Riduzione dei costi di attrezzaggio: Strategia di stampi modulari e utensili familiari
I costi di attrezzaggio possono consumare il 30-40% del budget di un progetto di produzione, eppure la maggior parte delle aziende affronta la progettazione di stampi con una mentalità orientata a un singolo scopo. Gli stampi modulari e gli utensili familiari rappresentano un cambiamento strategico verso l'ottimizzazione dei costi senza compromettere la qualità, riducendo le spese di attrezzaggio del 25-60% e al contempo riducendo i tempi di consegna e migliorando la flessibilità della produzione.
Punti chiave:
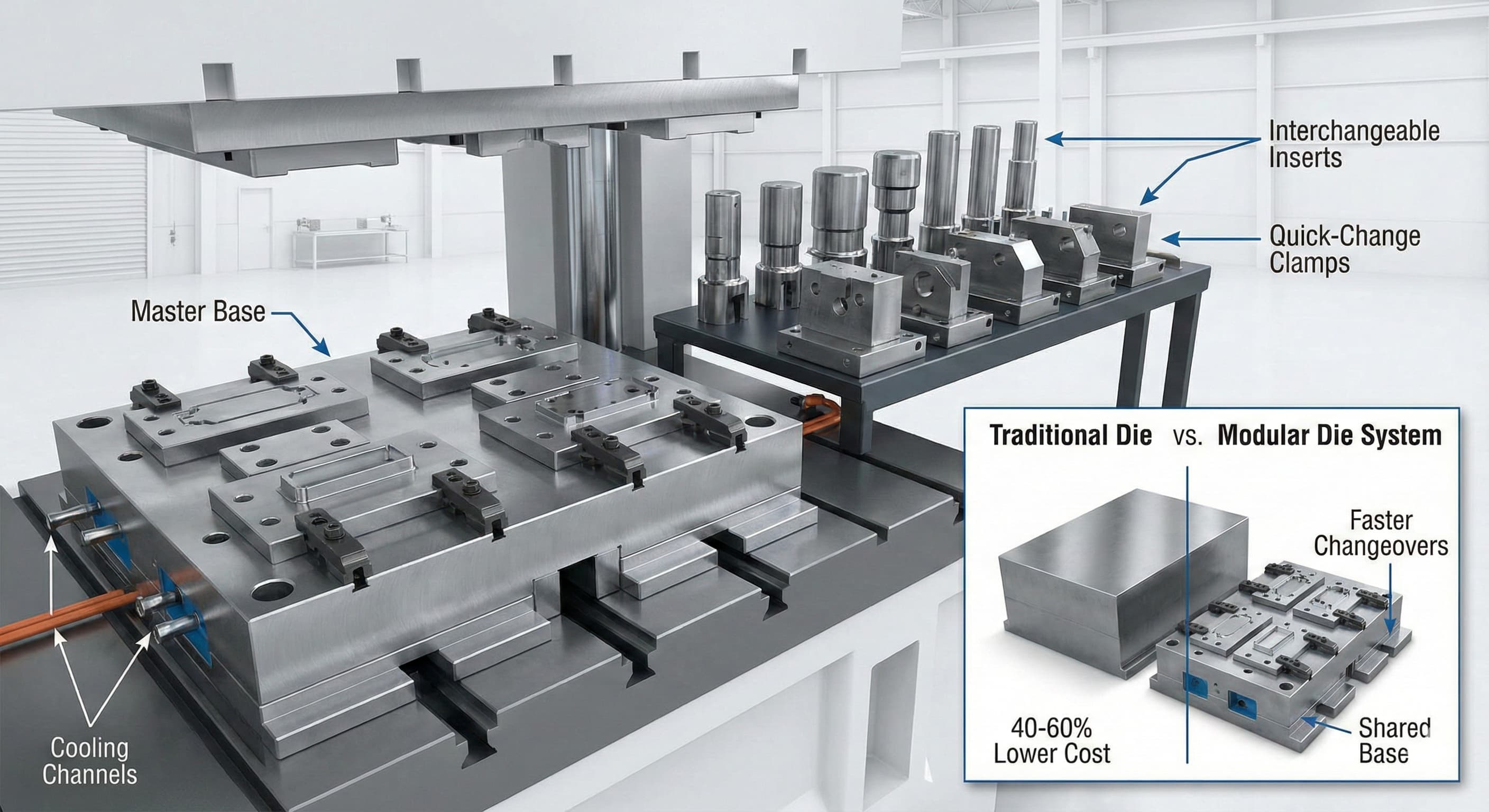
- I sistemi di stampi modulari riducono l'investimento iniziale in attrezzaggio del 40-60% attraverso componenti di base condivisi e inserti intercambiabili
- Gli utensili familiari consentono la produzione simultanea di molteplici varianti di parti, ottimizzando l'utilizzo della macchina e riducendo i costi per parte
- La pianificazione strategica della progettazione per la modularità richiede un'analisi preliminare, ma offre un ritorno sull'investimento di 3-5 volte superiore durante il ciclo di vita dell'utensile
- La corretta selezione dei materiali e la produzione di precisione sono fondamentali: le basi in acciaio per utensili H13 con inserti P20 offrono un rapporto durabilità/costo ottimale
Comprensione dell'architettura degli stampi modulari
Gli stampi modulari ristrutturano fondamentalmente l'attrezzaggio tradizionale separando i componenti di base fissi dagli elementi di formatura variabili. La struttura di base ospita il sistema di espulsione, i canali di raffreddamento e le interfacce di montaggio, mentre gli inserti intercambiabili definiscono la geometria della parte. Questa architettura consente ai produttori di sfruttare notevoli economie di scala tra le famiglie di prodotti.
Il tipico sistema modulare è costituito da tre livelli principali: la base principale (€ 15.000-45.000), le sotto-piastre standardizzate (€ 3.000-8.000 ciascuna) e gli inserti di precisione (€ 500-2.500 per cavità). Quando si producono 5-10 parti correlate, l'infrastruttura di base condivisa riduce i costi dei singoli utensili del 40-60% rispetto agli stampi dedicati.
La selezione dei materiali gioca un ruolo cruciale nel successo modulare. L'acciaio per utensili H13 (temprato a 48-52 HRC) fornisce la base ottimale per applicazioni ad alto volume, offrendo un'eccezionale resistenza al ciclo termico e stabilità dimensionale. Per la produzione a volume inferiore, l'acciaio P20 (28-32 HRC) offre prestazioni adeguate a un costo inferiore del 30%. I materiali degli inserti dipendono dalla complessità della parte: le geometrie semplici utilizzano P20, mentre le caratteristiche intricate che richiedono dettagli nitidi beneficiano dell'acciaio per utensili A2 temprato a 58-62 HRC.
Le considerazioni progettuali si estendono oltre la selezione dei materiali. I sistemi modulari richiedono meccanismi di allineamento precisi, in genere ottenuti tramite spine di centraggio con una precisione di posizionamento di ±0,02 mm e morsetti meccanici in grado di esercitare una pressione di serraggio di 150-200 bar. La progettazione del sistema di raffreddamento diventa più complessa, richiedendo raccordi a scollegamento rapido e sistemi di collettori flessibili per adattarsi a varie configurazioni di inserti.
Strategie di progettazione di utensili familiari
Gli utensili familiari consolidano molteplici varianti di parti in un unico sistema di utensili, massimizzando l'utilizzo della macchina e riducendo al minimo i costi di setup. La strategia funziona particolarmente bene per i componenti che condividono spessori di materiale, involucri dimensionali e volumi di produzione simili.
Tre configurazioni principali di utensili familiari dominano le applicazioni di produzione: layout a strisce, disposizione circolare e blocchi cavità modulari. I layout a strisce dispongono le parti linearmente, ideali per operazioni progressive e parti con geometrie simili. Le disposizioni circolari ottimizzano l'utilizzo del materiale per componenti rotondi o compatti, mentre i blocchi cavità modulari offrono la massima flessibilità per famiglie di parti miste.
I parametri di progettazione critici includono la spaziatura delle cavità, l'ottimizzazione del sistema di canali di colata e la sincronizzazione dell'espulsione. La spaziatura minima delle cavità varia in genere da 25 a 40 mm a seconda delle dimensioni della parte e dei requisiti di flusso del materiale. I sistemi di canali di colata devono bilanciare lo spreco di materiale con la qualità di riempimento: i sistemi di canali caldi riducono lo spreco di materiale del 15-25%, ma aumentano il costo dell'utensile di € 20.000-50.000.
L'analisi del volume determina i raggruppamenti familiari ottimali. Le parti con rapporti di produzione entro 3:1 funzionano bene insieme, mentre disparità maggiori creano inefficienze. Ad esempio, raggruppare una parte con un volume annuo di 100.000 unità con un componente di 25.000 unità massimizza l'utilizzo dell'utensile, ma l'abbinamento con un articolo speciale di 5.000 unità crea una complessità non necessaria.
| Configurazione utensile familiare | Conteggio ottimale delle parti | Tempo di installazione | Efficienza del materiale | Intervallo di costo dell'utensile |
|---|---|---|---|---|
| Layout della striscia | 2-4 parts | 15-25 minuti | 75-85% | €25,000-60,000 |
| Disposizione circolare | 4-8 parts | 20-35 minuti | 80-90% | €35,000-80,000 |
| Blocchi cavità modulari | 3-6 parts | 10-20 minuti | 70-80% | €40,000-100,000 |
L'uniformità dello spessore della parete diventa particolarmente impegnativa negli utensili familiari a causa delle diverse geometrie delle parti e dei modelli di flusso. L'analisi della fluidodinamica computazionale aiuta a ottimizzare le posizioni dei punti di iniezione e il dimensionamento dei canali di colata per garantire un riempimento uniforme in tutte le cavità.
Analisi dei costi e calcoli del ROI
La quantificazione della riduzione dei costi di attrezzaggio richiede un'analisi completa che vada oltre l'investimento iniziale. L'attrezzaggio tradizionale a scopo singolo per una famiglia di cinque parti costa in genere € 150.000-300.000, mentre i sistemi di utensili modulari o familiari equivalenti variano da € 80.000-180.000, il che rappresenta un risparmio immediato del 25-40%.
Tuttavia, il vero valore emerge attraverso l'analisi del ciclo di vita. I sistemi modulari consentono iterazioni di progettazione rapide attraverso modifiche degli inserti che costano € 1.500-5.000 contro € 25.000-50.000 per la ricostruzione completa dell'utensile. Gli utensili familiari riducono i costi di setup per parte da € 150-300 a € 30-75, il che ha un impatto particolarmente significativo per le tirature di produzione a medio volume.
La riduzione dei tempi di consegna offre un valore aggiuntivo. L'attrezzaggio standard richiede 12-16 settimane per gli stampi complessi, mentre i sistemi modulari con basi pre-costruite riducono questo tempo a 6-10 settimane per lo sviluppo di nuovi inserti. Gli utensili familiari eliminano configurazioni multiple, riducendo il tempo di produzione totale del 15-30% per le tirature di parti miste.
I miglioramenti nell'utilizzo della macchina aumentano i vantaggi in termini di costi. L'attrezzaggio a scopo singolo spesso raggiunge un utilizzo del 40-60% a causa dei requisiti di cambio e dei vincoli di programmazione. Gli utensili familiari possono spingere l'utilizzo al 75-85%, aumentando efficacemente la capacità di produzione senza investimenti in attrezzature capitali.
| Categoria di costo | Attrezzaggio tradizionale | Matrici modulari | Utensili familiari | Potenziale di risparmio |
|---|---|---|---|---|
| Investimento iniziale | €200,000 | €120,000 | €100,000 | 40-50% |
| Modifiche al design | €35,000 | €8,000 | €15,000 | 57-77% |
| Costi di installazione/esecuzione | €250 | €180 | €75 | 28-70% |
| Tempi di consegna (settimane) | 14-18 | 8-12 | 10-14 | 30-44% |
Selezione dei materiali e considerazioni sulla durata
La selezione del materiale di attrezzaggio influisce direttamente sia sui costi iniziali che sulla durata a lungo termine. La maggiore complessità dei sistemi modulari e familiari richiede un'attenta corrispondenza dei materiali ai requisiti dell'applicazione e ai volumi di produzione.
Per le applicazioni di pressofusione ad alto volume che superano i 500.000 cicli, l'acciaio per utensili H13 offre prestazioni ottimali. Il suo contenuto di cromo all'1,05% e di molibdeno all'1,50% offre un'eccellente resistenza alla fatica termica e mantiene la durezza fino a 600°C. I trattamenti superficiali come il rivestimento in nitruro prolungano la durata dell'utensile del 40-60%, aggiungendo € 3.000-8.000 al costo dell'utensile, ma riducendo la frequenza di sostituzione.
Le applicazioni a medio volume (100.000-500.000 cicli) beneficiano dell'equilibrio tra prestazioni e costi dell'acciaio P20. Pre-temprato a 28-32 HRC, il P20 elimina i rischi di distorsione del trattamento termico fornendo al contempo un'adeguata resistenza all'usura. La sua superiore lavorabilità riduce i tempi di produzione del 20-25% rispetto all'H13.
Le applicazioni specializzate richiedono soluzioni su misura.Le operazioni di thixoforming che operano a 580-620°C richiedono acciai per utensili premium come H11 o leghe personalizzate con una maggiore conduttività termica. Sebbene i costi iniziali aumentino del 40-60%, la maggiore durata dell'utensile giustifica l'investimento per la produzione ad alto volume.
I materiali degli inserti seguono diversi criteri di ottimizzazione. Le applicazioni di cambio frequente danno la priorità alla lavorabilità e al costo rispetto alla massima durata. L'acciaio 1018 o l'alluminio 7075-T6 offrono prestazioni adeguate per prototipi e inserti di produzione a basso volume, riducendo i costi del 60-70% rispetto alle alternative in acciaio per utensili.
I materiali del sistema di raffreddamento influiscono in modo significativo sulle prestazioni. Le linee di raffreddamento in lega di rame offrono una conduttività termica 3 volte superiore rispetto all'acciaio, ma costano 4 volte di più. Per le applicazioni ad alto ciclo, la migliore rimozione del calore giustifica l'investimento attraverso tempi di ciclo ridotti e una maggiore durata dell'utensile.
Precisione di produzione e controllo qualità
I sistemi di attrezzaggio modulari e familiari richiedono standard di precisione elevati per garantire un corretto adattamento e una qualità delle parti coerente. Le tolleranze dimensionali si restringono del 30-50% rispetto agli utensili a scopo singolo, con interfacce critiche che richiedono una precisione di ±0,01 mm.
La produzione di componenti di base stabilisce le basi per il successo del sistema. Le superfici di montaggio richiedono finiture superficiali di Ra 0,4 μm o migliori per prevenire micro-movimenti durante la produzione. I fori dei perni di centraggio mantengono una tolleranza di posizione di ±0,005 mm, mentre le superfici di serraggio devono rimanere piatte entro 0,02 mm su tutta la loro estensione.
La produzione di inserti bilancia la precisione con l'efficienza dei costi. Le superfici di formatura critiche mantengono una tolleranza dimensionale di ±0,025 mm, mentre le caratteristiche non critiche possono rilassarsi a ±0,05 mm. I requisiti di finitura superficiale variano in base all'applicazione: le superfici di classe A per le parti visibili richiedono Ra 0,2 μm, mentre le superfici funzionali accettano Ra 0,8 μm.
Le procedure di controllo qualità si espandono oltre la verifica tradizionale dell'attrezzaggio. I sistemi modulari richiedono protocolli di verifica dell'assemblaggio che confermino il corretto posizionamento dell'inserto, l'integrità del circuito di raffreddamento e la sincronizzazione del sistema di espulsione. Gli utensili familiari richiedono la convalida dell'analisi del flusso garantendo un riempimento bilanciato in tutte le cavità.
Per risultati di alta precisione,Richiedi un preventivo gratuito e ottieni i prezzi in 24 ore da Microns Hub.
I protocolli di misurazione e ispezione si adattano alla complessità modulare. Le macchine di misura a coordinate verificano la geometria dei componenti di base, mentre i comparatori ottici controllano i profili degli inserti. La verifica dell'assemblaggio utilizza calibri passa/non passa che confermano il corretto adattamento e la funzione prima delle prove di produzione.
Integrazione con la produzione moderna
Le tecnologie dell'Industria 4.0 amplificano i vantaggi dell'attrezzaggio modulare e familiare attraverso un monitoraggio avanzato, la manutenzione predittiva e i sistemi di cambio automatizzati. L'attrezzaggio intelligente incorpora sensori che monitorano la temperatura, la pressione e il numero di cicli, fornendo un feedback sulle prestazioni in tempo reale.
I sistemi di cambio automatizzati riducono i tempi di setup da 30-60 minuti a 5-15 minuti attraverso la manipolazione robotizzata degli inserti e sistemi di posizionamento predeterminati. Pur aggiungendo € 50.000-150.000 al costo del sistema, l'automazione si ripaga entro 18-24 mesi per gli ambienti di produzione ad alta miscelazione.
La tecnologia del gemello digitale consente l'ottimizzazione virtuale delle configurazioni degli utensili familiari prima della produzione fisica. Il software di simulazione prevede i modelli di riempimento, identifica potenziali problemi di qualità e ottimizza i sistemi di canali di colata, riducendo i costi di prototipazione fisica del 40-60%.
Gli algoritmi di manutenzione predittiva analizzano i dati dei sensori per prevedere l'usura degli inserti e programmare la sostituzione prima che si verifichi il degrado della qualità. Questo approccio proattivo riduce i tassi di scarto del 15-25% ed elimina i tempi di inattività per riparazioni di emergenza.
L'integrazione con i servizi di fabbricazione di lamiere crea soluzioni di produzione complete che combinano più processi in sequenze di produzione ottimizzate. Questo approccio olistico riduce i costi di manipolazione e migliora il controllo qualità complessivo.
Strategia di implementazione e pianificazione
L'implementazione di successo dell'attrezzaggio modulare richiede un'analisi sistematica dei portafogli di prodotti esistenti e dei piani di sviluppo futuri. Il processo inizia con un'analisi completa della famiglia di parti che identifica le opportunità di consolidamento e standardizzazione.
La classificazione delle parti esamina gli involucri dimensionali, i requisiti dei materiali, i volumi di produzione e le specifiche di qualità. I componenti che condividono caratteristiche simili diventano candidati per l'attrezzaggio familiare, mentre le parti che richiedono frequenti modifiche di progettazione beneficiano di approcci modulari.
L'analisi degli investimenti confronta i costi dell'attrezzaggio tradizionale con le alternative modulari su orizzonti di 3-5 anni. L'analisi include i costi iniziali dell'attrezzaggio, le spese di modifica, i risparmi sui tempi di setup e i miglioramenti nell'utilizzo della macchina. I periodi di ammortamento variano in genere da 12 a 24 mesi a seconda dei volumi di produzione e della complessità delle parti.
La valutazione del rischio identifica potenziali sfide, tra cui una maggiore complessità della progettazione, i requisiti di capacità del fornitore e le richieste di controllo qualità. Le strategie di mitigazione affrontano ogni rischio identificato attraverso la qualificazione del fornitore, procedure di ispezione avanzate e pianificazione di backup.
Quando lavori con Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli necessaria per un'implementazione di successo dell'attrezzaggio modulare.
L'implementazione procede attraverso programmi pilota che convalidano i concetti su famiglie di parti rappresentative prima della distribuzione su vasta scala. I risultati del pilota informano il perfezionamento degli standard di progettazione, delle procedure di produzione e dei protocolli di controllo qualità. Le metriche di successo includono i risultati della riduzione dei costi, i miglioramenti della qualità e le riduzioni dei tempi di consegna.
I programmi di formazione assicurano che i team di produzione comprendano il funzionamento del sistema modulare, le procedure di cambio e i requisiti di manutenzione. Gli standard di documentazione acquisiscono le lezioni apprese e stabiliscono le migliori pratiche per le applicazioni future.
Ottimizzazione avanzata della progettazione
L'ottimizzazione dell'attrezzaggio modulare e familiare si estende oltre il consolidamento di base per comprendere sofisticate strategie di progettazione che massimizzano l'efficienza e riducono al minimo i costi. Le tecniche avanzate includono sistemi di progettazione parametrica, ottimizzazione della topologia e algoritmi di ottimizzazione multi-obiettivo.
La progettazione parametrica consente rapidi cambiamenti di configurazione attraverso la modifica della geometria guidata da variabili. I modelli master incorporano regole e vincoli di progettazione, regolando automaticamente i canali di raffreddamento, i sistemi di espulsione e gli elementi strutturali al variare delle configurazioni degli inserti. Questo approccio riduce i tempi di progettazione del 50-70% per i prodotti derivati.
Gli algoritmi di ottimizzazione della topologia determinano la distribuzione ottimale del materiale all'interno delle strutture degli utensili, riducendo il peso del 20-30% pur mantenendo l'integrità strutturale. La riduzione del peso si traduce in risparmi sui costi dei materiali e in migliori caratteristiche di manipolazione durante le operazioni di setup.
L'ottimizzazione multi-obiettivo bilancia requisiti concorrenti, tra cui il costo dell'utensile, il tempo di ciclo, la qualità della parte e la durata dell'utensile. Gli algoritmi genetici esplorano migliaia di varianti di progettazione identificando soluzioni ottimali di Pareto che forniscono le migliori prestazioni complessive.
L'ottimizzazione del sistema di raffreddamento impiega la fluidodinamica computazionale e l'analisi del trasferimento di calore ottimizzando il percorso dei canali, il dimensionamento del diametro e la distribuzione del flusso. I progetti di raffreddamento avanzati riducono i tempi di ciclo del 10-20% migliorando al contempo la coerenza della qualità della parte attraverso un migliore controllo della temperatura.
L'integrazione con i nostri servizi di produzione fornisce soluzioni complete che abbracciano l'ottimizzazione della progettazione, la produzione di attrezzaggio e l'implementazione della produzione. Questo approccio integrato garantisce un'esecuzione senza interruzioni dal concetto alla produzione su vasta scala.
Domande frequenti
Quale volume di produzione minimo giustifica l'investimento in attrezzaggio modulare?
L'attrezzaggio modulare diventa conveniente per volumi familiari combinati superiori a 50.000 unità all'anno su 3-5 parti correlate. I volumi di singole parti anche inferiori a 10.000 unità possono giustificare approcci modulari quando le modifiche di progettazione sono frequenti o si prevede una crescita futura del volume.
In che modo gli stampi modulari influiscono sulla qualità della parte rispetto all'attrezzaggio dedicato?
I sistemi modulari progettati correttamente raggiungono una qualità della parte equivalente all'attrezzaggio dedicato. I fattori critici includono interfacce inserto-base precise (±0,01 mm), una corretta integrazione del circuito di raffreddamento e procedure di assemblaggio convalidate. Alcune applicazioni possono riscontrare lievi miglioramenti grazie ai sistemi di raffreddamento ed espulsione ottimizzati.
Quali requisiti di manutenzione differiscono tra attrezzaggio modulare e tradizionale?
I sistemi modulari richiedono maggiore attenzione alla pulizia dell'interfaccia, all'integrità della guarnizione e alla verifica dell'allineamento. Gli intervalli di manutenzione possono ridursi del 10-20% a causa della maggiore complessità, ma i costi di manutenzione a livello di inserto diminuiscono in modo significativo rispetto alla manutenzione completa dell'utensile.
L'attrezzaggio esistente può essere convertito in sistemi modulari?
La fattibilità della conversione dipende dalla progettazione e dalle condizioni originali dell'utensile. Le geometrie semplici con materiale strutturale adeguato possono spesso supportare la conversione, mentre gli utensili complessi possono richiedere una ricostruzione completa. I costi di conversione variano in genere dal 40 al 70% dell'investimento in un nuovo utensile modulare.
Quali vantaggi in termini di tempi di consegna offrono gli utensili familiari?
Gli utensili familiari riducono i tempi di consegna totali della produzione del 25-40% attraverso l'eliminazione di setup e cambi multipli. I tempi di consegna della progettazione e della produzione possono aumentare di 2-4 settimane a causa della maggiore complessità, ma i guadagni di efficienza della produzione compensano ampiamente lo sviluppo iniziale più lungo.
Come si confrontano i costi dei materiali tra approcci modulari e tradizionali?
I costi iniziali dei materiali per i sistemi modulari in genere aumentano del 15-25% a causa delle interfacce di precisione e dei componenti specializzati. Tuttavia, i costi dei materiali del ciclo di vita diminuiscono attraverso la sostituzione a livello di inserto rispetto alla ricostruzione completa dell'utensile, con conseguenti risparmi sui costi dei materiali del 30-50% su 3-5 anni.
Quali limitazioni di progettazione si applicano ai sistemi di attrezzaggio modulare?
I sistemi modulari funzionano meglio con parti che condividono requisiti di flusso del materiale, modelli di espulsione ed esigenze di raffreddamento simili. Rapporti di aspetto estremi, sottosquadri complessi o tempi di ciclo ampiamente variabili possono limitare le opportunità di consolidamento. Un'attenta analisi della famiglia di parti identifica i raggruppamenti ottimali evitando al contempo combinazioni problematiche.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece