V-Grooving: Creazione di Pieghe Netta nella Lamiera Architettonica
Pieghe nette e precise nella lamiera architettonica richiedono più della formatura standard con pressa piegatrice: richiedono il V-grooving, una tecnica specializzata che rimuove materiale lungo linee predeterminate per creare pieghe pulite e accurate. Questo processo consente raggi di curvatura fino a 0,5 mm mantenendo l'integrità strutturale attraverso materiali dall'Al 6061-T6 agli acciai inossidabili ad alta resistenza.
Punti chiave
- Il V-grooving raggiunge raggi di curvatura inferiori del 60-80% rispetto alla formatura convenzionale con pressa piegatrice, eliminando al contempo le concentrazioni di stress del materiale
- I calcoli della profondità della scanalatura devono tenere conto dello spessore del materiale, dell'angolo di piega e delle caratteristiche di ritorno elastico specifiche per ogni lega
- La corretta geometria dell'utensile e le velocità di avanzamento prevengono l'incrudimento e i difetti superficiali nelle finiture di qualità architettonica
- La convenienza emerge in tirature di produzione da medie ad alte, dove la precisione giustifica la fase di lavorazione aggiuntiva
Fondamenti del V-Grooving e Comportamento del Materiale
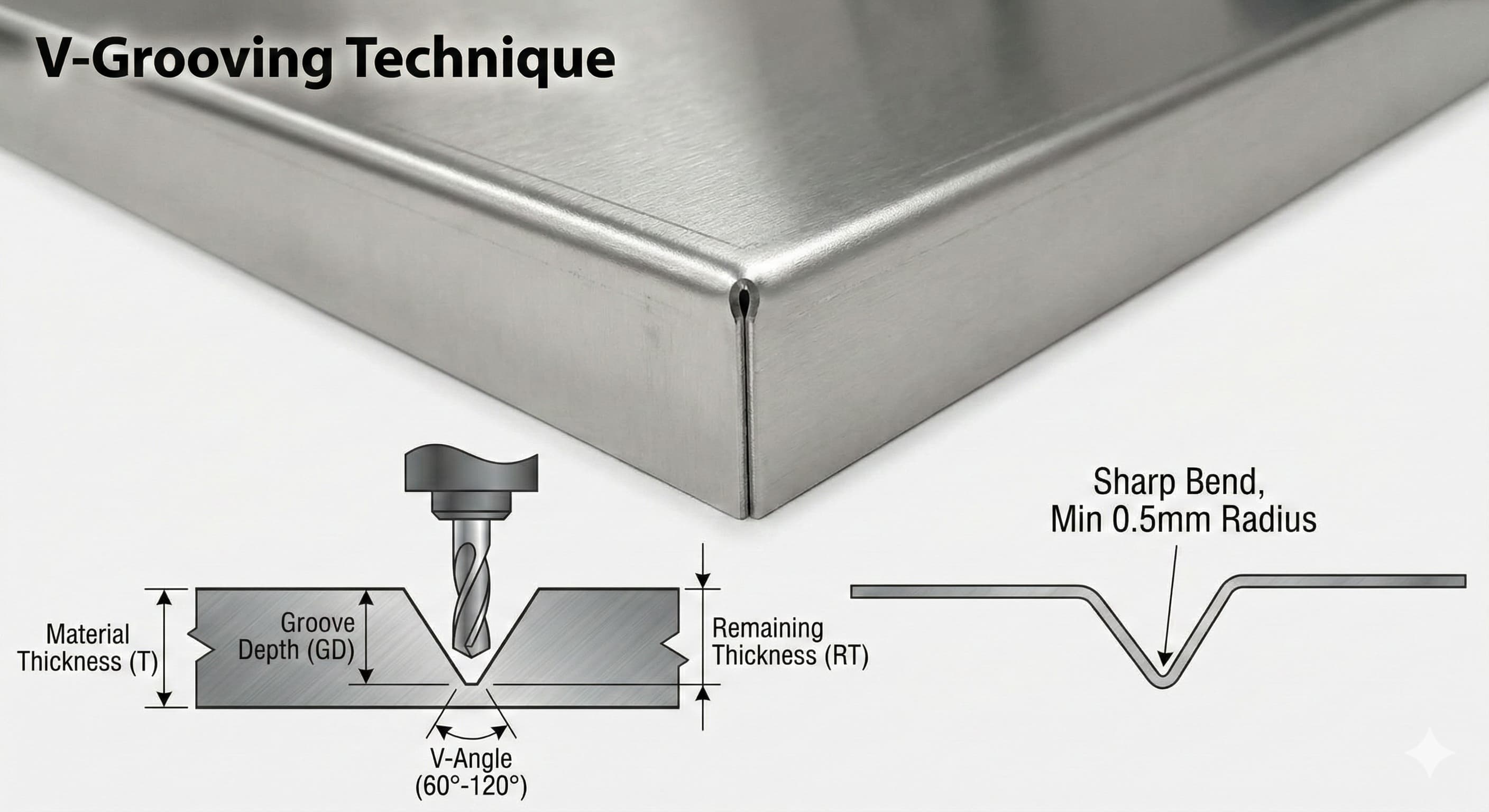
Il V-grooving crea una debolezza controllata lungo la linea di piegatura rimuovendo una sezione triangolare di materiale dalla superficie esterna. A differenza della marcatura o della perforazione, questo processo mantiene la continuità del materiale consentendo pieghe nette che altrimenti si creperebbero o si raggrinzirebbero. La geometria della scanalatura segue specifiche relazioni matematiche basate sulle proprietà del materiale e sugli angoli di piega desiderati.
Il calcolo della profondità critica per le scanalature a V segue la formula: Profondità della scanalatura = (Spessore del materiale - Spessore residuo desiderato) dove lo spessore residuo varia tipicamente da 0,15 mm a 0,30 mm a seconda del grado del materiale e dei requisiti dell'applicazione. Per Al 6061-T6 con uno spessore di 2,0 mm che mira a una piega di 90 gradi, la profondità ottimale della scanalatura raggiunge 1,7 mm, lasciando 0,3 mm di materiale per formare la cerniera.
La selezione del materiale influisce significativamente sui tassi di successo del V-grooving. Le leghe di alluminio dimostrano eccellenti caratteristiche di V-grooving, con il 6061-T6 che offre una formabilità superiore rispetto alla maggiore resistenza del 7075-T6 ma una duttilità ridotta. Comprendere il comportamento della lega di alluminio durante le operazioni di piegatura diventa fondamentale per prevenire micro-cricche lungo i bordi della scanalatura.
| Grado del materiale | Profondità massima della scanalatura (%) | Raggio minimo di curvatura (mm) | Fattore di ritorno elastico | Indice di costo (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Acciaio dolce | 82% | 0.8 | 1.08 | €2.10 |
Specifiche di Utensili e Attrezzature
Il V-grooving richiede utensili specializzati progettati per creare profili di scanalatura coerenti mantenendo l'integrità della finitura superficiale. I sistemi basati su router che utilizzano punte con inserti in metallo duro rappresentano l'approccio più comune per le applicazioni architettoniche, offrendo un controllo superiore sulla geometria della scanalatura rispetto alle alternative laser o a getto d'acqua.
Le specifiche della geometria dell'utensile influiscono direttamente sulla qualità del risultato. Le punte per router a V presentano angoli inclusi che variano tipicamente da 60 a 120 gradi, con utensili a 90 gradi che forniscono un equilibrio ottimale tra efficienza di rimozione del materiale e mantenimento della resistenza strutturale. La geometria del tagliente incorpora angoli di spoglia specifici, tipicamente 12-15 gradi di spoglia primaria con 3-5 gradi di spoglia secondaria, per ridurre al minimo le forze di taglio e prevenire l'incrudimento.
Le velocità di avanzamento e i giri del mandrino richiedono un'attenta ottimizzazione in base alle proprietà del materiale. Per le leghe di alluminio, i parametri ottimali includono velocità del mandrino di 18.000-24.000 RPM con velocità di avanzamento di 2,5-4,0 m/min. I gradi di acciaio inossidabile richiedono velocità ridotte (12.000-16.000 RPM) con velocità di avanzamento proporzionalmente più lente (1,5-2,5 m/min) per prevenire un'eccessiva generazione di calore che potrebbe alterare la microstruttura del materiale.
I moderni servizi di lavorazione CNC di precisione incorporano sistemi di controllo adattivo dell'avanzamento che regolano automaticamente i parametri di taglio in base al feedback della forza in tempo reale, garantendo una qualità della scanalatura coerente in diverse zone di spessore e durezza del materiale.
Parametri di Processo e Controllo Qualità
Il successo del V-grooving dipende dal controllo preciso di molteplici variabili interdipendenti. La tolleranza della profondità della scanalatura mantiene tipicamente ±0,05 mm sull'intera lunghezza della linea di piegatura, richiedendo un monitoraggio continuo attraverso sistemi di misurazione a contatto o senza contatto. La deviazione oltre questi limiti si traduce in angoli di piega incoerenti o potenziale cedimento del materiale durante la formatura.
La rugosità superficiale all'interno della scanalatura influisce significativamente sull'estetica finale della parte e sulla resistenza alla corrosione. Le applicazioni architettoniche specificano tipicamente valori Ra inferiori a 1,6 μm lungo le superfici della scanalatura, ottenibili attraverso una corretta selezione dell'utensile e l'applicazione di fluido da taglio. I fluidi da taglio sintetici con additivi per estreme pressioni prevengono la formazione di tagliente di riporto mantenendo un'eccellente finitura superficiale.
Per risultati di alta precisione, ricevi un preventivo dettagliato entro 24 ore da Microns Hub.
La coerenza del profilo della scanalatura tra le serie di produzione richiede l'implementazione del controllo statistico del processo. I punti di controllo critici includono la variazione della profondità della scanalatura, la coerenza dell'angolo della parete laterale e le misurazioni della rugosità superficiale effettuate a intervalli predeterminati. Le carte di controllo che tracciano questi parametri consentono la manutenzione proattiva degli utensili e la regolazione dei parametri prima che si verifichi il degrado della qualità.
Gestione della Temperatura Durante la Lavorazione
La generazione di calore durante le operazioni di V-grooving può influire significativamente sulle proprietà del materiale e sulla precisione dimensionale. Temperature eccessive promuovono la migrazione dei bordi dei grani nelle leghe di alluminio, riducendo potenzialmente la resistenza alla fatica lungo la linea di piegatura. Il monitoraggio della temperatura tramite sensori a infrarossi garantisce che le temperature di lavorazione rimangano al di sotto delle soglie critiche, tipicamente 150°C per le leghe di alluminio e 200°C per i gradi di acciaio inossidabile.
Le strategie di raffreddamento si estendono oltre la convenzionale applicazione di refrigerante a flusso. I sistemi di raffreddamento criogenico che utilizzano azoto liquido o anidride carbonica forniscono un controllo della temperatura superiore eliminando al contempo i problemi di contaminazione relativi al refrigerante, fondamentali nelle applicazioni architettoniche che richiedono finiture superficiali incontaminate.
Operazioni di Formatura e Precisione della Piegatura
L'operazione di formatura successiva al V-grooving richiede tecniche specializzate per ottenere le pieghe nette che giustificano il costo di lavorazione aggiuntivo. Gli utensili standard per presse piegatrici si rivelano inadeguati per le parti con scanalatura a V, rendendo necessari punzoni e matrici personalizzati che si adattino allo spessore ridotto del materiale lungo le linee di piegatura.
La precisione dell'angolo di piega dipende fortemente dai calcoli di compensazione del ritorno elastico specifici per ogni materiale e configurazione della scanalatura. I fattori di ritorno elastico variano significativamente tra i gradi di materiale, variando dalla correzione minima (1-2 gradi) per le leghe di alluminio incrudite alla compensazione sostanziale (8-12 gradi) per i gradi di acciaio inossidabile ad alta resistenza.
Le matrici di formatura personalizzate incorporano caratteristiche di scarico che impediscono l'interferenza con la geometria della scanalatura a V durante l'operazione di piegatura. Queste matrici presentano un'area di contatto ridotta lungo la linea della scanalatura mantenendo al contempo il pieno supporto per il materiale circostante, prevenendo la deformazione localizzata che potrebbe compromettere la qualità della piega.
| Angolo di piegatura | Ritorno elastico Al 6061-T6 | Ritorno elastico SS 316L | Sovrapiegatura richiesta | Raggiungimento della tolleranza |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Analisi dei Costi e Considerazioni Economiche
L'economia del V-grooving dipende da diversi fattori, tra cui i costi dei materiali, i tempi di lavorazione, i requisiti degli utensili e le specifiche di qualità. La fase di lavorazione aggiuntiva aggiunge tipicamente €0,15-0,35 per metro lineare di scanalatura, variando con lo spessore del materiale e i livelli di precisione richiesti.
L'analisi del punto di pareggio rivela che la convenienza del V-grooving emerge intorno a 50-75 pezzi per i tipici componenti architettonici. Al di sotto di questa soglia, tecniche alternative come il taglio laser con micro-giunzioni possono rivelarsi più economiche. Sopra i 200 pezzi, il V-grooving dimostra chiari vantaggi in termini di costi offrendo al contempo risultati estetici superiori.
Le considerazioni sulla durata dell'utensile influiscono significativamente sui costi per parte. Le punte per router in metallo duro raggiungono tipicamente 2.500-4.000 metri lineari di scanalatura in leghe di alluminio prima di richiedere la sostituzione, mentre le applicazioni in acciaio inossidabile riducono la durata dell'utensile a 800-1.200 metri lineari. Gli utensili rivestiti in diamante estendono la durata utile di 3-4 volte, ma aumentano i costi iniziali degli utensili di €200-300 per utensile.
Integrazione della Finitura Superficiale
Le operazioni di V-grooving devono considerare i processi di finitura a valle per ottimizzare i costi totali di produzione. Le applicazioni di verniciatura a polvere richiedono specifiche considerazioni di tolleranza poiché lo spessore del rivestimento varia tra le aree della scanalatura e le superfici piane.
I processi di anodizzazione presentano sfide uniche per i componenti in alluminio con scanalatura a V. Lo spessore ridotto del materiale lungo le linee della scanalatura crea variazioni di densità di corrente durante l'anodizzazione, con conseguenti potenziali variazioni di colore. Attrezzature di anodizzazione specializzate e sistemi di distribuzione della corrente affrontano queste sfide, ma aggiungono €0,25-0,45 per parte nei costi di lavorazione.
Assicurazione Qualità e Protocolli di Ispezione
L'assicurazione della qualità completa per i componenti con scanalatura a V si estende oltre la verifica dimensionale per includere la valutazione dell'integrità del materiale e la valutazione della resistenza alla fatica. I protocolli di ispezione visiva identificano potenziali difetti tra cui micro-cricche, segni di utensili e contaminazione superficiale che potrebbero compromettere le prestazioni a lungo termine.
L'ispezione dimensionale utilizza macchine di misura a coordinate (CMM) dotate di software specializzato per l'analisi del profilo della scanalatura. Le misurazioni critiche includono la coerenza della profondità della scanalatura, la verifica dell'angolo della parete laterale e la precisione dell'angolo di piega a seguito delle operazioni di formatura. I piani di campionamento statistico basati su MIL-STD-105E forniscono frequenze di ispezione appropriate mantenendo al contempo il controllo dei costi.
Quando ordini da Microns Hub, trai vantaggio da relazioni dirette con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di mercato. La nostra competenza tecnica e l'approccio integrato ai nostri servizi di produzione significano che ogni progetto di V-grooving riceve l'attenzione ai dettagli che merita, dalla consulenza iniziale sulla progettazione alla verifica finale della qualità.
I metodi di prova non distruttivi verificano l'integrità del materiale lungo le linee della scanalatura senza compromettere la funzionalità della parte. L'ispezione con liquidi penetranti rivela difetti che interrompono la superficie, mentre i test con correnti parassite identificano difetti subsuperficiali che potrebbero propagarsi durante il carico di servizio. Questi protocolli di test si rivelano particolarmente critici per le applicazioni architettoniche strutturali in cui le conseguenze del cedimento giustificano i costi di ispezione aggiuntivi.
Considerazioni sulle Prestazioni a Fatica
Le pieghe con scanalatura a V introducono fattori di concentrazione dello stress che devono essere valutati per le applicazioni caricate ciclicamente. La modellazione ad elementi finiti (FEA) prevede la durata a fatica in base alla geometria della scanalatura, alle proprietà del materiale e alle condizioni di carico previste. I fattori di concentrazione dello stress variano tipicamente da 1,8 a 2,4 a seconda della profondità della scanalatura e delle specifiche del raggio.
I protocolli di prova a fatica conformi agli standard ASTM D7791 convalidano le previsioni analitiche attraverso test di laboratorio controllati. I componenti campione vengono sottoposti a carico ciclico a livelli di stress che rappresentano il 150% delle condizioni di servizio previste, con criteri di cedimento definiti come propagazione visibile della cricca oltre i confini della scanalatura.
Linee Guida di Progettazione e Best Practice
Un'efficace progettazione della scanalatura a V richiede un'attenta considerazione delle relazioni geometriche, dei vincoli del materiale e delle limitazioni di produzione. Le linee guida di progettazione prevengono le insidie comuni ottimizzando al contempo la producibilità e le caratteristiche prestazionali.
Le specifiche di distanza minima tra le scanalature adiacenti impediscono l'indebolimento del materiale che potrebbe compromettere l'integrità strutturale. Per le leghe di alluminio, la spaziatura minima è pari a 5 volte lo spessore del materiale, mentre i gradi di acciaio inossidabile richiedono 6 volte lo spessore del materiale a causa delle maggiori caratteristiche di incrudimento. Una spaziatura più ravvicinata richiede un'analisi agli elementi finiti per verificare margini di resistenza adeguati.
I dettagli di terminazione della scanalatura influiscono in modo significativo sia sull'estetica che sulle prestazioni strutturali. Le terminazioni affusolate che si estendono per 2-3 mm oltre la linea di piegatura richiesta prevengono le concentrazioni di stress mantenendo al contempo un aspetto visivo pulito. Le terminazioni brusche della scanalatura creano concentratori di stress che possono innescare la propagazione della cricca in condizioni di carico ciclico.
| Parametro di progettazione | Leghe di alluminio | Acciaio inossidabile | Acciaio dolce | Impatto sul costo |
|---|---|---|---|---|
| Spaziatura minima delle scanalature | 5x spessore | 6x spessore | 4x spessore | Alta densità = +15% |
| Lunghezza massima della scanalatura | 3000 mm | 2500 mm | 3500 mm | Lunghezza >2m = +8% |
| Conicità di terminazione | 2.5 mm | 3.0 mm | 2.0 mm | Funzionalità standard |
| Rugosità superficiale | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Applicazioni Avanzate e Tecniche Emergenti
Le applicazioni emergenti di V-grooving spingono i confini tradizionali attraverso approcci innovativi e sistemi di utensili avanzati. Le macchine CNC multi-asse consentono geometrie di scanalatura composte che creano complesse forme tridimensionali impossibili attraverso tecniche convenzionali.
Il V-grooving assistito da laser rappresenta un approccio ibrido che combina meccanismi di rimozione del materiale termici e meccanici. Il preriscaldamento del materiale immediatamente davanti all'utensile da taglio riduce le forze di taglio del 30-40% consentendo al contempo scanalature più profonde in materiali ad alta resistenza precedentemente considerati non adatti al V-grooving convenzionale.
I sistemi di controllo adattivo che incorporano feedback di forza e temperatura in tempo reale ottimizzano continuamente i parametri di taglio durante l'operazione di scanalatura. Gli algoritmi di apprendimento automatico analizzano i dati storici per prevedere combinazioni di parametri ottimali in base alle variazioni del lotto di materiale e alle condizioni di usura dell'utensile, migliorando la coerenza riducendo al contempo i requisiti di abilità dell'operatore.
Integrazione con la Produzione Digitale
La tecnologia del gemello digitale consente l'ottimizzazione virtuale dei parametri di V-grooving prima che inizi la produzione fisica. Modelli completi che incorporano le proprietà del materiale, la geometria dell'utensile e la dinamica della macchina prevedono le condizioni di taglio ottimali identificando al contempo potenziali problemi di qualità prima che si verifichino in produzione.
I sistemi di ispezione automatizzati che utilizzano la tecnologia di visione artificiale forniscono una verifica dimensionale al 100% della geometria della scanalatura senza influire sulla velocità di produzione. Le telecamere ad alta risoluzione combinate con la proiezione di luce strutturata creano profili 3D dettagliati di ogni scanalatura, confrontando i risultati con le specifiche CAD con capacità di risoluzione inferiori a 0,01 mm.
Risoluzione dei Problemi Comuni
Procedure sistematiche di analisi e correzione dei difetti garantiscono una qualità coerente del V-grooving in diverse condizioni di produzione. Comprendere le cause principali consente una rapida risoluzione dei problemi prevenendo al contempo problemi di qualità ricorrenti.
I segni di vibrazione lungo le superfici della scanalatura derivano tipicamente da un'insufficiente rigidità della macchina o da parametri di taglio inappropriati. Le soluzioni includono la riduzione delle velocità di avanzamento del 20-30%, l'aumento della velocità del mandrino entro gli intervalli raccomandati o l'implementazione di dispositivi di smorzamento delle vibrazioni. Una forte vibrazione può richiedere un'analisi dinamica della macchina per identificare le frequenze di risonanza.
La variazione della profondità della scanalatura superiore a ±0,05 mm indica spesso usura dell'utensile, gioco della macchina o problemi di deflessione del pezzo. La misurazione sistematica della profondità della scanalatura a intervalli regolari identifica modelli di tendenza che consentono la sostituzione predittiva dell'utensile prima che si verifichi il degrado della qualità. Il fissaggio del pezzo deve fornire un'adeguata rigidità per prevenire la deflessione sotto le forze di taglio.
Sfide Specifiche del Materiale
L'incrudimento nei gradi di acciaio inossidabile crea una progressiva usura dell'utensile e un degrado della qualità superficiale. Le strategie di mitigazione includono l'applicazione ottimizzata di fluido da taglio, velocità di taglio ridotte e rivestimenti speciali per utensili progettati per applicazioni in acciaio inossidabile. I rivestimenti TiAlN dimostrano prestazioni superiori rispetto alle alternative TiN standard.
La formazione di tagliente di riporto sugli utensili da taglio degrada la finitura superficiale creando al contempo imprecisioni dimensionali. Questo fenomeno si rivela più problematico con le leghe di alluminio contenenti un alto contenuto di silicio. Taglienti affilati, velocità di taglio appropriate e un'efficace evacuazione dei trucioli prevengono la formazione di tagliente di riporto prolungando al contempo la durata dell'utensile.
Domande Frequenti
Qual è lo spessore minimo del materiale adatto per il V-grooving?
Il V-grooving funziona efficacemente su materiali sottili fino a 0,8 mm, sebbene i risultati ottimali si verifichino con spessori di 1,5 mm e superiori. I materiali più sottili richiedono utensili specializzati e possono ottenere angoli di piega limitati a causa dei vincoli strutturali lungo la linea della scanalatura.
In che modo il V-grooving influisce sulla resistenza del materiale rispetto alla piegatura standard?
Il V-grooving riduce l'area della sezione trasversale lungo la linea di piegatura, diminuendo tipicamente la resistenza locale del 15-25% a seconda della profondità della scanalatura. Tuttavia, l'eliminazione dell'incrudimento e delle tensioni residue spesso si traduce in prestazioni a fatica superiori rispetto ai metodi di piegatura convenzionali.
Le parti con scanalatura a V possono essere saldate o unite ad altri componenti?
Sì, i componenti con scanalatura a V accettano metodi di giunzione standard tra cui saldatura, brasatura e fissaggio meccanico. La saldatura richiede un'attenta gestione del calore per prevenire la distorsione lungo le sottili aree della scanalatura. La saldatura TIG con impostazioni di amperaggio ridotte fornisce tipicamente risultati ottimali.
Quali tolleranze sono ottenibili per gli angoli di piega nelle parti con scanalatura a V?
Tolleranze dell'angolo di piega di ±0,5° sono ottenibili di routine per angoli fino a 90°, con ±1,0° tipico per pieghe più nette fino a 150°. Tolleranze più strette richiedono operazioni secondarie o tecniche di formatura specializzate che aumentano i costi di lavorazione del 20-30%.
In che modo la finitura superficiale nella scanalatura influisce sull'aspetto finale della parte?
La finitura superficiale della scanalatura influisce direttamente sull'aspetto finale della linea di piegatura, in particolare nelle finiture spazzolate o lucidate. I valori Ra inferiori a 1,6 μm assicurano che l'area della scanalatura si fonda perfettamente con le superfici circostanti dopo la formatura, mentre le finiture più ruvide possono rimanere visibili come una linea distinta.
Il V-grooving è adatto per applicazioni architettoniche esterne?
Il V-grooving si rivela eccellente per applicazioni esterne se progettato e rifinito correttamente. Lo spessore ridotto del materiale lungo le linee di piegatura richiede considerazione durante la pianificazione della protezione dalla corrosione, ma i componenti in alluminio anodizzato o acciaio inossidabile passivato dimostrano una durata equivalente alle parti formate convenzionalmente.
Quali sono i tempi di consegna tipici per i componenti architettonici con scanalatura a V?
I tempi di consegna dipendono dalla complessità e dalla quantità, ma in genere variano da 5 a 10 giorni lavorativi per i pannelli architettonici standard. I requisiti di utensili personalizzati possono aggiungere 3-5 giorni agli ordini iniziali, mentre gli ordini ripetuti che utilizzano utensili esistenti mantengono i tempi di consegna standard.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece