Tixoformatura (Fusione Semisolida): Soluzioni ad Alta Resistenza e Bassa Porosità
La porosità nella fusione tradizionale dei metalli può compromettere l'integrità dei componenti, con frazioni di vuoto superiori al 5% in processi scarsamente controllati. La tixoformatura elimina questa criticità manipolando il comportamento semisolido unico del metallo, dove le leghe mantengono l'integrità strutturale pur fluendo come una pasta densa a temperature controllate con precisione.
Punti chiave:
- La tixoformatura raggiunge livelli di porosità inferiori allo 0,5%, rispetto al 2-5% della pressofusione convenzionale
- La lavorazione semisolida consente geometrie complesse con variazioni di spessore delle pareti da 1,5 a 25 mm in singoli componenti
- L'utilizzo del materiale raggiunge un'efficienza del 95-98% attraverso un controllo preciso della materia prima e una generazione minima di bave
- Le temperature di processo inferiori di 50-80°C rispetto alla fusione a liquido riducono lo stress termico e prolungano la durata dello stampo
Comprendere i Fondamenti della Tixoformatura
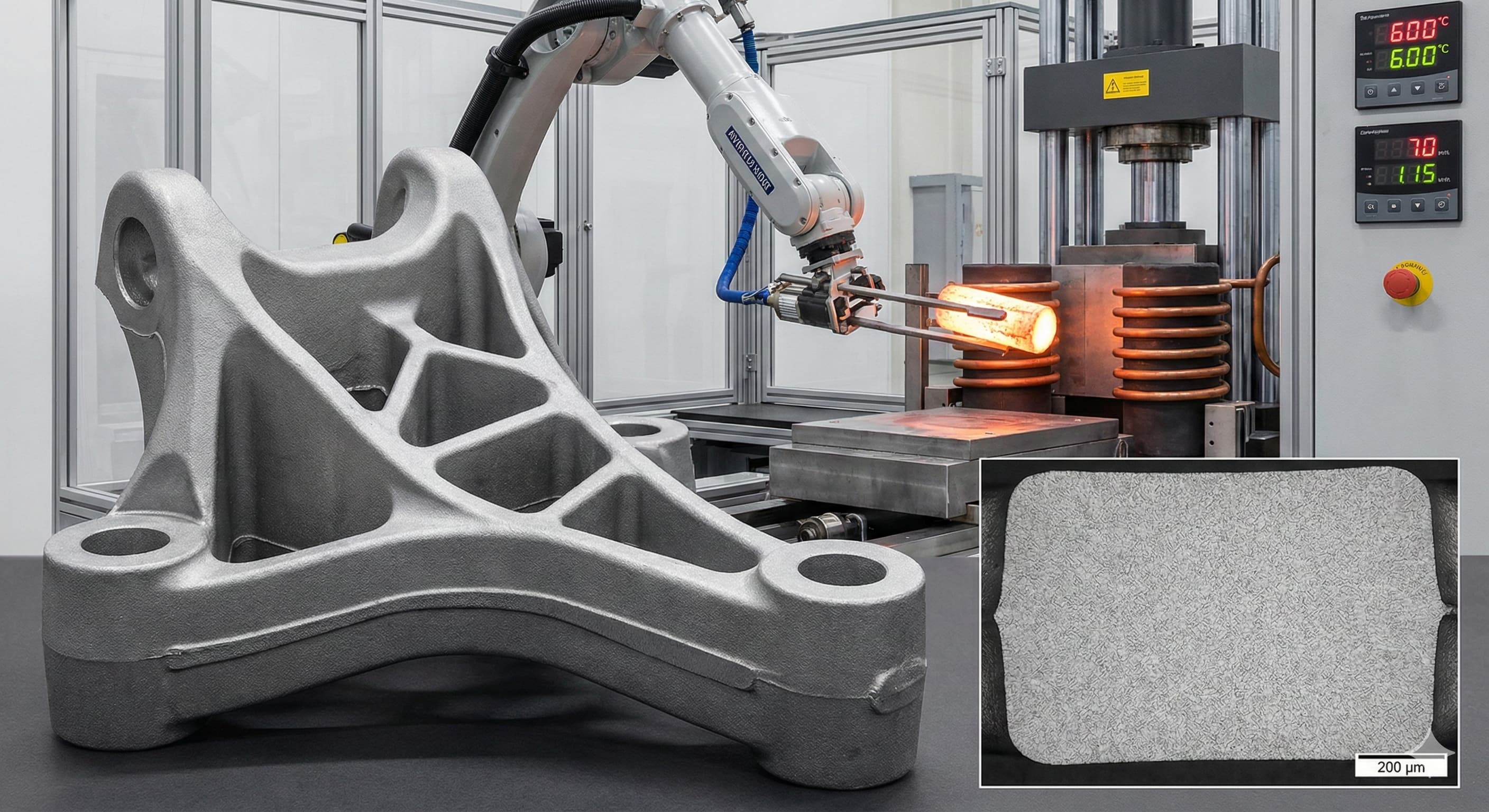
La tixoformatura sfrutta le proprietà tissotropiche delle leghe metalliche nel loro stato semisolido, dove il materiale esibisce un comportamento fluido non newtoniano. A temperature comprese tra i punti di solidus e liquidus, tipicamente 580-620°C per le leghe di alluminio come l'A356, il metallo contiene sia dendriti solidi che fasi liquide in proporzioni attentamente controllate.
Il processo inizia con materia prima appositamente preparata con strutture a grani globulari anziché formazioni dendritiche presenti nella fusione convenzionale. Questa modifica microstrutturale si ottiene attraverso l'agitazione elettromagnetica durante la solidificazione iniziale, creando particelle solide sferiche sospese nel metallo liquido. Quando vengono riscaldate a temperature semisolide, queste strutture globulari consentono una deformazione controllata sotto pressione applicata.
I parametri critici del processo includono la frazione solida (tipicamente 40-60%), la velocità di riscaldamento (2-5°C/minuto) e la pressione di formatura (20-100 MPa). La stretta finestra di temperatura richiede sistemi di riscaldamento di precisione con una precisione di ±2°C per mantenere una viscosità ottimale. Temperature troppo elevate comportano un'eccessiva frazione liquida e potenziale porosità, mentre un calore insufficiente impedisce le corrette caratteristiche di flusso.
| Parametro | Alluminio A356 | Magnesio AZ91 | Zinco ZA-8 |
|---|---|---|---|
| Temperatura di Solidus | 557°C | 470°C | 374°C |
| Temperatura di Liquidus | 613°C | 598°C | 386°C |
| Intervallo di Processo Ottimale | 580-600°C | 480-520°C | 376-382°C |
| Frazione Solida | 45-55% | 40-60% | 50-70% |
| Pressione di Formatura | 50-80 MPa | 30-60 MPa | 80-120 MPa |
Selezione dei Materiali e Proprietà
Le leghe di alluminio dominano le applicazioni di tixoformatura grazie al loro ampio intervallo di temperatura semisolida e alle eccellenti proprietà meccaniche. L'alluminio A356 offre un equilibrio ottimale con il contenuto di silicio (6,5-7,5%) che migliora la fluidità pur mantenendo la resistenza. Il processo di solidificazione controllata raggiunge resistenze alla trazione di 280-320 MPa, rispetto ai 200-250 MPa della pressofusione convenzionale di leghe identiche.
Le leghe di magnesio come l'AZ91D offrono eccezionali rapporti resistenza/peso nei componenti tixoformati. La lavorazione semisolida elimina i problemi di strappi a caldo comuni nella fusione di magnesio liquido, raggiungendo al contempo resistenze alla trazione massime che si avvicinano a 275 MPa. Tuttavia, la stretta finestra di lavorazione del magnesio richiede un controllo atmosferico preciso per prevenire l'ossidazione.
Le leghe di zinco, in particolare ZA-8 e ZA-12, dimostrano una precisione dimensionale superiore nella tixoformatura con tolleranze raggiungibili di ±0,05 mm sulle dimensioni critiche. La maggiore densità (6,3 g/cm³) rispetto all'alluminio (2,7 g/cm³) richiede pressioni di formatura regolate, ma consente caratteristiche intricate impossibili con altri processi.
| Proprietà | A356 Tixotroformato | A380 pressofuso | A356 fuso in sabbia |
|---|---|---|---|
| Resistenza alla Trazione | 300 MPa | 280 MPa | 220 MPa |
| Resistenza allo Snervamento | 210 MPa | 190 MPa | 150 MPa |
| Allungamento | 8-12% | 3-5% | 4-7% |
| Livello di Porosità | <0.5% | 2-4% | 3-6% |
| Finitura Superficiale Ra | 1.6-3.2 μm | 3.2-6.3 μm | 12.5-25 μm |
Tecnologia di Processo e Attrezzature
Le attrezzature per la tixoformatura integrano un controllo preciso della temperatura, sistemi di formatura idraulici e una gestione specializzata della materia prima. Il riscaldamento a induzione fornisce una distribuzione della temperatura rapida e uniforme, essenziale per mantenere la consistenza semisolida. I sistemi moderni incorporano il monitoraggio della temperatura a circuito chiuso con termocoppie posizionate entro 5 mm dalla superficie della billetta.
Le presse idrauliche progettate per la tixoformatura forniscono un'applicazione di forza controllata con velocità di rampa della pressione di 5-15 MPa/secondo. Velocità più basse consentono un corretto flusso del materiale in geometrie complesse, mentre una velocità eccessiva crea turbolenze e aria intrappolata. I requisiti di tonnellaggio della pressa variano da 200 a 2000 tonnellate a seconda delle dimensioni e della complessità del componente.
La progettazione dello stampo differisce significativamente dalla fusione convenzionale, presentando posizioni ottimizzate dei canali di colata e sistemi di alimentazione. Le velocità dei canali di colata devono rimanere inferiori a 2 m/s per prevenire il flusso turbolento, ottenuto attraverso aree di sezione trasversale calcolate. I sistemi di sfiato richiedono un posizionamento preciso poiché il materiale semisolido non può spostare l'aria in modo efficace come il metallo liquido.
Per i produttori che valutano alternative di processo, gli approcci di fusione di metalli a breve tiratura possono integrare la tixoformatura per lo sviluppo di prototipi e le fasi di produzione a basso volume.
Controllo Qualità e Metodi di Ispezione
La misurazione della porosità nei componenti tixoformati richiede tecniche specializzate che vanno oltre l'ispezione visiva. La radiografia a raggi X con standard di sensibilità del 2% secondo ASTM E155 rivela la distribuzione interna dei vuoti. La tomografia computerizzata (TC) fornisce una mappatura tridimensionale della porosità con una risoluzione fino a 10 μm, essenziale per applicazioni aerospaziali e automobilistiche critiche.
I protocolli di test meccanici seguono ASTM B557 per le proprietà di trazione, con l'orientamento del provino che influisce sui risultati del 5-15% a causa della direzionalità della struttura del grano. I test di fatica secondo ASTM D7791 dimostrano le prestazioni superiori dei componenti tixoformati, con limiti di resistenza del 20-30% superiori rispetto ai getti convenzionali.
L'ispezione dimensionale utilizza macchine di misura a coordinate (CMM) con una precisione della sonda di ±0,001 mm. Le dimensioni critiche richiedono il controllo statistico del processo con valori Cpk superiori a 1,33 per garantire una qualità costante. La misurazione della finitura superficiale mediante profilometri verifica i valori Ra che in genere variano da 1,6 a 6,3 μm a seconda della preparazione della superficie dello stampo.
Per risultati di alta precisione, Richiedi un preventivo in 24 ore da Microns Hub.
| Metodo di Ispezione | Capacità di Rilevamento | Standard Tipici | Applicazioni |
|---|---|---|---|
| Radiografia a Raggi X | Porosità >2% volume | ASTM E155 | Screening di produzione |
| Scansione CT | Vuoti >10 μm | ASTM E1441 | Componenti critici |
| Test ad Ultrasuoni | Variazioni di densità | ASTM E664 | Integrità strutturale |
| Metallografia | Analisi della microstruttura | ASTM E3 | Ottimizzazione del processo |
Analisi dei Costi e Considerazioni Economiche
L'economia della tixoformatura dipende fortemente dal volume di produzione e dalla complessità dei componenti. I costi iniziali degli utensili variano da €25.000 a €150.000 per i tipici componenti automobilistici, paragonabili agli utensili per stampi permanenti ma con cicli di vita estesi. I tassi di usura dello stampo diminuiscono del 40-60% rispetto alla pressofusione a liquido a causa del ridotto shock termico e delle temperature di lavorazione inferiori.
I costi dei materiali includono la preparazione specializzata della materia prima, aggiungendo €0,15-€0,25 per chilogrammo rispetto ai prezzi standard delle leghe. Tuttavia, le capacità near-net-shape riducono i requisiti di lavorazione del 30-70%, con tassi di utilizzo del materiale del 95-98% che compensano i premi della materia prima. Il consumo di energia diminuisce del 15-25% rispetto ai processi di fusione a liquido a causa dei minori requisiti di riscaldamento.
I costi della manodopera riflettono la natura semiautomatica delle operazioni di tixoformatura. I tempi di ciclo di 60-180 secondi per i componenti tipici consentono tassi di produzione di 20-60 pezzi all'ora per macchina. La coerenza della qualità riduce i requisiti di ispezione e i tassi di scarto inferiori al 2% per i processi consolidati.
L'analisi del punto di pareggio mostra in genere vantaggi in termini di costi rispetto ai componenti lavorati a volumi superiori a 1.000 unità all'anno. Rispetto alla fusione in stampo permanente, la tixoformatura diventa economica quando le proprietà premium giustificano costi di parte del 15-25% superiori.
Applicazioni e Implementazione nel Settore
Le applicazioni automobilistiche guidano l'adozione della tixoformatura, in particolare per i componenti delle sospensioni, le staffe del motore e i nodi strutturali che richiedono elevati rapporti resistenza/peso. Mercedes-Benz implementa bracci delle sospensioni in alluminio tixoformato ottenendo una riduzione del peso del 30% pur mantenendo gli standard di prestazioni in caso di incidente. La superiore resistenza alla fatica consente un'ottimizzazione del design impossibile con la fusione convenzionale.
I componenti aerospaziali beneficiano del controllo della porosità e delle proprietà meccaniche della tixoformatura. I componenti del carrello di atterraggio, gli alloggiamenti degli attuatori e i raccordi strutturali utilizzano il processo per applicazioni critiche in cui le conseguenze del guasto sono gravi. Le specifiche Boeing richiedono livelli di porosità inferiori allo 0,2% per determinate applicazioni, ottenibili solo attraverso la lavorazione semisolida.
Gli involucri elettronici sfruttano la precisione dimensionale e le proprietà di schermatura elettromagnetica della tixoformatura. Gli alloggiamenti in magnesio per le apparecchiature di telecomunicazione raggiungono variazioni di spessore delle pareti da 1,2 a 8 mm in singoli componenti pur mantenendo tolleranze di ±0,1 mm sulle caratteristiche di montaggio.
Le applicazioni di beni di consumo includono attrezzature sportive, utensili elettrici e componenti di elettrodomestici in cui le proprietà premium giustificano costi più elevati. Le teste dei bastoni da golf prodotte mediante tixoformatura mostrano caratteristiche di prestazioni coerenti grazie alla distribuzione uniforme della densità.
Variazioni Avanzate del Processo
Lo stampaggio a iniezione di tixocombina la lavorazione semisolida con i principi dello stampaggio a iniezione, ottenendo tempi di ciclo paragonabili ai servizi di stampaggio a iniezione pur mantenendo le proprietà dei componenti metallici. Il processo utilizza cilindri riscaldati per mantenere le temperature semisolide durante l'iniezione, consentendo geometrie complesse con sottosquadri e cavità interne.
I processi di reoformatura bypassano la preparazione della materia prima creando materiale semisolido direttamente dal metallo liquido attraverso il raffreddamento e l'agitazione controllati. Questo approccio riduce i costi dei materiali, ma richiede un controllo preciso del processo per ottenere strutture globulari coerenti. I sistemi di agitazione elettromagnetica che operano a frequenze di 50-100 Hz generano microstrutture ottimali.
I processi ibridi combinano la tixoformatura con operazioni secondarie come la lavorazione o l'assemblaggio. Le capacità di stampaggio a inserti consentono componenti compositi metallo-polimero con interblocchi meccanici impossibili attraverso i metodi di assemblaggio convenzionali. Inserti filettati, sensori e collegamenti elettrici si integrano perfettamente durante la formatura.
Ottimizzazione del Processo e Risoluzione dei Problemi
L'ottimizzazione del controllo della temperatura richiede la comprensione delle dinamiche di trasferimento del calore all'interno delle billette semisolide. I gradienti termici superiori a 10°C attraverso il diametro della billetta causano un flusso non uniforme e potenziali difetti. La progettazione della bobina di induzione con zone multiple consente la compensazione del gradiente, mantenendo un'uniformità di ±3°C.
I software di simulazione del flusso come MAGMASOFT e FLOW-3D incorporano modelli reologici semisolidi per l'analisi del riempimento dello stampo. Le previsioni di viscosità consentono l'ottimizzazione del dimensionamento dei canali di colata e la progettazione del percorso del flusso. L'accuratezza della simulazione richiede database di proprietà dei materiali specifici per le microstrutture globulari piuttosto che i dati convenzionali dei metalli liquidi.
I difetti comuni includono chiusure a freddo dovute a temperatura insufficiente, bolle superficiali dovute a gas intrappolati e variazioni dimensionali dovute a frazioni solide incoerenti. I sistemi di monitoraggio del processo tengono traccia dei parametri chiave in tempo reale, con il controllo statistico del processo che identifica la deriva prima della generazione del difetto.
I programmi di manutenzione dello stampo richiedono procedure specializzate a causa dei diversi modelli di usura. I trattamenti superficiali come i rivestimenti in nitruro prolungano la durata dello stampo di 2-3 volte rispetto all'acciaio per utensili non trattato. L'applicazione dell'agente distaccante differisce dalla fusione a liquido, richiedendo formulazioni compatibili con temperature e pressioni semisolide.
| Tipo di Difetto | Causa Principale | Metodo di Prevenzione | Metodo di Rilevamento |
|---|---|---|---|
| Giunti Freddi | Bassa temperatura/pressione | Controllo dei parametri di processo | Ispezione visiva |
| Porosità | Aria/gas intrappolati | Ventilazione migliorata | Scansione a raggi X/CT |
| Bolle Superficiali | Intrappolamento di gas | Ottimizzazione del rivestimento dello stampo | Ispezione superficiale |
| Variazione Dimensionale | Incoerenza di temperatura | Monitoraggio termico | Misurazione CMM |
Sviluppi Futuri e Tecnologie Emergenti
L'integrazione dell'intelligenza artificiale consente il controllo predittivo del processo analizzando i modelli di dati dei sensori. Gli algoritmi di apprendimento automatico identificano combinazioni di parametri ottimali per nuove geometrie, riducendo i tempi di configurazione e i tassi di scarto. I programmi di manutenzione predittiva basati sui profili di temperatura dello stampo e sulle firme di pressione prevengono guasti imprevisti.
Lo sviluppo avanzato delle leghe si concentra sull'espansione dell'intervallo di temperatura per la lavorazione semisolida. Le composizioni di alluminio modificate con aggiunte di terre rare mantengono strutture globulari in intervalli di temperatura più ampi, migliorando la robustezza del processo. Le leghe ibride che combinano diversi metalli di base consentono gradienti di proprietà all'interno di singoli componenti.
Le applicazioni di produzione additiva utilizzano paste tissotropiche per la stampa diretta di metalli. L'estrusione semisolida attraverso ugelli riscaldati consente la stampa senza supporto di caratteristiche sporgenti pur mantenendo proprietà meccaniche paragonabili ai materiali lavorati. La resistenza al legame degli strati si avvicina alle proprietà del materiale sfuso grazie a profili termici controllati.
I progressi nell'automazione includono sistemi di movimentazione robotizzati per billette calde e ispezione automatizzata della qualità. I sistemi di visione identificano i difetti superficiali durante la produzione, consentendo regolazioni del processo in tempo reale. L'integrazione con i sistemi di pianificazione delle risorse aziendali (ERP) ottimizza la pianificazione della produzione e la gestione dell'inventario dei materiali.
Scegliere Microns Hub per l'Eccellenza nella Tixoformatura
Quando ordini componenti tixoformati da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica nella lavorazione semisolida e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli necessaria per risultati ottimali. Con capacità complete che abbracciano i nostri servizi di produzione, forniamo soluzioni integrate dall'ottimizzazione del design all'ispezione finale.
Domande Frequenti
Quali livelli di porosità può raggiungere la tixoformatura rispetto alla pressofusione convenzionale?
La tixoformatura raggiunge costantemente livelli di porosità inferiori allo 0,5%, mentre la pressofusione convenzionale in genere varia dal 2 al 5%. Questo drastico miglioramento deriva dalle caratteristiche di flusso controllate del metallo semisolido, che elimina le turbolenze e riduce l'intrappolamento di gas durante il riempimento dello stampo.
Quali materiali sono più adatti per le applicazioni di tixoformatura?
Le leghe di alluminio come A356 e A357 sono le più comunemente utilizzate grazie al loro ampio intervallo di temperatura semisolida e alle eccellenti proprietà meccaniche. Le leghe di magnesio (AZ91D) offrono rapporti resistenza/peso superiori, mentre le leghe di zinco (ZA-8) offrono un'eccezionale precisione dimensionale per i componenti di precisione.
Come si confrontano i costi degli utensili per la tixoformatura con altri processi di fusione?
I costi iniziali degli utensili variano da €25.000 a €150.000 per i componenti tipici, simili alla fusione in stampo permanente. Tuttavia, la durata dello stampo aumenta del 40-60% a causa del ridotto shock termico e delle temperature di lavorazione inferiori, rendendo il costo totale di proprietà più favorevole per la produzione di volumi medio-alti.
Quali tolleranze dimensionali sono raggiungibili con la tixoformatura?
Le tolleranze tipiche variano da ±0,1 a ±0,2 mm per la maggior parte delle caratteristiche, con dimensioni critiche che raggiungono ±0,05 mm quando vengono implementati controlli di processo adeguati. Le finiture superficiali di Ra 1,6-3,2 μm sono standard, spesso eliminando le operazioni di finitura secondarie.
Quali volumi minimi di produzione rendono la tixoformatura economicamente valida?
L'analisi del punto di pareggio mostra in genere vantaggi in termini di costi rispetto ai componenti lavorati a volumi superiori a 1.000 unità all'anno. Per geometrie complesse che richiedono elevata resistenza e bassa porosità, la tixoformatura diventa competitiva anche a volumi inferiori grazie ai ridotti requisiti di lavorazione e alle superiori proprietà dei materiali.
Come si confronta la resistenza meccanica delle parti tixoformate con la fusione convenzionale?
L'alluminio A356 tixoformato raggiunge resistenze alla trazione di 280-320 MPa rispetto ai 200-250 MPa della pressofusione convenzionale. La microstruttura controllata e la ridotta porosità si traducono in una resistenza alla fatica superiore del 20-30% e in migliori proprietà di allungamento.
Quali sono i principali limiti del processo di tixoformatura?
I limiti principali includono la stretta finestra di lavorazione della temperatura che richiede un controllo preciso (±2°C), i costi specializzati di preparazione della materia prima e l'attuale limitazione a specifici sistemi di leghe. Geometrie complesse con pareti molto sottili (<1,5 mm) possono presentare sfide di flusso che richiedono un'attenta ottimizzazione della progettazione dello stampo.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece