Riduzione dell'usura degli utensili nella lavorazione del titanio: Strategie CAD ottimizzate
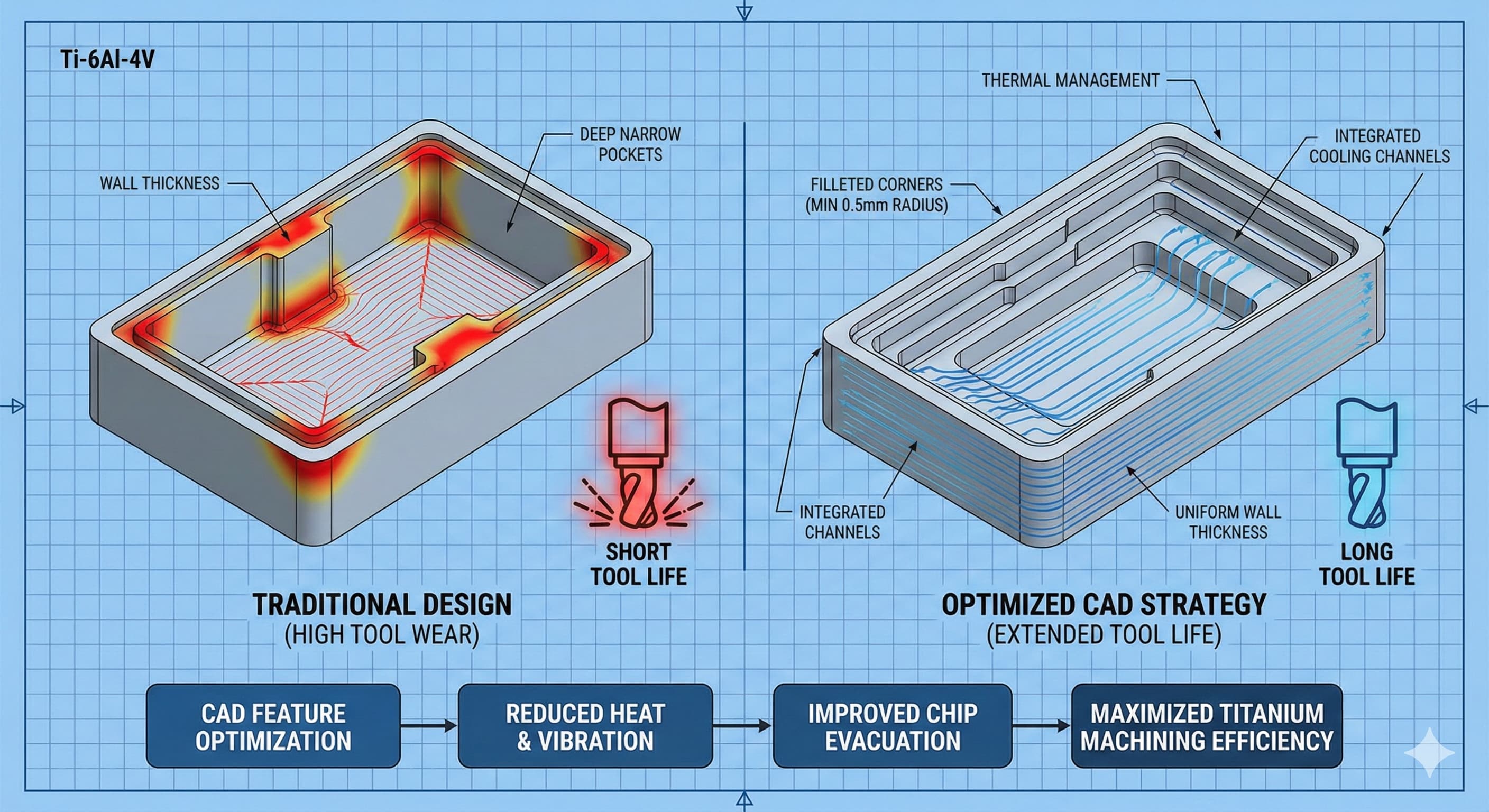
La lavorazione del titanio presenta una delle maggiori sfide della produzione: bilanciare le eccezionali proprietà del Ti-6Al-4V e di altre leghe di titanio con la loro notoria tendenza a distruggere gli utensili da taglio. I tassi di usura degli utensili nel titanio possono superare la lavorazione dell'acciaio del 300-500%, con utensili in metallo duro che durano pochi minuti in condizioni non ottimali. La soluzione non risiede solo nei parametri di taglio, ma nelle decisioni strategiche di progettazione CAD che alterano fondamentalmente le dinamiche di lavorazione.
Punti chiave
- L'orientamento strategico delle feature nel CAD può ridurre il tempo di contatto dell'utensile fino al 40%, prolungandone notevolmente la durata
- Una corretta progettazione del raggio d'angolo (minimo 0,5 mm) elimina i concentratori di stress che accelerano il guasto degli utensili in metallo duro
- L'ottimizzazione del volume di rimozione del materiale attraverso un posizionamento intelligente delle feature riduce il tempo totale di lavorazione e la generazione di calore
- La progettazione di canali di raffreddamento integrati in parti complesse consente l'accesso continuo del refrigerante di inondazione alle zone di taglio critiche
Comprensione dei meccanismi di usura degli utensili del titanio
La bassa conducibilità termica del titanio (16,4 W/m·K rispetto ai 237 W/m·K dell'alluminio) crea una tempesta perfetta per il degrado degli utensili. Il calore generato nella zona di taglio non può dissiparsi attraverso il pezzo in lavorazione, concentrandosi sull'interfaccia utensile-truciolo dove le temperature raggiungono gli 800-1000°C. Questo carico termico si combina con la reattività chimica del titanio per creare usura adesiva, dove gli atomi di titanio si legano direttamente alle superfici in metallo duro.
Le caratteristiche di incrudimento del Ti-6Al-4V complicano ulteriormente questa sfida. Sotto le forze di taglio, la microstruttura del materiale si trasforma da una fase α+β relativamente lavorabile a una struttura indurita che può raggiungere 45-50 HRC nell'immediato sottosuolo. Questo strato indurito, tipicamente profondo 0,05-0,15 mm, crea usura abrasiva sui successivi passaggi dell'utensile.
Il grippaggio rappresenta un'altra modalità di guasto critica. La tendenza del titanio a saldarsi a freddo sotto pressione provoca la formazione di un tagliente riportato sugli utensili da taglio. Questi depositi saldati alterano la geometria dell'utensile, aumentando le forze di taglio e accelerando il guasto catastrofico attraverso la scheggiatura o la rottura del tagliente.
Strategie CAD per ridurre al minimo l'impegno dell'utensile
L'approccio più efficace per ridurre l'usura degli utensili inizia con l'orientamento strategico delle feature durante la fase di progettazione. Gli approcci di lavorazione tradizionali spesso posizionano le feature basandosi esclusivamente sui requisiti funzionali, ignorando le implicazioni della sequenza di lavorazione. Una progettazione CAD intelligente considera la lunghezza del percorso dell'utensile da taglio e l'angolo di contatto per ogni feature.
L'ottimizzazione della profondità della tasca rappresenta una decisione di progettazione critica. Le tasche profonde (rapporti profondità-larghezza superiori a 3:1) creano condizioni di evacuazione difficili in cui i trucioli non possono fuoriuscire efficacemente. Ciò porta a un nuovo taglio, temperature elevate e rapido degrado dell'utensile. Le alternative di progettazione includono configurazioni di tasche a gradini o strategie di lavorazione multilivello che mantengono rapporti profondità-larghezza ottimali inferiori a 2:1.
La coerenza dello spessore della parete attraverso la geometria della parte elimina i carichi di taglio variabili che causano la deflessione dell'utensile e l'usura prematura. Il mantenimento di uno spessore uniforme della parete di 2,0-3,0 mm in tutto il progetto consente parametri di taglio coerenti e una durata prevedibile dell'utensile. Quando la variazione di spessore è inevitabile, le transizioni graduali su distanze di almeno 10 mm prevengono improvvisi cambiamenti di carico.
I raggi d'angolo meritano particolare attenzione nelle applicazioni in titanio. Gli angoli interni acuti creano concentratori di stress che portano alla rottura dell'utensile, mentre i raggi inferiori a 0,3 mm richiedono utensili di piccolo diametro soggetti a deflessione e rapida usura. I raggi d'angolo interni ottimali variano da 0,5 a 1,5 mm, corrispondenti alle geometrie degli utensili in metallo duro disponibili, fornendo al contempo una resistenza adeguata per le forze di taglio del titanio.
| Tipo di funzionalità | Design tradizionale | Design ottimizzato | Miglioramento della durata dell'utensile |
|---|---|---|---|
| Angoli interni | Raggio di 0,1-0,3 mm | Raggio di 0,5-1,5 mm | 200-300% |
| Profondità della tasca | Profondità/Larghezza > 3:1 | Profondità/Larghezza < 2:1 | 150-250% |
| Spessore della parete | Variabile (1-5 mm) | Coerente (2-3 mm) | 100-200% |
| Transizioni di superficie | Cambiamenti bruschi | Graduale (>10 mm) | 75-150% |
Geometria avanzata delle feature per la conservazione degli utensili
Le strategie di rampa devono essere considerate durante la fase CAD per garantire condizioni di ingresso ottimali dell'utensile. I tagli verticali a tuffo nel titanio creano carichi di taglio massimi e shock termico. Le feature di progettazione devono incorporare superfici di rampa con angoli compresi tra 2 e 5 gradi, consentendo un innesto graduale dell'utensile che distribuisce le forze di taglio su una lunghezza di contatto estesa.
La progettazione dei fori richiede una particolare attenzione per la lavorazione del titanio. Le operazioni di foratura standard creano una significativa usura dell'utensile a causa della scarsa evacuazione dei trucioli e della generazione di calore concentrato. I progetti CAD devono incorporare smussi o lamature pre-lavorati che consentano alle operazioni di foratura di iniziare con carichi di taglio ridotti. Per i fori critici, la geometria di interpolazione elicoidale deve essere progettata nelle feature circostanti per consentire questo approccio di lavorazione superiore.
Le modifiche alla progettazione della filettatura possono avere un impatto notevole sulla durata dell'utensile nelle applicazioni in titanio. Le filettature metriche standard con angoli inclusi di 60 gradi creano elevate forze di taglio durante le operazioni di filettatura. Ove possibile, le forme di filettatura modificate con angoli inclusi di 45-50 gradi riducono i carichi di taglio pur mantenendo un'adeguata resistenza della filettatura per la maggior parte delle applicazioni. La geometria di scarico della filettatura deve fornire una lunghezza adeguata (minimo 3 passi di filettatura) per l'estrazione graduale dell'utensile.
Per le applicazioni che richiedono servizi di lavorazione CNC di precisione, l'accessibilità alle feature diventa fondamentale. Le feature chiuse che richiedono estensioni profonde dell'utensile devono essere riprogettate come geometrie aperte, ove possibile. Questo approccio consente l'uso di utensili più corti e rigidi che resistono alla deflessione e mantengono l'integrità del tagliente durante cicli di lavorazione prolungati.
Ottimizzazione del volume di rimozione del materiale
La distribuzione strategica del materiale nei progetti CAD può ridurre al minimo il tempo totale di lavorazione e la relativa usura dell'utensile. Il principio prevede la concentrazione della rimozione del materiale in aree in cui le condizioni di taglio possono essere ottimizzate, riducendo al minimo il materiale nelle regioni che richiedono un accesso difficile all'utensile o geometrie di taglio sfavorevoli.
Le tolleranze di sgrossatura devono essere incorporate nella progettazione iniziale per consentire strategie di rimozione del materiale efficienti. Invece di lavorare le dimensioni finali direttamente dal materiale solido, i progetti devono includere geometrie intermedie che consentano operazioni di sgrossatura con utensili robusti, seguite da passaggi di finitura con condizioni di taglio ottimizzate. Le tipiche tolleranze di sgrossatura per il titanio variano da 0,5 a 1,5 mm per superficie, a seconda della complessità della parte.
Le configurazioni di nervature e anima hanno un impatto significativo sull'efficienza della lavorazione. I tradizionali progetti di nervature con spessore costante spesso richiedono ampie operazioni di semifinitura che accelerano l'usura dell'utensile. I progetti di nervature rastremate con spessore ridotto dalla base alla punta consentono sequenze di lavorazione più efficienti pur mantenendo i requisiti strutturali. Lo spessore della base deve corrispondere ai diametri degli utensili disponibili (tipicamente 6-12 mm) mentre lo spessore della punta può ridursi a un minimo di 2-3 mm.
L'integrazione della progettazione del boss influisce sia sull'accesso all'utensile che sui carichi di taglio. I boss isolati richiedono approcci individuali dell'utensile che aumentano il tempo totale di lavorazione e i cambi utensile. Ove funzionalmente accettabile, le feature del boss devono essere integrate nella geometria circostante o progettate come feature continue che consentono percorsi utensile efficienti con carichi di taglio coerenti.
Gestione termica attraverso la progettazione
La dissipazione del calore rappresenta un fattore critico nella durata dell'utensile in titanio, richiedendo progetti CAD che facilitino strategie di raffreddamento efficaci. Le tradizionali applicazioni di refrigerante di inondazione spesso non riescono a raggiungere le zone di taglio critiche, in particolare in feature profonde o geometrie chiuse. Le modifiche alla progettazione possono garantire l'accesso del refrigerante dove è più necessario.
I canali di raffreddamento devono essere integrati nella geometria della parte durante la fase di progettazione piuttosto che aggiunti come ripensamenti. Questi canali, tipicamente di 4-6 mm di diametro, forniscono un flusso di refrigerante diretto alle zone di taglio critiche. Il posizionamento dei canali deve considerare la sequenza di lavorazione per garantire che rimangano intatti durante le operazioni di sgrossatura fornendo al contempo raffreddamento per i passaggi di finitura.
Lo spessore del materiale influisce sulla massa termica e sulle caratteristiche di assorbimento del calore. Le sezioni spesse (>20 mm) forniscono un migliore dissipatore di calore ma possono richiedere feature di raffreddamento interne. Le sezioni sottili (<5 mm) offrono una rapida dissipazione del calore ma possono subire distorsioni termiche. Gli intervalli di spessore ottimali per le applicazioni in titanio rientrano tra 8 e 15 mm, fornendo una massa termica adeguata consentendo al contempo un raffreddamento efficace.
L'ottimizzazione della superficie attraverso modifiche alla progettazione può migliorare il raffreddamento a convezione naturale. Le superfici nervate, le geometrie a gradini e le feature integrate del dissipatore di calore aumentano la superficie disponibile per il trasferimento di calore. Queste modifiche devono essere bilanciate rispetto alla complessità della lavorazione, ma possono fornire miglioramenti del 15-30% nelle temperature della zona di taglio.
Per risultati di alta precisione, Richiedi il tuo preventivo personalizzato entro 24 ore da Microns Hub.
Considerazioni su tolleranza e finitura superficiale
La specifica della tolleranza influisce direttamente sulla selezione dell'utensile e sulle strategie di lavorazione per le parti in titanio. Tolleranze strette (±0,025 mm o migliori) in genere richiedono passaggi di finitura con carichi di taglio leggeri, prolungando la durata dell'utensile ma aumentando il tempo di lavorazione. La chiave sta nell'ottimizzare i requisiti di tolleranza per bilanciare la precisione con l'efficienza della produzione.
Le dimensioni critiche devono essere concentrate su superfici con geometrie di taglio favorevoli. Le feature esterne in genere consentono un migliore accesso all'utensile e condizioni di taglio rispetto alle feature interne. Ove possibile, le tolleranze critiche devono essere assegnate a superfici esterne o feature accessibili con utensili corti e rigidi.
I requisiti di finitura superficiale influiscono in modo significativo sui modelli di usura dell'utensile. I valori Ra inferiori a 0,8 μm in genere richiedono più passaggi di finitura con una rimozione minima di materiale per passaggio. Questo approccio prolunga la durata dell'utensile attraverso carichi di taglio ridotti ma aumenta il tempo totale di lavorazione. L'ottimizzazione della finitura superficiale può comportare la specifica di requisiti diversi per superfici funzionali rispetto a superfici estetiche.
Le tolleranze di forma e posizione devono considerare le proprietà elastiche del titanio e il potenziale di distorsione durante la lavorazione. Le feature di scarico delle sollecitazioni come la rimozione simmetrica del materiale e i carichi di taglio bilanciati devono essere incorporate nei progetti che richiedono tolleranze geometriche strette. Questo approccio riduce al minimo le violazioni della tolleranza indotte dalla distorsione riducendo al contempo le forze di taglio che accelerano l'usura dell'utensile.
| Intervallo di tolleranza | Approccio raccomandato | Durata prevista dell'utensile | Impatto sui costi |
|---|---|---|---|
| ±0.1 mm | Singola passata di finitura | Massima | +15-25% |
| ±0.05 mm | Passate di finitura leggere | Buona | +25-35% |
| ±0.025 mm | Passate multiple leggere | Moderata | +40-60% |
| ±0.01 mm | Utensili specializzati | Limitata | +75-100% |
Integrazione con la pianificazione del processo di produzione
I progetti CAD devono considerare la sequenza di produzione completa per ottimizzare la durata dell'utensile in tutte le operazioni. La sequenza delle feature influisce sulla rigidità del pezzo in lavorazione, sui requisiti di bloccaggio e sulla distribuzione del carico di taglio. Il posizionamento strategico delle feature può ridurre al minimo i cambi utensile e consentire parametri di taglio ottimizzati durante l'intero ciclo di lavorazione.
L'integrazione del fissaggio deve essere considerata durante lo sviluppo della progettazione piuttosto che come una preoccupazione di produzione separata. Alette di tenuta e superfici di bloccaggio progettate nella geometria della parte forniscono una ritenzione sicura del pezzo in lavorazione riducendo al minimo i tempi di setup e riducendo le vibrazioni che accelerano l'usura dell'utensile.
L'analisi dell'accesso all'utensile durante la fase CAD identifica potenziali problemi di interferenza che potrebbero richiedere utensili specializzati o lunghezze utensile estese. Le librerie di utensili standard devono essere consultate durante la progettazione per garantire che le feature possano essere lavorate con utensili prontamente disponibili ed economici. I requisiti di utensili personalizzati devono essere ridotti al minimo attraverso modifiche alla progettazione, ove possibile.
Le strategie di riduzione del setup attraverso l'orientamento della parte multi-operazione possono ridurre significativamente il tempo totale di lavorazione e la relativa usura dell'utensile. I progetti devono consentire la lavorazione completa o quasi completa in un singolo setup, riducendo al minimo la movimentazione del pezzo in lavorazione e i tempi di setup. Questo approccio richiede un'attenta considerazione degli angoli di spoglia, delle linee di divisione e dell'accessibilità alle feature da più direzioni.
Analisi costi-benefici dell'ottimizzazione della progettazione
L'impatto economico dell'ottimizzazione CAD per la lavorazione del titanio va oltre la semplice riduzione dei costi degli utensili. I miglioramenti della durata dell'utensile del 200-400% si traducono in tempi di inattività della macchina ridotti, costi di manodopera inferiori per i cambi utensile e una migliore coerenza delle parti attraverso condizioni di taglio stabili. Questi vantaggi spesso giustificano modifiche alla progettazione che potrebbero aumentare la complessità iniziale della parte.
La riduzione dei tempi di lavorazione attraverso progetti ottimizzati varia in genere dal 20 al 50% rispetto agli approcci tradizionali. Questo miglioramento deriva dalla riduzione dei cambi utensile, dai parametri di taglio ottimizzati e dall'eliminazione di operazioni di lavorazione difficili. Il risparmio di tempo si accumula sui volumi di produzione, rendendo l'ottimizzazione della progettazione sempre più preziosa per le applicazioni di quantità maggiori.
I miglioramenti della qualità derivanti da condizioni di taglio stabili riducono i tassi di scarto e i costi di rilavorazione. Le prestazioni costanti dell'utensile durante l'intero ciclo di lavorazione mantengono l'accuratezza dimensionale e la qualità della finitura superficiale. Questa affidabilità è particolarmente preziosa per le applicazioni aerospaziali e mediche in cui i costi di rifiuto delle parti sono sostanziali.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica nella lavorazione del titanio e la comprensione completa dell'ottimizzazione della progettazione significano che ogni progetto riceve l'attenzione specializzata che le applicazioni in titanio richiedono.
Tecniche CAD avanzate e integrazione software
I moderni sistemi CAD offrono strumenti specializzati per l'ottimizzazione della lavorazione che possono essere sfruttati durante la fase di progettazione. Le feature di analisi della lavorabilità identificano le geometrie problematiche prima che inizi la produzione, consentendo modifiche alla progettazione mentre le modifiche rimangono economiche. Questi strumenti valutano l'accesso all'utensile da taglio, gli angoli di contatto e le potenziali condizioni di interferenza.
Gli approcci di progettazione basati sulle feature consentono una rapida valutazione di geometrie alternative per una migliore lavorabilità. La modellazione parametrica consente ai progettisti di valutare rapidamente l'impatto delle modifiche del raggio d'angolo, delle modifiche dello spessore della parete o del riposizionamento delle feature sui requisiti di produzione. Questa capacità accelera il processo di ottimizzazione pur mantenendo l'intento di progettazione.
L'integrazione della simulazione di produzione fornisce un feedback precoce sulla selezione dell'utensile e sui parametri di taglio. I sistemi CAD avanzati possono simulare sequenze di lavorazione complete, identificando potenziali problemi di usura dell'utensile e opportunità di ottimizzazione. Questa capacità di simulazione consente modifiche proattive alla progettazione piuttosto che la risoluzione reattiva dei problemi di produzione.
Gli strumenti di collaborazione all'interno dei sistemi CAD facilitano la comunicazione tra i team di progettazione e produzione. Le funzionalità di annotazione e revisione integrate consentono agli ingegneri di produzione di fornire feedback specifici sui problemi di usura dell'utensile e sulle opportunità di ottimizzazione della progettazione. Questa collaborazione garantisce che le considerazioni di produzione siano adeguatamente integrate nei progetti finali.
Il controllo delle regole di progettazione può essere personalizzato per i requisiti di lavorazione del titanio, segnalando automaticamente le geometrie che potrebbero causare problemi di usura dell'utensile. Le regole standard potrebbero includere requisiti minimi del raggio d'angolo, rapporti massimi profondità-larghezza e controlli di coerenza dello spessore della parete. Questi controlli automatizzati impediscono alle geometrie problematiche di progredire verso la produzione.
Casi di studio ed esempi di implementazione
Una tipica riprogettazione della staffa aerospaziale dimostra l'impatto dell'ottimizzazione CAD sistematica per la lavorazione del titanio. Il progetto originale presentava angoli interni acuti (raggio di 0,2 mm), spessore della parete variabile (1-4 mm) e tasche profonde con rapporti profondità-larghezza di 4:1. La durata dell'utensile era in media di 15-20 minuti con frequenti rotture dovute a shock termico e variazioni del carico di taglio.
Il progetto ottimizzato incorporava raggi interni di 0,8 mm, spessore della parete costante di 2,5 mm e geometria della tasca a gradini che manteneva rapporti profondità-larghezza massimi di 1,8:1. I canali di raffreddamento integrati fornivano raffreddamento diretto alle zone di taglio critiche. La durata dell'utensile è migliorata a 80-120 minuti pur mantenendo tutti i requisiti funzionali e riducendo il tempo totale di lavorazione del 35%.
Le applicazioni di impianti medici presentano sfide uniche a causa dei requisiti di biocompatibilità e delle complesse geometrie organiche. Gli approcci tradizionali spesso richiedono un'ampia finitura a mano a causa di problemi di usura dell'utensile che creano irregolarità superficiali. I progetti CAD ottimizzati incorporano transizioni graduali, angoli di taglio ottimizzati e distribuzione strategica del materiale per consentire una lavorazione coerente durante l'intero ciclo di taglio.
Principi di ottimizzazione simili si applicano alle strategie di riduzione dei costi attraverso vari processi di produzione, in cui le modifiche alla progettazione possono avere un impatto significativo sull'economia complessiva della produzione attraverso una maggiore efficienza e costi di utensili ridotti.
Metodi di controllo qualità e convalida
La verifica dell'efficacia dell'ottimizzazione CAD richiede una misurazione sistematica dei modelli di usura dell'utensile, dei tempi di lavorazione e delle metriche di qualità della parte. Le misurazioni di base dei progetti tradizionali forniscono standard di confronto per valutare i livelli di miglioramento. Le metriche chiave includono la durata media dell'utensile, il tempo di taglio per parte, la coerenza della finitura superficiale e la variazione dell'accuratezza dimensionale.
L'analisi dell'usura dell'utensile deve esaminare sia i modelli di usura graduale che le modalità di guasto catastrofico. I progetti ottimizzati in genere mostrano un'usura più prevedibile e graduale piuttosto che eventi di guasto improvvisi. Questa prevedibilità consente una migliore pianificazione della produzione e riduce i tempi di inattività imprevisti dovuti alla rottura dell'utensile.
La valutazione dell'integrità superficiale diventa fondamentale per le applicazioni in titanio, in particolare nei settori aerospaziale e medico. Le condizioni di lavorazione ottimizzate devono mantenere una finitura superficiale coerente e ridurre al minimo le zone alterate termicamente che potrebbero compromettere le proprietà del materiale. I test regolari dell'integrità superficiale convalidano l'efficacia delle strategie di ottimizzazione CAD.
L'implementazione del controllo statistico del processo tiene traccia della coerenza dei progetti ottimizzati sui volumi di produzione. Le carte di controllo per la durata dell'utensile, il tempo di lavorazione e le metriche di qualità identificano quando le condizioni del processo si discostano dagli intervalli ottimali. Questo monitoraggio consente regolazioni proattive per mantenere i vantaggi dell'ottimizzazione durante le tirature di produzione.
Tendenze future e tecnologie emergenti
L'integrazione dell'intelligenza artificiale nei sistemi CAD promette l'ottimizzazione automatizzata per le applicazioni di lavorazione del titanio. Gli algoritmi di apprendimento automatico possono analizzare i dati storici di lavorazione per identificare i parametri di progettazione ottimali e prevedere la durata dell'utensile in base alle feature geometriche. Questa capacità accelererà il processo di ottimizzazione migliorando al contempo l'accuratezza della previsione.
L'integrazione della produzione additiva offre nuove possibilità per geometrie interne complesse che migliorano il raffreddamento e riducono il volume del materiale. Gli approcci ibridi che combinano preforme additive con finiture sottrattive ottimizzate consentono geometrie impossibili con i metodi di produzione tradizionali. Questi approcci richiedono nuove strategie CAD che considerino sia i vincoli di produzione additiva che sottrattiva.
La caratterizzazione avanzata dei materiali fornisce una migliore comprensione del comportamento di lavorazione del titanio in varie condizioni. Il monitoraggio in tempo reale delle forze di taglio, delle temperature e dell'usura dell'utensile consente l'ottimizzazione continua dei parametri di taglio in base alle prestazioni effettive piuttosto che ai modelli teorici. Questo feedback può informare le strategie di ottimizzazione CAD per una maggiore efficacia.
La tecnologia del gemello digitale consente la convalida virtuale delle strategie di ottimizzazione CAD prima dell'implementazione fisica. La simulazione completa del processo di produzione, inclusa la previsione dell'usura dell'utensile e l'analisi termica, fornisce una valutazione completa delle modifiche alla progettazione. Questa capacità riduce i costi e i tempi necessari per la convalida dell'ottimizzazione migliorando al contempo l'accuratezza della previsione.
Linee guida per l'implementazione e best practice
L'implementazione di successo dell'ottimizzazione CAD per la lavorazione del titanio richiede un approccio sistematico e una comunicazione chiara tra i team di progettazione e produzione. Le linee guida per l'ottimizzazione devono essere documentate e integrate nelle procedure di progettazione standard per garantire un'applicazione coerente tra i progetti.
I programmi di formazione per gli ingegneri progettisti devono enfatizzare la relazione tra le feature geometriche e le sfide di lavorazione specifiche del titanio. La comprensione delle limitazioni degli utensili da taglio, dei requisiti di gestione termica e delle strategie di rimozione del materiale consente ai progettisti di prendere decisioni di ottimizzazione informate durante il processo di progettazione piuttosto che richiedere una riprogettazione estesa in seguito.
I protocolli di collaborazione tra i team di progettazione e produzione garantiscono che i vincoli di produzione siano adeguatamente comunicati e compresi. Le revisioni regolari della progettazione con il contributo della produzione possono identificare le opportunità di ottimizzazione nelle prime fasi del ciclo di progettazione quando le modifiche rimangono economiche.
Per le organizzazioni che utilizzano i nostri servizi di produzione, forniamo revisioni complete della progettazione e raccomandazioni di ottimizzazione per garantire che le tue parti in titanio raggiungano una lavorabilità ottimale pur mantenendo tutti i requisiti funzionali.
Domande frequenti
Qual è il raggio d'angolo minimo raccomandato per le feature interne nelle parti in titanio?
I raggi d'angolo interni devono essere di almeno 0,5 mm per le applicazioni di lavorazione del titanio. I raggi più piccoli richiedono utensili da taglio delicati soggetti a rotture e danni termici. I raggi ottimali variano da 0,8 a 1,5 mm, corrispondenti alle geometrie degli utensili in metallo duro standard fornendo al contempo una resistenza adeguata per le forze di taglio del titanio. Gli angoli acuti inferiori a 0,3 mm in genere comportano riduzioni della durata dell'utensile del 70-80% rispetto alle feature con raggio corretto.
In che modo il rapporto profondità-larghezza della tasca influisce sulla durata dell'utensile nella lavorazione del titanio?
I rapporti profondità-larghezza della tasca devono rimanere inferiori a 2:1 per una durata ottimale dell'utensile nelle applicazioni in titanio. I rapporti superiori a 3:1 creano scarse condizioni di evacuazione dei trucioli, portando a un nuovo taglio, temperature elevate e usura accelerata dell'utensile. Le tasche profonde richiedono anche lunghezze utensile estese che aumentano la deflessione e le vibrazioni. I progetti di tasche a gradini o le strategie di lavorazione multilivello mantengono rapporti ottimali pur raggiungendo la geometria della parte richiesta.
Quale spessore della parete offre il miglior equilibrio tra rimozione del materiale e stabilità della lavorazione?
Uno spessore della parete costante tra 2,0 e 3,0 mm offre un equilibrio ottimale per la lavorazione del titanio. Le pareti più sottili mancano di rigidità e possono vibrare durante il taglio, mentre le pareti più spesse richiedono un'eccessiva rimozione di materiale. Le variazioni di spessore devono essere graduali su distanze minime di 10 mm per prevenire improvvisi cambiamenti del carico di taglio che accelerano l'usura dell'utensile. I progetti a spessore variabile spesso riducono la durata dell'utensile del 40-60% rispetto agli approcci a spessore costante.
Come dovrebbe essere modificata la geometria della filettatura per migliorare la durata dell'utensile nel titanio?
Le filettature metriche standard a 60 gradi possono essere modificate con angoli inclusi di 45-50 gradi ove funzionalmente accettabile, riducendo i carichi di taglio durante le operazioni di filettatura. Lo scarico della filettatura deve fornire una lunghezza minima di 3 passi per l'estrazione graduale dell'utensile. Le filettature esterne sono preferibili alle filettature interne a causa del migliore accesso all'utensile e dell'evacuazione dei trucioli. Le filettature interne che richiedono operazioni di maschiatura devono incorporare partenze smussate e una geometria di introduzione adeguata.
Che ruolo svolgono i canali di raffreddamento nella progettazione CAD per la lavorazione del titanio?
I canali di raffreddamento integrati, tipicamente di 4-6 mm di diametro, devono essere progettati nella geometria della parte per fornire un raffreddamento diretto alle zone di taglio critiche. Il posizionamento dei canali deve considerare la sequenza di lavorazione per rimanere intatto durante la sgrossatura raffreddando al contempo le operazioni di finitura. Una corretta erogazione del refrigerante può ridurre le temperature della zona di taglio di 150-250°C, prolungando la durata dell'utensile del 200-300%. I canali devono essere posizionati entro 10-15 mm dalle aree di taglio critiche per la massima efficacia.
In che modo i requisiti di tolleranza influiscono sulla selezione e sull'usura dell'utensile nella lavorazione del titanio?
Tolleranze più strette (±0,025 mm o migliori) richiedono passaggi di finitura con carichi di taglio ridotti, prolungando la durata dell'utensile ma aumentando il tempo di lavorazione. Le dimensioni critiche devono essere posizionate su feature esterne o superfici con geometrie di taglio favorevoli, ove possibile. Tolleranze inferiori a ±0,01 mm possono richiedere utensili e parametri di taglio specializzati che influiscono in modo significativo sulla durata e sui costi dell'utensile. L'ottimizzazione della tolleranza può ridurre i costi di lavorazione del 25-40% pur mantenendo i requisiti funzionali.
Quali feature CAD dovrebbero essere evitate per prevenire l'eccessiva usura dell'utensile nel titanio?
Evitare angoli interni acuti inferiori a 0,3 mm di raggio, tasche chiuse profonde con scarso accesso all'utensile, spessore della parete variabile che crea improvvisi cambiamenti di carico e feature che richiedono lunghezze utensile estese con elevati rapporti lunghezza-diametro. Le feature intersecanti che creano geometrie di taglio complesse devono essere semplificate ove possibile. I fori ciechi più profondi di 5 diametri e le filettature interne in fori profondi devono essere riprogettati come feature esterne quando funzionalmente accettabile. Queste feature problematiche possono ridurre la durata dell'utensile del 60-80% rispetto alle alternative ottimizzate.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece