delle caratteristiche. Questi sistemi valutano fattori quali i tassi di rimozione del materiale, gli angoli di accesso dell'utensile e i requisiti di finitura superficiale per generare sequenze di lavorazione ottimizzate.
La gestione della temperatura diventa sempre più importante nelle strategie ibride a causa dei diversi carichi di taglio e dei tempi di ciclo prolungati. I sistemi di refrigerante a inondazione con portate di 15-25 litri al minuto aiutano a mantenere temperature costanti fornendo al contempo un'adeguata evacuazione dei trucioli per entrambi i metodi di taglio.
Considerazioni specifiche per il materiale
Materiali diversi rispondono in modo univoco alle strategie di lavorazione del sottosquadro con frese a T rispetto a quelle a 5 assi, richiedendo approcci personalizzati per risultati ottimali. La comprensione di questi comportamenti specifici del materiale consente una selezione informata della strategia e un'ottimizzazione dei parametri.
Le leghe di alluminio, in particolare 6061-T6 e 7075-T6, si lavorano facilmente con entrambi gli approcci, ma mostrano comportamenti diversi. Le frese a T in alluminio possono raggiungere elevati tassi di rimozione del materiale grazie alle eccellenti proprietà di dissipazione del calore, mentre le strategie a 5 assi beneficiano della capacità del materiale di produrre trucioli corti e facilmente evacuati. Gli utensili con punta in PCD eccellono nelle applicazioni in alluminio, offrendo miglioramenti della durata dell'utensile del 300-500% rispetto alle alternative in metallo duro.
| Grado del materiale | Strategia preferita | Durata tipica dell'utensile | Velocità di taglio (m/min) | Considerazioni speciali |
|---|---|---|---|---|
| Al 6061-T6 | Entrambi/Ibrido | 2000-4000 pezzi | 200-400 | Prevenzione del tagliente di riporto |
| Acciaio 4140 (HRC 30) | 5 assi preferiti | 150-300 pezzi | 120-180 | Controllo dell'incrudimento |
| Inossidabile 316L | 5 assi richiesti | 80-150 pezzi | 80-120 | Taglio continuo essenziale |
| Inconel 718 | Solo 5 assi | 25-60 pezzi | 45-80 | Gestione termica critica |
I gradi di acciaio inossidabile come 316L e 17-4 PH presentano sfide uniche a causa delle caratteristiche di incrudimento. Le frese a T che operano con un'azione di taglio intermittente possono indurre l'incrudimento, portando a una rapida usura dell'utensile e a una scarsa qualità della superficie. Le strategie di taglio continuo a cinque assi mantengono un innesto costante, prevenendo l'incrudimento ottenendo al contempo una durata dell'utensile e una finitura superficiale accettabili.
Le leghe di titanio, incluso Ti-6Al-4V, richiedono approcci specializzati indipendentemente dalla strategia di taglio. La bassa conduttività termica del materiale e la reattività chimica con gli utensili da taglio richiedono parametri ottimizzati e potenzialmente materiali per utensili esotici. Per strategie dettagliate di lavorazione del titanio, fare riferimento alla nostra guida sulla riduzione dell'usura degli utensili nella lavorazione del titanio per approcci completi di ottimizzazione CAD.
Considerazioni sul fissaggio e sul bloccaggio del pezzo
Una lavorazione del sottosquadro di successo richiede sistemi di bloccaggio del pezzo robusti in grado di mantenere la rigidità del pezzo fornendo al contempo l'accesso dell'utensile ad aree ristrette. La scelta tra frese a T e strategie a 5 assi influenza in modo significativo i requisiti di fissaggio e la complessità dell'impostazione.
Le applicazioni con frese a T in genere beneficiano di configurazioni convenzionali con morsa o piastra di fissaggio, poiché i requisiti di accesso dell'utensile rimangono relativamente prevedibili. Tuttavia, la geometria estesa dell'utensile crea bracci di momento significativi che amplificano le forze di taglio e le vibrazioni. I sistemi di bloccaggio del pezzo devono fornire un supporto adeguato vicino alla zona di taglio tenendo conto dei requisiti di spazio libero dell'utensile.
La lavorazione a cinque assi richiede soluzioni di fissaggio più sofisticate che mantengano l'accessibilità del pezzo durante complesse sequenze di percorso utensile. I fissaggi a tomba, le tavole rotanti indicizzate e i design di fissaggio personalizzati consentono più orientamenti del pezzo riducendo al minimo le modifiche all'impostazione. La capacità di lavorare sottosquadri da varie angolazioni di approccio spesso riduce i requisiti totali di fissaggio rispetto ai metodi con frese a T.
Quando si ha a che fare con geometrie complesse che richiedono più impostazioni, considerare strategie di progettazione che incorporino alette di tenuta per parti CNC complesse per mantenere l'integrità della parte durante le sequenze di lavorazione.
Lo smorzamento delle vibrazioni diventa particolarmente critico per le operazioni con frese a T a causa dell'inerente flessibilità dell'utensile. Sistemi di supporto supplementari, inclusi supporti fissi e dispositivi antivibranti, aiutano a mantenere la precisione dimensionale e a prolungare la durata dell'utensile. Questi sistemi devono essere progettati attentamente per evitare interferenze con i percorsi utensile fornendo al contempo la massima efficacia di supporto.
Strategie di controllo qualità e ispezione
Le caratteristiche del sottosquadro presentano sfide di ispezione uniche che richiedono tecniche e attrezzature di misurazione specializzate. Le limitazioni di accessibilità che complicano la lavorazione influiscono anche sulle procedure di verifica della qualità.
Le macchine di misura a coordinate (CMM) dotate di teste di sonda articolate consentono un'ispezione completa del sottosquadro, ma la complessità della programmazione aumenta in modo significativo. Gli angoli di accesso della sonda devono essere pianificati attentamente per evitare collisioni ottenendo al contempo la verifica completa delle caratteristiche. I sistemi di sonda a contatto con diametri della sfera di 2-5 mm in genere forniscono un equilibrio ottimale tra capacità di accesso e precisione di misurazione.
I sistemi di misurazione ottica, inclusi scanner laser e sistemi a luce strutturata, offrono alternative di ispezione senza contatto particolarmente preziose per sottosquadri curvi complessi. Questi sistemi acquisiscono dati completi sulla geometria della superficie, consentendo un confronto completo con i modelli CAD con una precisione in genere entro ±0,025 mm per la maggior parte delle applicazioni industriali.
Il monitoraggio in-process diventa sempre più importante per la lavorazione del sottosquadro a causa dell'accesso visivo limitato durante le operazioni di taglio. Il monitoraggio del carico del mandrino, l'analisi delle vibrazioni e i sensori di emissione acustica aiutano a rilevare l'usura dell'utensile o le anomalie di taglio prima che influiscano sulla qualità del pezzo. I moderni sistemi CNC integrano queste funzionalità di monitoraggio per fornire feedback in tempo reale e regolazione automatica dei parametri.
L'implementazione del controllo statistico del processo (SPC) richiede un'attenta considerazione della ripetibilità della misurazione e della tecnica dell'operatore. Le caratteristiche del sottosquadro spesso mostrano una maggiore incertezza di misurazione rispetto alle superfici accessibili, richiedendo limiti di controllo e strategie di campionamento regolati per mantenere un efficace controllo del processo.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli che merita, con capacità di ispezione complete anche per le geometrie di sottosquadro più impegnative.
Strategie di ottimizzazione dei costi
Un'efficace gestione dei costi nella lavorazione del sottosquadro richiede un'analisi completa dei costi degli utensili, dei tempi di ciclo, dei requisiti di impostazione e delle considerazioni sulla qualità. La comprensione delle implicazioni totali sui costi consente decisioni informate che bilanciano le spese iniziali con l'efficienza della produzione a lungo termine.
I costi degli utensili variano notevolmente tra gli approcci. Le frese a T variano da €45 a €650 a seconda delle dimensioni e del rivestimento, con una durata tipica dell'utensile di 150-4000 pezzi in base al materiale e alle condizioni di taglio. Le strategie a cinque assi utilizzano frese convenzionali che costano da €15 a €150, ma potrebbero richiedere più utensili per la lavorazione completa del sottosquadro.
I costi di programmazione e impostazione favoriscono le frese a T per geometrie semplici a causa della ridotta complessità. Tuttavia, le strategie a 5 assi spesso si rivelano più economiche per sottosquadri complessi se si considerano i tempi di ciclo totali e le operazioni secondarie. La capacità di completare più orientamenti del sottosquadro in singole impostazioni elimina i costi di movimentazione e riposizionamento intermedi.
Le considerazioni sul volume influiscono in modo significativo sulle decisioni di ottimizzazione dei costi. I prototipi a basso volume e le parti personalizzate possono favorire gli approcci a 5 assi nonostante i costi di impostazione più elevati, mentre la produzione ad alto volume spesso beneficia di utensili per frese a T dedicati e sistemi di fissaggio ottimizzati.
Per un'analisi completa dei costi che copre vari processi di produzione, fare riferimento alla nostra guida dettagliata sui fattori di costo della lavorazione CNC che fornisce strategie specifiche per ridurre i prezzi delle parti attraverso l'ottimizzazione del design.
Le operazioni secondarie, tra cui sbavatura, finitura superficiale e ispezione, aggiungono complessità ai calcoli dei costi. La lavorazione a cinque assi in genere produce finiture superficiali superiori che richiedono una post-elaborazione minima, mentre le operazioni con frese a T possono richiedere passaggi di finitura aggiuntivi per ottenere livelli di qualità comparabili.
Integrazione con i servizi di produzione
La lavorazione del sottosquadro rappresenta spesso un componente di programmi di produzione completi che possono includere più processi e tecnologie. La comprensione di come le strategie di sottosquadro si integrano con le più ampie capacità di produzione aiuta a ottimizzare l'esecuzione complessiva del progetto e l'efficacia dei costi.
Molti componenti che richiedono sottosquadri complessi incorporano anche caratteristiche più adatte a processi di produzione alternativi. I componenti in lamiera con sottosquadri lavorati, le parti fuse che richiedono la lavorazione di finitura e gli assiemi che combinano più tecnologie di produzione beneficiano di una pianificazione della produzione integrata che considera tutte le interazioni di processo.
L'ottimizzazione dei tempi di consegna guida frequentemente le decisioni di selezione del processo. I componenti che richiedono sia sottosquadri di precisione che altre operazioni di produzione possono beneficiare di strategie di elaborazione parallela in cui diverse caratteristiche vengono prodotte contemporaneamente utilizzando tecnologie appropriate. Questo approccio riduce al minimo la durata complessiva del progetto mantenendo al contempo gli standard di qualità su tutte le caratteristiche.
L'integrazione del sistema di qualità garantisce standard coerenti su più processi di produzione. Quando la lavorazione del sottosquadro rappresenta un elemento di programmi di produzione complessi, il mantenimento della tracciabilità e della documentazione diventa fondamentale per i settori con severi requisiti normativi come l'aerospaziale, i dispositivi medici e le applicazioni automobilistiche.
Esplora come la lavorazione del sottosquadro si integra con i nostri servizi di produzione per sviluppare soluzioni complete che ottimizzano sia la qualità delle singole parti che l'efficienza complessiva del progetto.
Domande frequenti
Qual è la profondità massima raggiungibile con le frese a T rispetto alla lavorazione a 5 assi?
Le frese a T sono in genere limitate a profondità di 15-25 mm a causa della rigidità dell'utensile e dei vincoli di vibrazione. La geometria estesa dell'utensile crea una deflessione significativa che influisce sulla precisione dimensionale oltre queste profondità. La lavorazione a cinque assi che utilizza frese convenzionali può raggiungere profondità di sottosquadro praticamente illimitate, poiché gli utensili mantengono un innesto perpendicolare con le superfici indipendentemente dalla profondità della caratteristica. Tuttavia, la rigidità del pezzo e l'accessibilità del fissaggio possono imporre limitazioni pratiche per caratteristiche estremamente profonde.
In che modo i requisiti di finitura superficiale influenzano la scelta tra frese a T e strategie a 5 assi?
La lavorazione simultanea a cinque assi in genere produce finiture superficiali superiori che vanno da Ra 0,8 a 1,6 μm grazie all'innesto continuo dell'utensile e alla geometria di taglio ottimale. Le frese a T in genere raggiungono finiture Ra 1,6-3,2 μm a causa della deflessione dell'utensile e dell'azione di taglio interrotta. Per le superfici critiche che richiedono una post-elaborazione minima, le strategie a 5 assi offrono vantaggi significativi. Tuttavia, le frese a T specializzate con geometrie e rivestimenti ottimizzati possono ottenere finiture accettabili per molte applicazioni con una minore complessità di programmazione.
Quali materiali non sono adatti per la lavorazione del sottosquadro con frese a T?
I materiali da incrudimento, inclusi gli acciai inossidabili austenitici (316L, 321), le leghe Inconel e i gradi Hastelloy, hanno prestazioni scadenti con le frese a T a causa dell'azione di taglio intermittente che induce l'incrudimento. Questi materiali richiedono un innesto di taglio continuo possibile solo con strategie a 5 assi. Inoltre, i materiali con scarsa lavorabilità come gli acciai per utensili temprati superiori a HRC 45 possono causare un'eccessiva usura dell'utensile quando si utilizzano le geometrie estese tipiche delle frese a T.
In che modo il volume del pezzo influisce sulla scelta economica tra le strategie di taglio?
La produzione a basso volume (1-50 pezzi) in genere favorisce le strategie a 5 assi nonostante i costi di programmazione più elevati, poiché gli investimenti in utensili rimangono ragionevoli e la flessibilità di impostazione offre vantaggi. I volumi medi (50-500 pezzi) richiedono un'analisi dettagliata dei costi considerando la durata dell'utensile, i tempi di ciclo e i requisiti di qualità. La produzione ad alto volume (>500 pezzi) spesso giustifica utensili a T dedicati e fissaggi ottimizzati quando la geometria lo consente, poiché i costi di programmazione e impostazione per pezzo ridotti compensano i maggiori investimenti iniziali in utensili.
Quali sfide di ispezione sono uniche per i sottosquadri lavorati?
L'ispezione del sottosquadro deve affrontare significative limitazioni di accessibilità che complicano le procedure di misurazione. Le sonde CMM standard richiedono teste articolate o configurazioni di sonda specializzate per raggiungere aree ristrette, aumentando la complessità della programmazione e l'incertezza della misurazione. I sistemi di misurazione ottica offrono vantaggi per geometrie complesse, ma possono avere difficoltà con superfici altamente riflettenti o sottosquadri profondi e stretti. I calibri passa/non passa forniscono un'ispezione di produzione efficiente, ma richiedono una produzione personalizzata per ogni geometria del sottosquadro, rendendoli adatti principalmente per applicazioni ad alto volume.
Gli approcci ibridi che combinano entrambi i metodi possono ridurre i costi complessivi di lavorazione?
Le strategie ibride spesso offrono la migliore efficacia in termini di costi per componenti complessi con più tipi di sottosquadro. L'utilizzo della sgrossatura a 5 assi per la rimozione del materiale sfuso seguita dalla finitura con fresa a T può ridurre i tempi di ciclo del 25-40% mantenendo al contempo la precisione dimensionale. Tuttavia, gli approcci ibridi richiedono una programmazione sofisticata e un'attenta gestione del cambio utensile per mantenere la precisione del sistema di coordinate durante la sequenza di lavorazione. I vantaggi in genere giustificano la maggiore complessità per la produzione a medio-alto volume di parti geometricamente complesse.
Che ruolo gioca lo spessore del materiale del pezzo nella selezione della strategia?
I componenti a parete sottile con sottosquadri presentano sfide uniche indipendentemente dalla strategia di taglio. Le frese a T generano forze di taglio significative che possono causare deflessioni o vibrazioni in sezioni sottili, compromettendo potenzialmente la precisione dimensionale. Le strategie a cinque assi consentono percorsi utensile ottimizzati che riducono al minimo le forze di taglio attraverso angoli di attacco/ritardo adeguati e il controllo del passo. I componenti con uno spessore della parete inferiore a 2-3 mm in genere richiedono approcci a 5 assi con tecniche specializzate di lavorazione a parete sottile per mantenere tolleranze accettabili e prevenire la distorsione del pezzo.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece