Progettazione di schemi di ventilazione: compromessi tra schermatura EMI e flusso d'aria
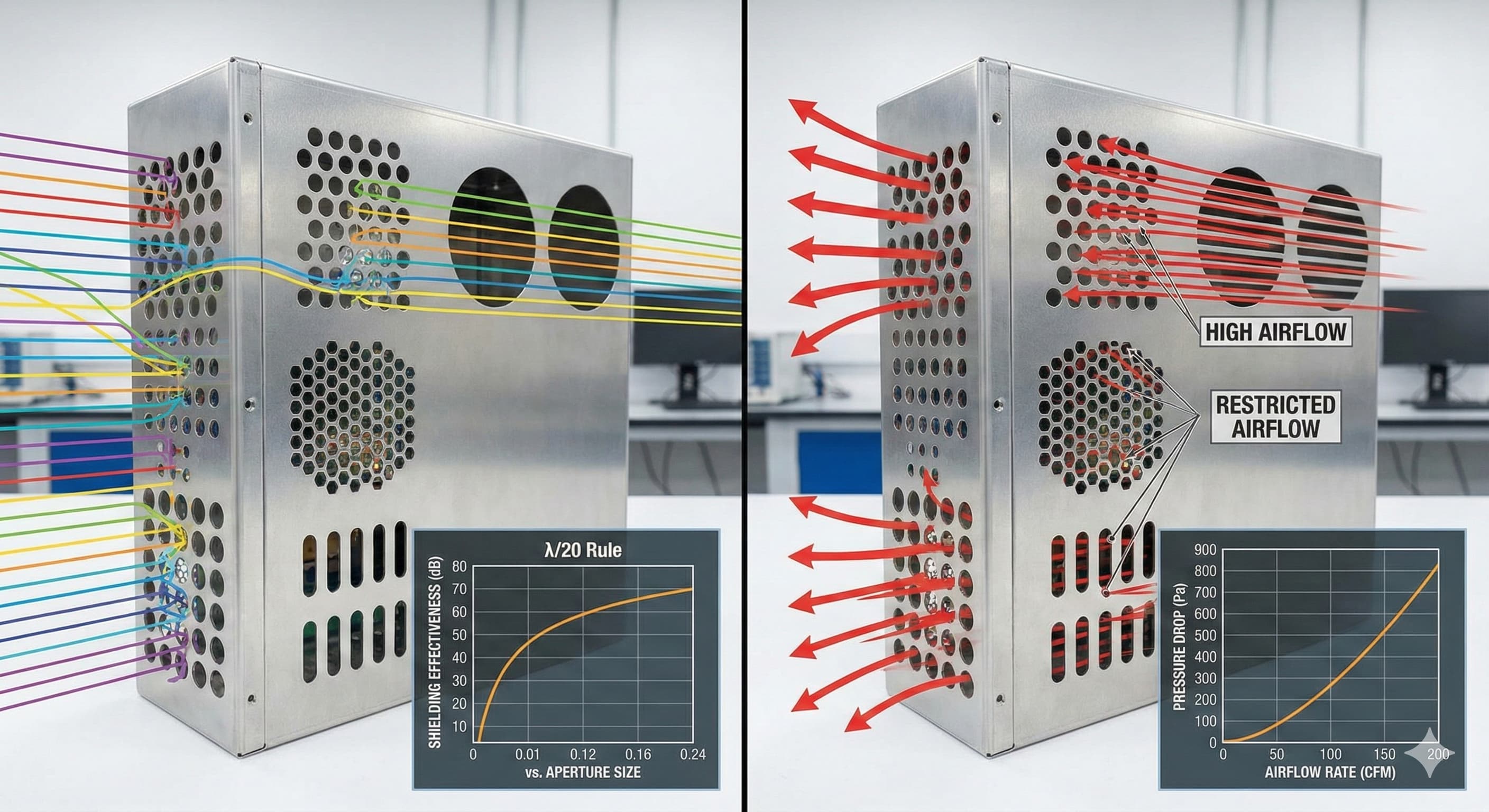
L'efficacia della schermatura EMI diminuisce esponenzialmente quando le dimensioni delle aperture superano λ/20 della frequenza di interferenza, eppure la maggior parte degli ingegneri scopre questo vincolo fondamentale solo dopo che i guasti termici impongono revisioni del progetto. La sfida si intensifica quando i requisiti di ventilazione richiedono aperture più grandi che compromettono direttamente la compatibilità elettromagnetica.
Punti chiave
- La dimensione dell'apertura deve rimanere inferiore a λ/20 per frequenze superiori a 1 GHz per mantenere un'efficacia di schermatura di 20 dB
- Gli schemi a nido d'ape e perforati possono raggiungere un'efficienza del flusso d'aria del 60-80% preservando la protezione EMI
- Lo spessore e la conduttività del materiale influiscono in modo significativo sia sulle prestazioni di schermatura che sui costi di produzione
- Le geometrie a maglia avanzate riducono la caduta di pressione del 35% rispetto ai tradizionali schemi a fori rotondi
Comprensione dei fondamenti della schermatura EMI
La schermatura dalle interferenze elettromagnetiche si basa su tre meccanismi principali: riflessione, assorbimento e riflessioni multiple all'interno del materiale di schermatura. L'efficacia dipende in modo critico dalla conduttività elettrica, dalla permeabilità magnetica e dallo spessore del materiale di schermatura, nonché dalla geometria di eventuali aperture.
Per le aperture in involucri conduttivi, l'efficacia della schermatura (SE) segue la relazione: SE = 20 log₁₀(λ/2L), dove λ rappresenta la lunghezza d'onda e L la dimensione massima dell'apertura. Questa relazione logaritmica significa che raddoppiare la dimensione dell'apertura riduce l'efficacia della schermatura di 6 dB, rappresentando una riduzione del 75% della protezione.
I materiali di schermatura comuni includono leghe di alluminio (6061-T6, 5052-H32), leghe di rame (C11000, C10100) e qualità di acciaio (304 inossidabile, laminato a freddo 1008). Ogni materiale presenta distinti compromessi tra conduttività, costo e proprietà meccaniche che influenzano sia le prestazioni EMI che le caratteristiche del flusso d'aria.
Requisiti di flusso d'aria e gestione termica
Gli involucri elettronici richiedono in genere portate d'aria tra 10-50 CFM per 100 watt di potenza dissipata, a seconda delle condizioni ambientali e delle temperature accettabili dei componenti. Questa richiesta di raffreddamento è in conflitto con i requisiti di schermatura EMI, poiché una ventilazione efficace richiede aperture che possono compromettere la protezione elettromagnetica.
La caduta di pressione attraverso le aperture di ventilazione segue la relazione ΔP = ρv²/2 × K, dove ρ rappresenta la densità dell'aria, v la velocità e K il coefficiente di perdita. Il coefficiente di perdita varia in modo significativo con la geometria dell'apertura, da 0,6 per fori circolari a spigoli vivi a 1,2 per fessure rettangolari con elevati rapporti di aspetto.
I moderni servizi di fabbricazione di lamiere consentono un controllo preciso delle dimensioni delle aperture e della finitura superficiale, influenzando direttamente sia l'efficienza del flusso d'aria che le prestazioni EMI. I valori di rugosità superficiale inferiori a 3,2 μm Ra riducono la turbolenza e le relative perdite di pressione fino al 15%.
Geometrie e prestazioni degli schemi di ventilazione
La selezione della geometria dello schema di ventilazione rappresenta la decisione progettuale più critica che influisce sia sulla schermatura EMI che sulle prestazioni del flusso d'aria. Ogni tipo di schema offre vantaggi e limitazioni distinti che devono essere valutati rispetto ai requisiti specifici dell'applicazione.
Schemi a fori rotondi
Le aperture circolari offrono l'equilibrio ottimale tra semplicità di produzione e prevedibilità delle prestazioni. La relazione tra il diametro del foro (d), la spaziatura da centro a centro (s) e la percentuale di area aperta segue: Area aperta % = π(d/s)² × 100 per disposizioni a passo quadrato.
Per le applicazioni EMI superiori a 1 GHz, i diametri dei fori devono rimanere inferiori a 15 mm per mantenere un'efficacia di schermatura di 20 dB. I rapporti di spaziatura ottimali (s/d) variano da 1,5 a 2,0, fornendo un'area aperta del 20-35% mantenendo l'integrità strutturale in spessori di lamiera da 1,0-3,0 mm.
Schemi esagonali a nido d'ape
Le geometrie a nido d'ape raggiungono una densità di impaccamento superiore rispetto agli schemi circolari, consentendo aree aperte fino al 60% mantenendo prestazioni EMI costanti. La struttura cellulare esagonale fornisce una distribuzione uniforme della corrente ed elimina gli effetti di concentrazione del campo comuni nelle aperture rettangolari.
La produzione di schemi a nido d'ape richiede utensili specializzati e precise tecniche di formatura per mantenere la precisione dimensionale. Le dimensioni tipiche delle celle variano da 3,2-12,7 mm, con spessori delle pareti compresi tra 0,08-0,25 mm a seconda del materiale di base e dei requisiti strutturali.
Configurazioni di fessure allungate
Gli schemi a fessura eccellono nelle applicazioni che richiedono un flusso d'aria direzionale o dove considerazioni strutturali limitano le aperture circolari. La dimensione critica per scopi EMI è la larghezza della fessura, non la lunghezza, consentendo progetti con elevato rapporto di aspetto che massimizzano l'area del flusso d'aria.
Le larghezze delle fessure devono essere controllate attentamente per prevenire perdite EMI, in particolare per frequenze superiori a 100 MHz. Le tolleranze di larghezza di ±0,05 mm diventano fondamentali per mantenere prestazioni di schermatura costanti tra le quantità di produzione.
| Tipo di Motivo | Area Aperta (%) | Efficacia EMI (dB) | Caduta di Pressione (Pa) | Costo di Produzione |
|---|---|---|---|---|
| Fori Rotondi (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Esagonale (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Fessure Rettangolari | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Maglia Perforata | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Selezione del materiale e considerazioni sullo spessore
La selezione del materiale di base influisce in modo significativo sia sull'efficacia della schermatura EMI che sulla fattibilità della produzione. La lega di alluminio 6061-T6 offre un'eccellente conduttività (59% IACS) e formabilità, rendendola ideale per schemi di ventilazione complessi che richiedono raggi di curvatura stretti o imbutiture profonde.
L'acciaio inossidabile 304 offre una resistenza alla corrosione e una resistenza meccanica superiori, ma richiede forze di formatura superiori del 25% e utensili specializzati per aperture di precisione. La permeabilità magnetica dell'acciaio inossidabile (μᵣ ≈ 1,02) fornisce una schermatura magnetica a bassa frequenza minima rispetto alle qualità di acciaio al carbonio.
Lo spessore della lamiera influisce direttamente sia sulle prestazioni di schermatura che sui vincoli di produzione. Spessori inferiori a 0,8 mm possono mostrare una deflessione eccessiva sotto carichi di flusso d'aria, mentre spessori superiori a 2,5 mm aumentano significativamente i costi dei materiali e le forze di formatura. L'intervallo di spessore ottimale di 1,0-1,6 mm bilancia i requisiti strutturali con le considerazioni economiche.
Tecniche avanzate di ottimizzazione del progetto
L'analisi della fluidodinamica computazionale (CFD) consente un'ottimizzazione precisa degli schemi di ventilazione per requisiti specifici di flusso d'aria mantenendo i vincoli EMI. La modellazione tridimensionale rivela la separazione del flusso, le zone di ricircolo e gli effetti di recupero della pressione che i calcoli bidimensionali non possono prevedere.
Gli algoritmi di ottimizzazione multi-obiettivo possono ridurre al minimo contemporaneamente la caduta di pressione massimizzando l'efficacia della schermatura entro i vincoli di produzione. Queste tecniche hanno ottenuto miglioramenti del 15-20% nell'efficienza del flusso d'aria rispetto agli approcci di progettazione tradizionali.
Per risultati di alta precisione, richiedi un preventivo gratuito e ottieni i prezzi in 24 ore da Microns Hub.
Aperture smussate e arrotondate
Gli smussi di ingresso e i bordi arrotondati riducono la separazione del flusso e le relative perdite di pressione del 20-30% rispetto alle aperture a spigoli vivi. Gli angoli di smusso tra 30-45° offrono prestazioni ottimali, sebbene i costi di produzione aumentino di circa €0,80/dm² per la finitura dei bordi di precisione.
La profondità della smussatura deve essere controllata per prevenire un'eccessiva rimozione di materiale che potrebbe compromettere l'integrità strutturale. Le profondità tipiche della smussatura variano da 0,2-0,5 volte lo spessore della lamiera, a seconda delle dimensioni dell'apertura e delle proprietà del materiale.
Dimensionamento progressivo delle aperture
Dimensioni variabili delle aperture all'interno di un singolo schema di ventilazione possono ottimizzare le condizioni di flusso locali mantenendo le prestazioni EMI complessive. Aperture più grandi nelle regioni a bassa velocità riducono la caduta di pressione, mentre aperture più piccole nelle zone EMI critiche preservano l'efficacia della schermatura.
Questo approccio richiede un'analisi sofisticata per garantire la compatibilità elettromagnetica su tutto lo spettro di frequenze raggiungendo al contempo gli obiettivi di gestione termica. La complessità della produzione aumenta in modo significativo, ma miglioramenti delle prestazioni del 25-35% sono ottenibili in applicazioni specializzate.
Considerazioni sul processo di produzione
La punzonatura rimane il metodo più conveniente per produrre schemi di ventilazione semplici in quantità superiori a 100 pezzi. Le moderne punzonatrici CNC raggiungono precisioni di posizionamento di ±0,025 mm e possono mantenere tolleranze dimensionali dell'apertura di ±0,05 mm in spessori di lamiera fino a 6,0 mm.
Il taglio laser offre una qualità del bordo superiore e consente geometrie complesse impossibili con la punzonatura convenzionale. I sistemi laser a fibra che operano a una lunghezza d'onda di 1070 nm producono zone termicamente alterate (ZTA) inferiori a 0,1 mm di larghezza in alluminio e acciaio inossidabile, preservando le proprietà del materiale adiacenti alle aperture.
Il taglio a getto d'acqua elimina completamente gli effetti termici ma aumenta i tempi di lavorazione e i costi del 300-400% rispetto ai metodi laser. Il processo eccelle per materiali spessi (superiori a 3,0 mm) o applicazioni che richiedono condizioni del bordo assolutamente perfette per prestazioni EMI critiche.
| Processo | Intervallo di Spessore (mm) | Qualità del Bordo (μm Ra) | Velocità di Lavorazione | Costo per Parte |
|---|---|---|---|---|
| Punzonatura CNC | 0.5-6.0 | 1.6-3.2 | Alta | €0.15-0.45 |
| Laser a Fibra | 0.3-25.0 | 0.8-1.6 | Media | €0.35-0.90 |
| Getto d'Acqua | 1.0-150.0 | 0.4-1.2 | Bassa | €1.20-3.50 |
| Taglio al Plasma | 3.0-50.0 | 6.3-12.5 | Alta | €0.25-0.75 |
Metodi di test e convalida
I test di efficacia della schermatura EMI seguono le procedure standard IEEE 299, utilizzando camere di riverbero nidificate o celle TEM a seconda della gamma di frequenza e della configurazione del campione. Le misurazioni in genere vanno da 10 kHz a 18 GHz per acquisire sia le caratteristiche di emissione condotte che irradiate.
I test del flusso d'aria richiedono gallerie del vento calibrate o banchi di flusso in grado di misurare differenziali di pressione fino a una risoluzione di 1 Pa. L'anemometria a filo caldo fornisce profili di velocità dettagliati attraverso gli schemi di ventilazione, rivelando l'uniformità del flusso e le potenziali opportunità di ottimizzazione.
I protocolli di test combinati valutano l'interazione tra le prestazioni termiche ed elettromagnetiche in condizioni operative realistiche. Questi test spesso rivelano effetti di accoppiamento inaspettati in cui l'espansione termica altera le dimensioni dell'apertura in misura sufficiente da influire sulla schermatura EMI.
Strategie di ottimizzazione dei costi
L'efficienza di utilizzo del materiale influisce in modo significativo sui costi di produzione, in particolare per schemi di ventilazione complessi che richiedono una rimozione sostanziale di scarti. Gli algoritmi di ottimizzazione della nidificazione possono migliorare la resa del materiale del 15-25%, riducendo direttamente i costi per parte.
I costi degli utensili dominano la produzione a basso volume, richiedendo spesso più di 500 pezzi per ammortizzare le spese di punzone e matrice. Per quantità inferiori a questa soglia, il taglio laser in genere offre una migliore economia nonostante i costi di lavorazione per parte più elevati.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli necessaria per prestazioni EMI e termiche ottimali.
Considerazioni sulla produzione di volume
La produzione ad alto volume consente investimenti in utensili specializzati che possono ridurre i costi per parte del 40-60%. Le matrici progressive per schemi di ventilazione complessi richiedono investimenti iniziali di €15.000-45.000 ma raggiungono velocità di lavorazione superiori a 300 pezzi all'ora.
Le operazioni secondarie come la applicazione del rivestimento devono tenere conto dei requisiti di mascheratura dell'apertura per mantenere la conduttività nelle interfacce EMI critiche. I rivestimenti conduttivi aggiungono €2,80-5,60/dm² ai costi di lavorazione, ma possono migliorare l'efficacia della schermatura di 5-10 dB in determinati intervalli di frequenza.
Integrazione con la progettazione complessiva dell'involucro
Il posizionamento dello schema di ventilazione all'interno della geometria complessiva dell'involucro influisce in modo critico sia sulle prestazioni termiche che EMI. Le posizioni degli angoli in genere mostrano densità di corrente più elevate e richiedono un dimensionamento dell'apertura più conservativo per mantenere l'efficacia della schermatura.
Le interfacce delle guarnizioni attorno ai pannelli rimovibili presentano particolari sfide, poiché il set di compressione e il degrado ambientale possono creare percorsi di perdita EMI che bypassano gli schemi di ventilazione progettati con cura. Le guarnizioni conduttive con indici di compressione del 40-60% forniscono una sigillatura affidabile a lungo termine.
La progettazione completa dell'involucro richiede il coordinamento tra le discipline dell'ingegneria meccanica, termica ed EMI. I nostri servizi di produzione includono la revisione del progetto e raccomandazioni di ottimizzazione per garantire che tutti i criteri di prestazione siano soddisfatti in modo efficiente.
Sviluppi futuri e materiali avanzati
Le strutture metamateriali offrono potenziali capacità rivoluzionarie per le applicazioni di schermatura EMI, consentendo aperture sub-lunghezza d'onda che mantengono elevate portate d'aria. Questi materiali ingegnerizzati manipolano i campi elettromagnetici attraverso schemi geometrici precisi piuttosto che proprietà del materiale sfuso.
Le tecnologie di produzione additiva stanno iniziando a consentire geometrie di ventilazione tridimensionali complesse impossibili con i processi convenzionali di lamiera. La sinterizzazione laser diretta dei metalli (DMLS) può produrre percorsi di flusso d'aria tortuosi che forniscono attenuazione EMI mantenendo eccellenti prestazioni termiche.
Rivestimenti nanostrutturati e trattamenti superficiali si dimostrano promettenti per migliorare la conduttività e la resistenza alla corrosione mantenendo la compatibilità con i processi di produzione esistenti. Questi sviluppi potrebbero consentire nuove combinazioni di materiali e approcci di progettazione nel prossimo decennio.
Domande frequenti
Quali sono i limiti di dimensione dell'apertura richiesti per diversi intervalli di frequenza EMI?
Per frequenze inferiori a 100 MHz, aperture fino a 300 mm possono mantenere una schermatura adeguata. Tra 100 MHz e 1 GHz, le dimensioni massime dell'apertura non devono superare i 30 mm. Sopra 1 GHz, le aperture devono rimanere inferiori a 15 mm per ottenere un'efficacia di schermatura di 20 dB, con limiti progressivamente più piccoli richiesti per frequenze più alte.
In che modo lo spessore del materiale influisce sia sulla schermatura EMI che sui costi di produzione?
Lo spessore del materiale influisce sulla schermatura basata sull'assorbimento in modo logaritmico, con ogni raddoppio dello spessore che aggiunge circa 6 dB di efficacia. Tuttavia, i costi di produzione aumentano linearmente con lo spessore a causa dei costi dei materiali più elevati e delle maggiori forze di formatura. L'intervallo ottimale di 1,0-1,6 mm bilancia le prestazioni con le considerazioni economiche per la maggior parte delle applicazioni.
Quali tolleranze di produzione sono fondamentali per mantenere le prestazioni EMI?
Le tolleranze dimensionali dell'apertura di ±0,05 mm sono essenziali per frequenze superiori a 1 GHz per garantire prestazioni di schermatura costanti. Le tolleranze di posizionamento di ±0,1 mm prevengono problemi di allineamento dell'apertura che potrebbero creare percorsi di perdita imprevisti. Le specifiche di qualità del bordo inferiori a 3,2 μm Ra aiutano a ridurre al minimo gli effetti di concentrazione della corrente ad alta frequenza.
In che modo le diverse geometrie degli schemi di ventilazione si confrontano in termini di complessità di produzione?
Gli schemi a fori rotondi offrono la produzione più semplice con utensili di punzonatura standard. Gli schemi esagonali richiedono utensili specializzati ma offrono prestazioni superiori. Le fessure allungate presentano una complessità moderata ma possono richiedere operazioni secondarie per una finitura del bordo ottimale. Gli schemi complessi con dimensionamento variabile richiedono il taglio laser CNC o la lavorazione a getto d'acqua.
Quali metodi di test convalidano simultaneamente le prestazioni EMI e termiche?
I protocolli di test combinati utilizzano camere ambientali con capacità di misurazione EMI integrate. I campioni vengono sottoposti a cicli termici monitorando al contempo l'efficacia della schermatura su più bande di frequenza. Questo approccio rivela gli effetti dell'espansione termica sulle dimensioni dell'apertura e identifica il potenziale degrado delle prestazioni in condizioni operative.
In che modo il trattamento superficiale influisce sulla schermatura EMI e sulle caratteristiche del flusso d'aria?
I rivestimenti conduttivi possono migliorare l'efficacia della schermatura di 5-10 dB, ma possono aumentare la rugosità superficiale e la caduta di pressione del 10-15%. L'anodizzazione dell'alluminio fornisce protezione dalla corrosione mantenendo la conduttività, ma richiede un attento controllo del processo per prevenire uno spessore eccessivo del rivestimento che potrebbe alterare le dimensioni dell'apertura.
Quali considerazioni progettuali si applicano alle applicazioni di schermatura EMI ad alta temperatura?
Le applicazioni ad alta temperatura richiedono materiali con conduttività stabile e minima espansione termica. L'acciaio inossidabile 321 e l'Inconel 625 mantengono le proprietà sopra i 300°C, ma aumentano significativamente i costi di produzione. I calcoli dell'espansione termica devono tenere conto delle variazioni delle dimensioni dell'apertura che potrebbero compromettere le prestazioni EMI a temperature elevate.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece