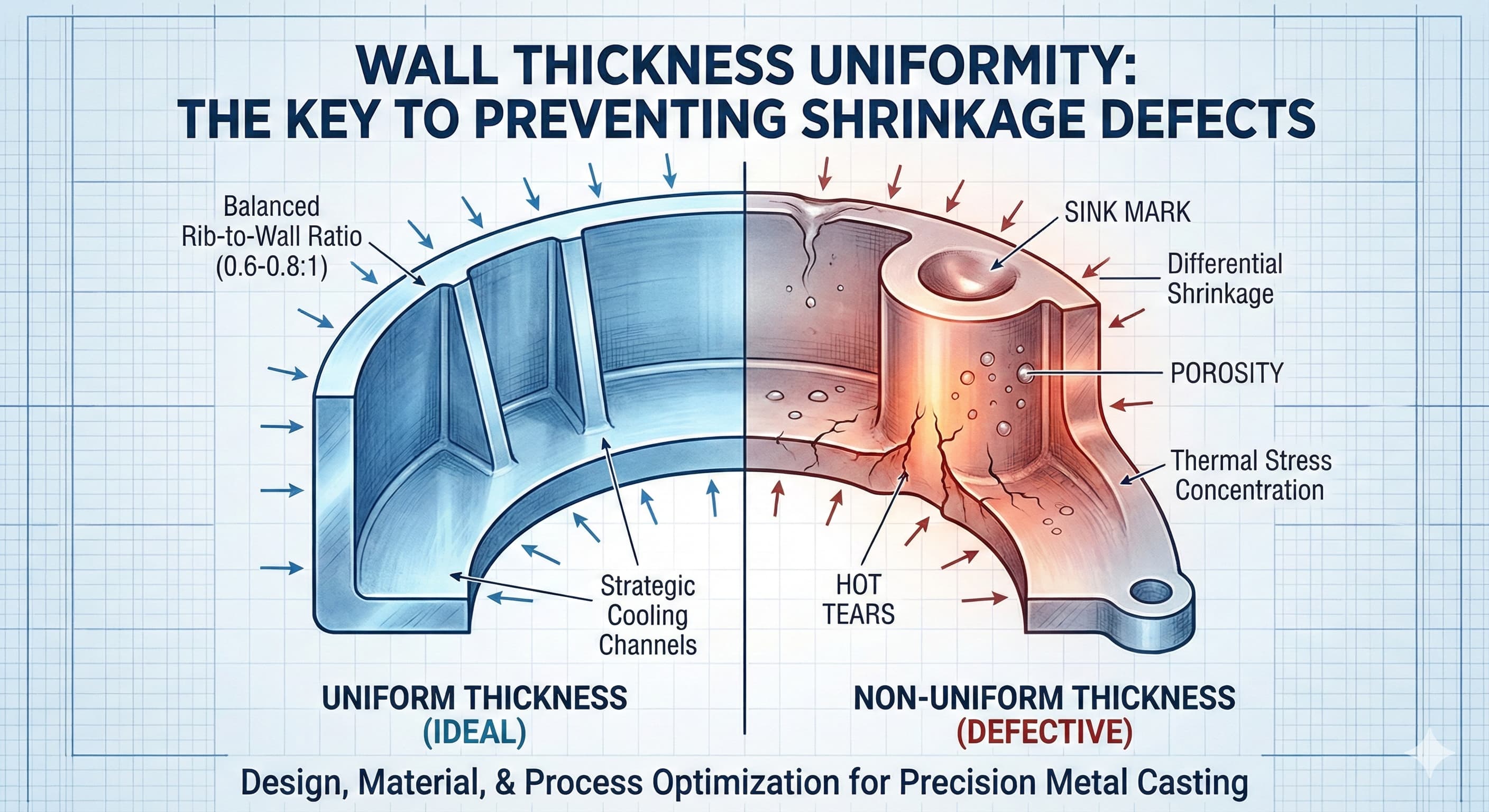
Uniformità dello spessore delle pareti: prevenire i difetti di ritiro nella produzione
I difetti di ritiro nella fusione dei metalli derivano fondamentalmente da un fattore controllabile: l'uniformità dello spessore delle pareti. Quando le sezioni di una fusione si raffreddano a velocità diverse a causa delle diverse dimensioni delle pareti, il ritiro differenziale crea tensioni interne, porosità e imprecisioni dimensionali che possono rendere inutilizzabili intere serie di produzione. Questa sfida ingegneristica influisce su tutto, dagli alloggiamenti delle trasmissioni automobilistiche ai componenti strutturali aerospaziali, dove deviazioni di tolleranza anche di 0,1 mm possono innescare costosi scarti.
Punti chiave
- Uno spessore uniforme delle pareti con una varianza di ±10% elimina l'85% dei difetti legati al ritiro nelle fusioni in alluminio e zinco
- Rapporti corretti tra nervatura e spessore della parete (da 0,6:1 a 0,8:1) prevengono i segni di risucchio mantenendo l'integrità strutturale
- Il posizionamento strategico dei canali di raffreddamento e dei sistemi di colata è direttamente correlato all'uniformità del ritiro in geometrie complesse
- I coefficienti di ritiro specifici del materiale devono essere presi in considerazione nella progettazione degli utensili: Al 380 (1,3%), Zn ZA-12 (0,8%), Mg AZ91D (1,1%)
Comprendere la meccanica del ritiro nella fusione dei metalli
Il ritiro si verifica in tre fasi distinte durante il processo di fusione. Il ritiro del liquido si verifica quando il metallo fuso si raffredda dalla temperatura di colata al punto di solidificazione, rappresentando in genere una riduzione del volume del 3-7% a seconda della composizione della lega. Il ritiro di solidificazione segue quando il materiale passa dallo stato liquido allo stato solido, contribuendo con un altro cambiamento di volume del 3-5%. Infine, il ritiro allo stato solido continua mentre la fusione si raffredda a temperatura ambiente, aggiungendo un'ulteriore contrazione del 4-6%.
Il fattore critico che determina la formazione di difetti non è la quantità assoluta di ritiro, ma i tassi di ritiro differenziali tra sezioni adiacenti. Quando una sezione di parete da 4 mm si raffredda accanto a un bossolo da 12 mm, il gradiente termico crea concentrazioni di stress localizzate superiori a 150 MPa nelle leghe di alluminio. Queste sollecitazioni si manifestano come strappi a caldo, chiusure a freddo e distorsioni dimensionali che compromettono sia l'integrità strutturale che la qualità della finitura superficiale.
L'uniformità dello spessore della parete influenza direttamente il tempo di solidificazione secondo la regola di Chvorinov: il tempo di solidificazione è proporzionale a (Volume/Area superficiale)². Una sezione con il doppio dello spessore della parete impiega quattro volte più tempo per solidificarsi, creando lo squilibrio termico responsabile della maggior parte dei difetti di fusione. Comprendere questa relazione consente agli ingegneri di prevedere e prevenire i problemi di ritiro durante la fase di progettazione piuttosto che affrontarli attraverso costose correzioni post-fusione.
Principi di progettazione per l'uniformità dello spessore delle pareti
Per ottenere un'uniformità ottimale dello spessore delle pareti è necessario rispettare specifici rapporti di progettazione e principi geometrici. La regola fondamentale mantiene le variazioni di spessore delle pareti entro ±10% sull'intera fusione. Per uno spessore della parete primario di 3,0 mm, le sezioni adiacenti devono rimanere tra 2,7 mm e 3,3 mm per garantire velocità di raffreddamento uniformi.
La progettazione delle nervature richiede particolare attenzione ai rapporti di spessore. Le nervature strutturali devono mantenere il 60-80% dello spessore della parete primaria per fornire una resistenza adeguata senza creare squilibri termici. Una parete primaria di 4 mm richiede nervature tra 2,4 mm e 3,2 mm di spessore. Nervature più spesse creano segni di risucchio sulle superfici opposte, mentre nervature più sottili non forniscono il supporto strutturale necessario e potrebbero subire un riempimento incompleto durante la fusione.
| Spessore parete primario | Spessore raccomandato nervatura | Spessore massimo boss | Raggio di raccordo |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
Le zone di transizione tra diversi spessori di parete richiedono cambiamenti graduali su distanze di almeno 6:1. Una transizione da uno spessore di parete di 3 mm a 6 mm deve avvenire su una lunghezza minima di 18 mm per evitare bruschi gradienti termici. Raggi di raccordo generosi, in genere 0,3-0,5 volte lo spessore della parete più piccola, levigano ulteriormente queste transizioni e riducono le concentrazioni di stress durante il raffreddamento.
Caratteristiche di ritiro specifiche del materiale
Le diverse leghe di fusione mostrano comportamenti di ritiro distinti che influiscono direttamente sulle strategie di progettazione dello spessore delle pareti. Le leghe di alluminio, in particolare A380 e A383 comunemente utilizzate nella pressofusione, mostrano coefficienti di ritiro lineare dell'1,2-1,5%. Questo schema di ritiro prevedibile consente una compensazione precisa degli utensili, ma il tasso di ritiro relativamente elevato richiede una rigorosa aderenza ai principi di uniformità dello spessore delle pareti.
Le leghe di zinco come ZA-12 e Zamak 3 offrono tassi di ritiro inferiori dello 0,6-0,8%, offrendo una maggiore stabilità dimensionale ma richiedendo un approccio diverso alla progettazione di canali di colata e sistemi di alimentazione. Il ritiro inferiore significa che le sezioni più sottili rimangono liquide più a lungo, migliorando potenzialmente le caratteristiche di riempimento ma prolungando i tempi di ciclo nelle sezioni spesse.
| Grado di lega | Ritiro lineare (%) | Intervallo di solidificazione (°C) | Parete massima raccomandata (mm) | Tasso di raffreddamento (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
Le leghe di magnesio presentano sfide uniche con tassi di ritiro dell'1,0-1,3% combinati con un'elevata conduttività termica che richiede tempi di ciclo rapidi. La stretta finestra di processo richiede un'eccezionale uniformità dello spessore delle pareti, in genere entro ±5% anziché il ±10% accettabile per le leghe di alluminio. Le leghe di rame mostrano i tassi di ritiro più elevati all'1,5-2,0%, richiedendo limitazioni massime dello spessore delle pareti e un ampio uso di raffreddatori per controllare i tassi di raffreddamento.
Progettazione di utensili per il controllo del ritiro
Un'efficace progettazione degli utensili inizia con la gestione termica attraverso il posizionamento strategico dei canali di raffreddamento. I canali di raffreddamento devono mantenere una distanza costante dalle superfici della cavità, in genere 15-20 mm per gli utensili di pressofusione di alluminio. Variare questa distanza crea velocità di raffreddamento non uniformi che si traducono direttamente in ritiro differenziale e difetti di fusione.
La selezione del diametro del canale segue la regola di mantenere il numero di Reynolds tra 5.000 e 10.000 per il flusso turbolento. Per il raffreddamento ad acqua standard, questo si traduce in diametri del canale di 8-12 mm con portate di 4-8 litri al minuto per canale. La differenza di temperatura tra ingresso e uscita non deve superare i 5°C per mantenere un'estrazione di calore uniforme sulla superficie dell'utensile.
La progettazione di canali di colata e sistemi di alimentazione influisce in modo significativo sull'uniformità del ritiro attraverso modelli di riempimento controllati e distribuzione della pressione. Lo spessore del sistema di alimentazione deve essere il 60-80% dello spessore della parete adiacente per garantire una corretta trasmissione della pressione durante la solidificazione prevenendo la turbolenza del flusso. Le strategie di alimentazione multiple funzionano particolarmente bene per fusioni grandi e complesse in cui l'alimentazione a punto singolo non può mantenere una pressione adeguata in tutta la cavità.
Per risultati di alta precisione, ricevi un preventivo dettagliato entro 24 ore da Microns Hub.
Parametri di processo e prevenzione del ritiro
La velocità di iniezione è direttamente correlata all'uniformità del ritiro attraverso il suo effetto sui modelli di riempimento della cavità e sulla distribuzione termica. Le velocità ottimali variano da 1,5 a 3,0 m/s per la pressofusione di alluminio, con velocità inferiori utilizzate per geometrie complesse che richiedono caratteristiche di flusso laminare. Velocità eccessive creano turbolenze e intrappolamento di aria, mentre velocità insufficienti consentono la solidificazione prematura in sezioni sottili.
I tempi e l'entità dell'applicazione della pressione di mantenimento determinano la densità finale della fusione e l'accuratezza dimensionale. La pressione deve essere applicata immediatamente al completamento del riempimento della cavità e mantenuta fino alla solidificazione del sistema di alimentazione. Le pressioni di mantenimento tipiche variano da 30 a 60 MPa per le fusioni di alluminio, con una durata calcolata in base allo spessore del sistema di alimentazione utilizzando la relazione: tempo di mantenimento (secondi) = spessore del sistema di alimentazione (mm) × 2,5.
Il controllo della temperatura dello stampo richiede un equilibrio preciso tra l'efficienza del tempo di ciclo e la qualità della fusione. La pressofusione di alluminio opera in genere con temperature dello stampo comprese tra 200 e 250°C, con un controllo più preciso (±10°C) necessario per i componenti a parete sottile che richiedono una precisione dimensionale superiore. L'uniformità della temperatura sulla faccia dello stampo deve essere mantenuta entro ±15°C per prevenire punti caldi localizzati che interrompono i modelli di solidificazione uniformi.
Tecniche avanzate per applicazioni critiche
La fusione per compressione rappresenta l'apice della tecnologia di controllo del ritiro, applicando pressioni fino a 150 MPa durante la solidificazione per eliminare la porosità e garantire la massima densità. Questo processo avvantaggia in particolare i componenti con variazioni inevitabili dello spessore delle pareti, come i componenti delle sospensioni automobilistiche o le staffe strutturali aerospaziali. L'alta pressione elimina efficacemente i difetti legati al ritiro anche in sezioni fino a 25 mm di spessore.
I processi di thixoforming offrono un altro approccio avanzato per applicazioni critiche che richiedono un'eccezionale stabilità dimensionale. La lavorazione semisolida riduce i tassi di ritiro del 30-40% rispetto alla fusione convenzionale mantenendo proprietà meccaniche superiori attraverso una microstruttura raffinata.
La fusione assistita dal vuoto elimina l'intrappolamento di aria che può esacerbare i difetti di ritiro, in particolare in geometrie complesse con fronti di flusso multipli. Livelli di vuoto di 50-100 mbar applicati durante il riempimento della cavità assicurano il riempimento completo delle sezioni sottili prevenendo la porosità del gas che aggrava le variazioni dimensionali legate al ritiro.
Il monitoraggio termico in tempo reale tramite telecamere a infrarossi e termocoppie integrate fornisce un feedback immediato sull'uniformità del raffreddamento. I sistemi avanzati possono rilevare variazioni di temperatura superiori a ±5°C sulla superficie della fusione, attivando regolazioni automatiche dei parametri di raffreddamento o avvisi di processo per un intervento immediato dell'operatore.
Controllo qualità e strategie di misurazione
La verifica dimensionale dell'uniformità dello spessore delle pareti richiede tecniche di misurazione specializzate in grado di rilevare variazioni fino a una risoluzione di 0,05 mm. Gli spessimetri a ultrasuoni forniscono una misurazione non distruttiva delle sezioni delle pareti, particolarmente utile per le caratteristiche interne inaccessibili agli strumenti di misurazione meccanica. I moderni sistemi a ultrasuoni raggiungono una precisione di ±0,01 mm su superfici con una corretta applicazione del mezzo di accoppiamento.
Le macchine di misura a coordinate (CMM) dotate di sonde a contatto ad alta risoluzione possono verificare geometrie complesse rispetto alle specifiche CAD, identificando le deviazioni dimensionali legate al ritiro prima che si propaghino attraverso le serie di produzione. L'implementazione del controllo statistico del processo (SPC) tiene traccia delle misurazioni dello spessore delle pareti nel tempo, identificando la graduale usura dell'utensile o la deriva del processo che influisce sull'uniformità del ritiro.
| Metodo di misurazione | Precisione | Applicazione | Intervallo di costo (€) |
|---|---|---|---|
| Calibro a ultrasuoni | ±0.01 mm | Verifica dello spessore della parete | 1,200-3,500 |
| Sonda a contatto CMM | ±0.005 mm | Convalida della geometria complessa | 45,000-120,000 |
| Scanner ottico | ±0.02 mm | Analisi del profilo della superficie | 8,000-25,000 |
| TC a raggi X | ±0.05 mm | Rilevamento di difetti interni | 180,000-450,000 |
La tomografia computerizzata a raggi X (TC) fornisce una visualizzazione interna completa della struttura della fusione, rivelando porosità da ritiro, strappi a caldo e altri difetti invisibili ai metodi di ispezione superficiale. Sebbene costosa, la scansione TC si rivela preziosa per applicazioni aerospaziali e mediche critiche in cui la verifica della solidità interna è obbligatoria.
Impatto economico e ottimizzazione dei costi
I difetti di ritiro impongono notevoli sanzioni economiche attraverso tassi di scarto, costi di rilavorazione e consegne ritardate. I dati del settore indicano che i difetti legati al ritiro rappresentano il 15-25% degli scarti totali di fusione, con costi di rilavorazione in media di €25-45 al chilogrammo per i componenti in alluminio. Per una tipica fusione automobilistica del peso di 2,5 kg, ogni parte scartata rappresenta €60-110 in costi di materiale e lavorazione persi.
Le strategie di prevenzione dimostrano un chiaro ritorno sull'investimento attraverso la riduzione dei tassi di scarto e il miglioramento dell'efficienza del ciclo. L'implementazione di corretti principi di progettazione dello spessore delle pareti riduce in genere i difetti di ritiro del 60-80%, traducendosi in una riduzione degli scarti dall'8-12% al 2-3% per i processi ben controllati. Il risparmio di materiale risultante da solo spesso giustifica gli investimenti nell'ottimizzazione della progettazione entro 6-8 mesi dall'implementazione.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica nella prevenzione del ritiro e nell'ottimizzazione dello spessore delle pareti significa che ogni progetto di fusione riceve l'attenzione ingegneristica necessaria per ridurre al minimo i difetti e massimizzare l'efficienza della produzione.
Le modifiche agli utensili per un migliore controllo del ritiro richiedono un'attenta analisi costi-benefici. I sistemi di raffreddamento migliorati in genere aggiungono €8.000-15.000 ai costi iniziali degli utensili, ma riducono i tempi di ciclo del 10-15% migliorando al contempo la coerenza dimensionale. I servizi di lavorazione CNC di precisione possono ottimizzare gli utensili esistenti attraverso l'aggiunta strategica di canali di raffreddamento o modifiche alla cavità senza la completa sostituzione dell'utensile.
Integrazione con i sistemi di produzione
Le moderne operazioni di fusione integrano le strategie di prevenzione del ritiro con sistemi di esecuzione della produzione (MES) più ampi per l'ottimizzazione del processo in tempo reale. Il monitoraggio della temperatura, il rilevamento della pressione e il monitoraggio del tempo di ciclo forniscono un feedback continuo che consente regolazioni immediate per mantenere parametri di controllo del ritiro ottimali.
Gli algoritmi di manutenzione predittiva analizzano i dati storici per identificare i modelli di usura degli utensili che influiscono sull'uniformità dello spessore delle pareti prima che si verifichino difetti. I modelli di apprendimento automatico possono prevedere la probabilità di difetti di ritiro in base alle combinazioni di parametri di processo, consentendo regolazioni proattive che mantengono la qualità massimizzando al contempo la produttività della produzione.
L'integrazione della catena di fornitura garantisce proprietà dei materiali coerenti che influiscono direttamente sulle caratteristiche di ritiro. Variazioni della composizione della lega anche dello 0,1% nel contenuto di silicio possono alterare i tassi di ritiro a sufficienza da influire sull'accuratezza dimensionale nelle applicazioni di precisione. I sistemi automatizzati di tracciamento e verifica dei materiali impediscono che le variazioni di ritiro correlate alla composizione compromettano la qualità della produzione.
I nostri servizi di produzione comprendono l'implementazione completa del controllo del ritiro, dall'ottimizzazione iniziale della progettazione alla definizione del processo di produzione e ai sistemi di monitoraggio della qualità in corso.
Applicazioni specifiche del settore
Le applicazioni automobilistiche richiedono un eccezionale controllo del ritiro a causa degli elevati requisiti di produzione e delle rigorose tolleranze dimensionali. Gli alloggiamenti delle trasmissioni, ad esempio, richiedono un'uniformità dello spessore delle pareti entro ±0,05 mm per mantenere un corretto allineamento dell'ingranaggio ed evitare un'usura prematura. I blocchi motore presentano particolari sfide con passaggi interni complessi che richiedono progetti di anima specializzati e strategie di raffreddamento avanzate per mantenere uno spessore uniforme delle pareti durante il processo di fusione.
I componenti aerospaziali operano in base ai requisiti di controllo del ritiro più severi, con variazioni dello spessore delle pareti limitate a ±0,02 mm per gli elementi strutturali critici. I componenti del carrello di atterraggio, gli alloggiamenti delle turbine e le staffe strutturali sono sottoposti a test non distruttivi approfonditi per verificare la solidità interna e l'accuratezza dimensionale. Le alternative di fusione a breve tiratura forniscono soluzioni economicamente vantaggiose per la prototipazione aerospaziale e la produzione a basso volume mantenendo gli stessi standard di controllo del ritiro richiesti per la produzione ad alto volume.
Le applicazioni di dispositivi medici richiedono materiali biocompatibili con un'eccezionale stabilità dimensionale per i componenti impiantabili. Gli impianti ortopedici richiedono l'uniformità dello spessore delle pareti per garantire una corretta distribuzione del carico ed evitare punti di concentrazione dello stress che potrebbero portare al cedimento dell'impianto. La combinazione di requisiti di purezza del materiale e accuratezza dimensionale richiede un controllo avanzato del processo e procedure di verifica della qualità approfondite.
Domande frequenti
Qual è la variazione massima accettabile dello spessore delle pareti per le pressofusioni di alluminio?
Per le pressofusioni di alluminio standard, le variazioni dello spessore delle pareti devono rimanere entro ±10% dello spessore nominale per prevenire difetti di ritiro significativi. Le applicazioni critiche possono richiedere un controllo più rigoroso di ±5% per garantire una precisione dimensionale e proprietà meccaniche ottimali.
In che modo lo spessore delle nervature influisce sul ritiro e sui segni di risucchio?
Le nervature devono mantenere il 60-80% dello spessore della parete primaria per fornire supporto strutturale senza creare squilibri termici. Nervature più spesse causano segni di risucchio sulle superfici opposte a causa delle diverse velocità di raffreddamento, mentre nervature più sottili possono subire un riempimento incompleto e una ridotta efficacia strutturale.
Quale spaziatura dei canali di raffreddamento previene il ritiro irregolare negli utensili di pressofusione?
I canali di raffreddamento devono mantenere una distanza costante di 15-20 mm dalle superfici della cavità con un diametro di 8-12 mm per un'estrazione di calore ottimale. Una spaziatura dei canali di 40-50 mm da centro a centro garantisce una distribuzione uniforme della temperatura sulla faccia dell'utensile.
In che modo le diverse leghe influiscono sulle strategie di controllo del ritiro?
Le leghe di alluminio (ritiro dell'1,2-1,5%) richiedono pratiche di uniformità standard, le leghe di zinco (ritiro dello 0,6-0,8%) consentono una variazione leggermente maggiore, mentre le leghe di magnesio (ritiro dell'1,0-1,3%) richiedono un controllo più rigoroso entro ±5% a causa dei rapidi requisiti di raffreddamento.
Quali parametri di processo influiscono più direttamente sull'uniformità del ritiro?
La velocità di iniezione (1,5-3,0 m/s per l'alluminio), la pressione di mantenimento (30-60 MPa) e l'uniformità della temperatura dello stampo (±15°C sulla faccia dello stampo) rappresentano i parametri più critici per il controllo dei difetti legati al ritiro.
Come è possibile modificare gli utensili esistenti per migliorare il controllo del ritiro?
L'aggiunta strategica di canali di raffreddamento, il riposizionamento del sistema di alimentazione e l'ottimizzazione del sistema di colata possono migliorare significativamente l'uniformità del ritiro senza la completa sostituzione dell'utensile. I canali di raffreddamento conformi lavorati attraverso l'acciaio per utensili esistente forniscono la soluzione di retrofit più efficace.
Quali tecniche di misurazione verificano l'uniformità dello spessore delle pareti nella produzione?
Gli spessimetri a ultrasuoni (precisione ±0,01 mm) per la misurazione di routine, le macchine di misura a coordinate per geometrie complesse (precisione ±0,005 mm) e la scansione TC a raggi X per la verifica interna completa forniscono funzionalità complete di convalida dello spessore delle pareti.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece