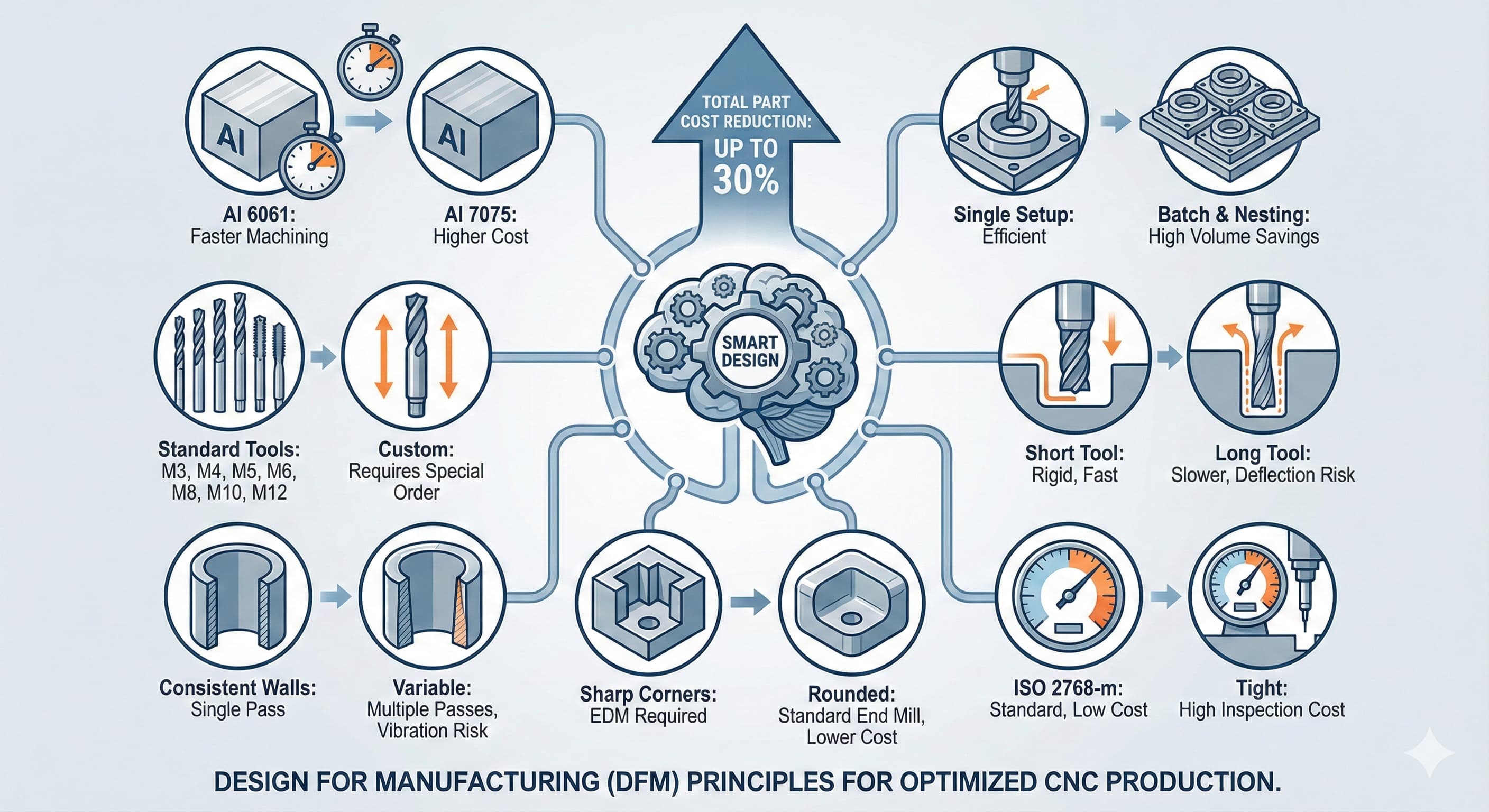
Fattori di costo della lavorazione CNC: 7 modifiche al design per ridurre il prezzo dei componenti del 30%
La maggior parte degli ingegneri si concentra prima sulla funzionalità e poi sul costo: un errore costoso quando si tratta di lavorazioni CNC. Dopo due decenni di ottimizzazione dei processi di produzione presso Microns Hub, ho identificato schemi di progettazione ricorrenti che gonfiano i costi dei componenti del 20-50% senza aggiungere valore significativo. La soluzione non sono materiali più economici o fornitori di qualità inferiore; si tratta di modifiche intelligenti al design che funzionano con le capacità CNC piuttosto che contro di esse.
Punti chiave
- L'accessibilità agli utensili standard riduce i tempi di lavorazione del 40-60% rispetto alle geometrie complesse che richiedono frese specializzate
- La selezione dei materiali al di là del tipo di lega, considerando i rating di lavorabilità e la disponibilità di stock, influisce sul costo totale più del prezzo della materia prima
- Il consolidamento delle funzionalità attraverso i principi di progettazione per la produzione (DFM) può eliminare completamente le operazioni secondarie
- Strategia di specifica delle tolleranze: l'applicazione di tolleranze strette solo dove funzionalmente critico riduce significativamente i tempi di ispezione e i tassi di scarto
Comprensione della struttura dei costi CNC: le variabili nascoste
I costi della lavorazione CNC si suddividono in cinque categorie principali, ma la maggior parte degli ingegneri ne considera solo due. Oltre ai costi ovvi dei materiali e dei tempi macchina, la complessità dell'impostazione, i requisiti degli utensili e i protocolli di garanzia della qualità rappresentano spesso il 40-70% del costo totale dei componenti per la produzione a basso e medio volume.
Il tempo di impostazione aumenta in modo sproporzionato con la complessità geometrica. Un semplice blocco rettangolare con fori standard viene lavorato in un'unica impostazione, mentre un componente che richiede più orientamenti moltiplica sia il tempo di impostazione che i costi di fissaggio. Ogni impostazione aggiuntiva aggiunge 15-45 minuti di tempo non di taglio, a seconda della complessità del componente e dei requisiti di fissaggio.
I costi degli utensili aumentano quando i progetti richiedono frese specializzate. Le frese a candela standard con diametro di 3 mm, 6 mm, 10 mm e 20 mm gestiscono in modo efficiente l'85% delle operazioni di lavorazione. Richiedere una fresa a candela da 2,3 mm per una specifica profondità della tasca raddoppia il costo dell'utensile e aumenta i tempi di consegna per l'approvvigionamento dell'utensile.
| Componente di costo | Percentuale tipica | Fattori principali | Impatto sulla progettazione |
|---|---|---|---|
| Materia prima | 20-35% | Tipo di lega, dimensione del materiale, disponibilità | Alto |
| Tempo macchina | 25-40% | Velocità di taglio, efficienza del percorso utensile | Molto alto |
| Setup e attrezzaggio | 15-25% | Numero di setup, complessità dell'attrezzatura | Molto alto |
| Utensileria | 8-15% | Tipo di utensile, frequenza di sostituzione | Alto |
| Controllo qualità | 5-12% | Requisiti di tolleranza, tempo di ispezione | Medio |
Gli ingegneri in genere selezionano i materiali in base alle sole proprietà meccaniche, ignorando i fattori di lavorabilità che influiscono notevolmente sui costi di produzione. L'alluminio 6061-T6 e 7075-T6 soddisfano entrambi i requisiti di resistenza per molte applicazioni aerospaziali, ma il 6061-T6 viene lavorato il 40% più velocemente grazie alla migliore formazione di trucioli e ai minori tassi di usura degli utensili.
I rating di lavorabilità quantificano l'efficienza di taglio tra diverse leghe. L'American Iron and Steel Institute (AISI) valuta i materiali su una scala in cui l'acciaio AISI 1212 equivale al 100%. L'alluminio 6061-T6 ha un rating del 90-95%, mentre il 7075-T6 ha un rating del 70-75%. Questa differenza di 20 punti si traduce direttamente in variazioni dei tempi di ciclo.
La disponibilità di stock rappresenta un altro fattore di costo nascosto. Specificare una piastra di 25,4 mm di spessore quando lo stock standard è disponibile in dimensioni di 25 mm o 30 mm aggiunge spreco di materiale e potenziali ritardi nell'approvvigionamento. I fornitori europei in genere hanno a stock dimensioni metriche: 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm di spessore per le piastre in alluminio.
| Materiale | Valutazione di lavorabilità | Velocità di taglio (m/min) | Fattore di durata dell'utensile | Costo relativo/ora |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Acciaio inossidabile 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titanio Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
I diametri dei fori personalizzati forzano i cambi utensile e riducono i parametri di taglio. Le dimensioni standard delle punte da trapano nella progressione metrica (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) funzionano a velocità di avanzamento e velocità ottimali, mentre un foro da 4,3 mm richiede la foratura sottodimensionata e l'alesatura o l'esecuzione di un trapano standard a parametri ridotti.
Le specifiche delle filettature seguono una logica simile. Le filettature metriche ISO (M3, M4, M5, M6, M8, M10, M12) utilizzano dimensioni di maschi standard e parametri di taglio comprovati. Le filettature personalizzate richiedono maschi speciali, tempi di ciclo più lunghi e un rischio di scarto più elevato a causa del potenziale di rottura del maschio.
I rapporti profondità-diametro del foro influiscono in modo significativo sull'efficienza della foratura e sulla durata dell'utensile. Il mantenimento di rapporti inferiori a 3:1 per le punte elicoidali standard e 5:1 per le punte per fori profondi specializzate ottimizza l'evacuazione dei trucioli e previene l'incrudimento. Un foro di diametro 6 mm deve estendersi al massimo di 18 mm di profondità utilizzando utensili standard.
Le operazioni di lamatura e svasatura aggiungono complessità quando le dimensioni non si allineano ai requisiti standard dei dispositivi di fissaggio. Le viti a testa cilindrica con esagono incassato ISO 4762 definiscono diametri e profondità specifici di lamatura. Le viti M6 richiedono lamature di diametro 10 mm con profondità di 6 mm: deviare da questi standard aumenta i tempi di lavorazione senza vantaggi funzionali.
Modifica al design n. 3: implementare una strategia di spessore della parete coerente
Lo spessore variabile della parete richiede più passaggi di taglio con utensili diversi, mentre uno spessore coerente consente operazioni a passaggio singolo con parametri di taglio ottimizzati. Le pareti sottili inferiori a 1,5 mm di spessore in alluminio o 2 mm in acciaio introducono problemi di vibrazione che richiedono velocità di taglio ridotte e sistemi di bloccaggio specializzati.
Le operazioni di tasca beneficiano in modo significativo di uno spessore del pavimento coerente. Il software di programmazione ottimizza i percorsi utensile quando la rimozione del materiale rimane uniforme durante l'operazione di taglio. Le tasche a profondità variabile richiedono più passaggi di sgrossatura e aumentano i tempi di ciclo proporzionalmente.
Gli angoli di spoglia semplificano le operazioni di lavorazione secondarie per i componenti che richiedono processi di assemblaggio o rivestimento post-lavorazione. L'incorporazione di angoli di spoglia di 0,5-2,0 gradi sulle pareti verticali semplifica l'estrazione dei componenti dai dispositivi di fissaggio e riduce la formazione di bave durante le operazioni di taglio.
Per risultati di alta precisione, carica i tuoi file CAD nel motore di preventivazione istantanea di Microns Hub.
Modifica al design n. 4: ridurre al minimo la complessità delle funzionalità attraverso l'ottimizzazione geometrica
Le funzionalità geometriche complesse aumentano esponenzialmente i tempi di programmazione e la complessità del calcolo del percorso utensile. Gli angoli interni acuti richiedono la finitura EDM o più passaggi utensile con frese a candela progressivamente più piccole. Specificare angoli di raggio di 0,5 mm anziché angoli acuti elimina le operazioni secondarie mantenendo le prestazioni funzionali per la maggior parte delle applicazioni.
I sottosquadri e gli angoli di spoglia inversi forzano impostazioni aggiuntive o utensili specializzati. Le capacità di lavorazione a cinque assi gestiscono alcune geometrie complesse in configurazioni singole, ma la complessità della programmazione e i tempi di configurazione spesso superano i risparmi sui costi derivanti dalla riduzione della movimentazione. L'eliminazione dei sottosquadri attraverso la revisione del design in genere riduce il costo totale migliorando al contempo la resistenza del componente attraverso una migliore distribuzione delle sollecitazioni.
I requisiti di finitura superficiale guidano la selezione dei parametri di taglio e le strategie di passata finale. La finitura superficiale Ra 1,6 μm si ottiene tramite parametri di lavorazione standard, mentre Ra 0,8 μm richiede passaggi di finitura aggiuntivi a velocità di avanzamento ridotte. Le finiture a specchio inferiori a Ra 0,4 μm richiedono operazioni di lucidatura secondarie che aggiungono costi e tempi di consegna significativi.
| Tipo di funzionalità | Approccio standard | Moltiplicatore di tempo | Impatto sui costi | Alternativa DFM |
|---|---|---|---|---|
| Angolo interno acuto | Passaggi multipli dell'utensile + EDM | 3.5x | +250% | Angolo con raggio di 0,5 mm |
| Fessura stretta profonda | Taglio a tuffo + fresatura laterale | 2.8x | +180% | Fessura più larga o foro passante |
| Sottosquadro complesso | 5 assi o configurazioni multiple | 4.2x | +320% | Elimina o semplifica la geometria |
| Parete molto sottile (<1mm) | Tagli leggeri, fissaggi speciali | 2.2x | +120% | Aumentare a 1,5 mm minimo |
La specifica delle tolleranze rappresenta il fattore di inflazione dei costi più comune nella lavorazione di precisione. Le tolleranze generali ISO 2768 gestiscono la maggior parte dei requisiti funzionali senza callout specifici. Il grado medio (ISO 2768-m) fornisce ±0,1 mm per dimensioni fino a 30 mm, ±0,15 mm per dimensioni 30-120 mm e ±0,2 mm per dimensioni 120-400 mm.
Le tolleranze critiche che richiedono il monitoraggio del controllo statistico del processo (SPC) aggiungono tempi di ispezione e potenziali costi di rilavorazione. Ogni dimensione che richiede la verifica della macchina di misura a coordinate (CMM) aggiunge 2-5 minuti di tempo di ispezione più i requisiti di documentazione. Limitare le tolleranze strette alle caratteristiche funzionalmente critiche riduce significativamente i costi generali di garanzia della qualità.
L'applicazione della quotatura e tolleranza geometrica (GD&T) secondo gli standard ASME Y14.5 comunica l'intento progettuale in modo più efficace rispetto alla tradizionale tolleranza più/meno. Tuttavia, gli schemi GD&T complessi che richiedono attrezzature di ispezione specializzate aumentano i costi senza un corrispondente vantaggio funzionale in molte applicazioni.
Le tolleranze di posizione per i modelli di fori dimostrano chiaramente questo principio. Una tolleranza di posizione di ±0,05 mm su un cerchio di bulloni richiede l'ispezione CMM, mentre una tolleranza di ±0,1 mm consente la verifica del calibro passa/non passa a un terzo del costo di ispezione.
Modifica al design n. 6: ottimizzare l'accesso alla lavorazione e il gioco utensile
Le limitazioni di accesso agli utensili forzano utensili più lunghi con rigidità ridotta, aumentando le vibrazioni e limitando i parametri di taglio. I rapporti lunghezza-diametro standard della fresa a candela di 3:1 o 4:1 forniscono una rigidità ottimale per la maggior parte delle applicazioni. Richiedere rapporti di 6:1 o superiori riduce le velocità di taglio del 30-50% e aumenta il rischio di deflessione dell'utensile.
I requisiti di gioco attorno alle caratteristiche lavorate consentono una selezione di utensili più grandi e più rigidi. Una fresa a candela da 20 mm rimuove il materiale 4 volte più velocemente di una fresa a candela da 10 mm quando esiste un gioco sufficiente. Le operazioni di tasca beneficiano in particolare di raggi d'angolo generosi che corrispondono alle dimensioni degli utensili disponibili.
L'integrazione della progettazione del dispositivo di fissaggio durante la fase di progettazione del componente elimina i problemi di interferenza e riduce la complessità dell'impostazione. La spaziatura standard delle ganasce della morsa, le dimensioni della tavola rotante e i vincoli di bloccaggio devono influenzare le decisioni di progettazione nelle prime fasi del processo di sviluppo piuttosto che forzare costose soluzioni di fissaggio personalizzate.
L'accessibilità alla programmazione influisce sia sui tempi di programmazione iniziali sia sull'efficienza delle modifiche future. Le caratteristiche situate in aree difficili da raggiungere richiedono parametri di taglio conservativi e un'ampia verifica del percorso utensile, aumentando sia i tempi di programmazione sia i tempi di ciclo.
Modifica al design n. 7: elaborazione batch e consolidamento delle funzionalità
Il consolidamento delle funzionalità riduce i cambi utensile e ottimizza le sequenze di taglio. Il raggruppamento di tutte le operazioni di foratura consente un'unica impostazione dell'utensile con parametri ottimizzati su più dimensioni di fori. Le operazioni di tasca sequenziali con profondità coerenti semplificano i passaggi di sgrossatura e finitura.
L'eliminazione delle operazioni secondarie attraverso l'ottimizzazione dell'impostazione primaria rappresenta un'opportunità significativa di riduzione dei costi. I componenti che richiedono operazioni di foratura, maschiatura e lamatura vengono completati in modo efficiente quando le posizioni dei fori consentono l'accessibilità a una singola impostazione. I componenti complessi che richiedono operazioni di ribaltamento o più impostazioni di bloccaggio moltiplicano i tempi di movimentazione e introducono problemi di precisione posizionale.
Le considerazioni di progettazione adatte ai batch consentono un efficiente ridimensionamento della produzione. I componenti progettati per un fissaggio semplice e requisiti di utensili coerenti vengono elaborati in modo efficiente in quantità dal prototipo ai volumi di produzione. I nostri servizi di produzione ottimizzano le procedure di impostazione per metodi di produzione appropriati al volume.
L'ottimizzazione dell'utilizzo del materiale attraverso geometrie adatte all'annidamento riduce lo spreco di materia prima e consente una programmazione efficiente per impostazioni multi-componente. I profili di contorno rettangolari o circolari si annidano in modo più efficiente rispetto ai profili esterni complessi che richiedono singoli pezzi di stock.
| Strategia di progettazione | Risparmio di tempo | Riduzione dei costi | Impatto sulla qualità | Difficoltà di implementazione |
|---|---|---|---|---|
| Dimensioni standard degli strumenti | 20-35% | 15-28% | Migliorato | Bassa |
| Spessore della parete uniforme | 15-25% | 12-20% | Neutro | Media |
| Tolleranze semplificate | 5-15% | 8-18% | Neutro | Bassa |
| Consolidamento delle funzionalità | 25-40% | 20-35% | Migliorato | Alta |
| Ottimizzazione del materiale | 10-20% | 15-25% | Migliorato | Media |
L'implementazione di queste strategie di riduzione dei costi richiede l'integrazione sistematica della revisione del design nei processi di sviluppo esistenti. La revisione DFM in fase iniziale identifica le opportunità di ottimizzazione prima del blocco del design, quando le modifiche rimangono relativamente semplici ed economiche.
L'analisi del modello CAD utilizzando il software di simulazione di produzione prevede le sequenze di lavorazione e identifica i potenziali problemi prima della produzione fisica. Strumenti software come CAMWorks, Mastercam o Fusion 360 forniscono stime realistiche dei tempi di ciclo ed evidenziano le funzionalità problematiche che richiedono attenzione al design.
La collaborazione interfunzionale tra ingegneri progettisti e ingegneri di produzione garantisce un equilibrio ottimale tra requisiti funzionali ed efficienza produttiva. Le revisioni regolari del design, incluso l'input di produzione, prevengono costosi cicli di riprogettazione e accelerano gli obiettivi di time-to-market.
Gli standard di documentazione che incorporano le linee guida DFM consentono un'applicazione coerente su più progetti e membri del team. Regole di progettazione standardizzate, specifiche dei materiali preferite e schemi di tolleranza approvati riducono la variazione del design e consentono una quotazione e una pianificazione della produzione più efficienti.
Misurazione del successo della riduzione dei costi
La quantificazione dei risultati della riduzione dei costi richiede la definizione di una baseline e il monitoraggio sistematico su più componenti di costo. Il costo totale del componente include materiale, tempi di lavorazione, tempi di impostazione, consumo di utensili e costi generali di garanzia della qualità, ciascuno dei quali risponde in modo diverso a specifiche modifiche al design.
La misurazione della riduzione dei tempi di ciclo fornisce l'indicatore di efficienza produttiva più diretto. Il confronto dei tempi di lavorazione effettivi prima e dopo l'ottimizzazione del design quantifica l'entità del miglioramento e convalida le previsioni teoriche del software di simulazione.
Le metriche di qualità, inclusi i tassi di rendimento al primo passaggio e le percentuali di scarto, indicano miglioramenti della robustezza del design al di là della semplice riduzione dei costi. I design semplificati in genere dimostrano una migliore producibilità attraverso una variazione ridotta e indici di capacità di processo più elevati.
Il monitoraggio dei costi a lungo termine rivela l'efficacia della strategia di ottimizzazione su volumi di produzione e periodi di tempo. I vantaggi della riduzione della complessità dell'impostazione iniziale si moltiplicano su quantità di produzione più elevate, mentre l'ottimizzazione dei materiali offre vantaggi coerenti indipendentemente dai livelli di volume.
Domande frequenti
Qual è la singola modifica al design più efficace per ridurre i costi della lavorazione CNC?
La standardizzazione delle dimensioni dei fori e delle specifiche delle filettature in genere fornisce una riduzione dei costi del 15-25% con un impatto minimo sul design. L'utilizzo di dimensioni di punte da trapano metriche standard (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) e filettature metriche ISO elimina i requisiti di utensili speciali e consente parametri di taglio ottimali durante la produzione.
In che modo le specifiche delle tolleranze influiscono sul costo totale del componente?
Tolleranze strette inferiori a ±0,05 mm possono aumentare il costo del componente del 30-80% attraverso requisiti di ispezione aggiuntivi e potenziali rilavorazioni. L'applicazione delle tolleranze generali ISO 2768 per le dimensioni non critiche e la riserva di tolleranze strette solo per le caratteristiche funzionalmente critiche ottimizza efficacemente il bilanciamento costo-prestazioni.
Quali materiali offrono il miglior rapporto lavorabilità-prestazioni per l'ottimizzazione dei costi?
L'alluminio 6061-T6 offre un'eccellente lavorabilità (rating 90-95) con buone proprietà di resistenza per la maggior parte delle applicazioni. Per i componenti in acciaio, i gradi 1018 o 12L14 offrono una lavorabilità superiore rispetto alle leghe inossidabili mantenendo al contempo una resistenza adeguata per molte applicazioni strutturali.
In che modo la complessità delle funzionalità influisce sui tempi di lavorazione e sui costi?
Le funzionalità complesse che richiedono utensili specializzati o impostazioni multiple possono aumentare il costo del componente del 200-400%. Gli angoli interni acuti, le fessure strette e profonde e i sottosquadri complessi influiscono in particolare sui costi attraverso tempi di programmazione estesi, requisiti di utensili specializzati e parametri di taglio ridotti.
Quali linee guida sullo spessore della parete riducono al minimo i costi di lavorazione mantenendo l'integrità strutturale?
Il mantenimento di uno spessore minimo della parete di 1,5 mm per l'alluminio e 2,0 mm per l'acciaio elimina i problemi di vibrazione e consente parametri di taglio standard. Uno spessore della parete coerente in tutto il componente consente operazioni a passaggio singolo e una programmazione ottimizzata del percorso utensile.
In che modo i requisiti di impostazione influiscono sui costi di produzione di piccoli lotti?
Ogni impostazione aggiuntiva aggiunge 15-45 minuti di tempo non di taglio, il che influisce in modo significativo sull'economia dei piccoli lotti. La progettazione di componenti per la lavorazione a impostazione singola può ridurre il tempo di produzione totale del 40-60% per quantità inferiori a 50 pezzi, rendendo la prototipazione e la produzione a basso volume più convenienti.
Qual è la relazione tra i requisiti di finitura superficiale e i costi di lavorazione?
I requisiti di finitura superficiale inferiori a Ra 1,6 μm aumentano esponenzialmente i tempi di lavorazione. Ra 0,8 μm richiede un tempo di finitura aggiuntivo del 40-60%, mentre Ra 0,4 μm richiede operazioni di lucidatura secondarie che aggiungono un premio di costo del 150-300% rispetto alle finiture lavorate standard.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece