Verniciatura a Polvere della Lamiera: Tenere Conto dell'Accumulo di Spessore nelle Tolleranze
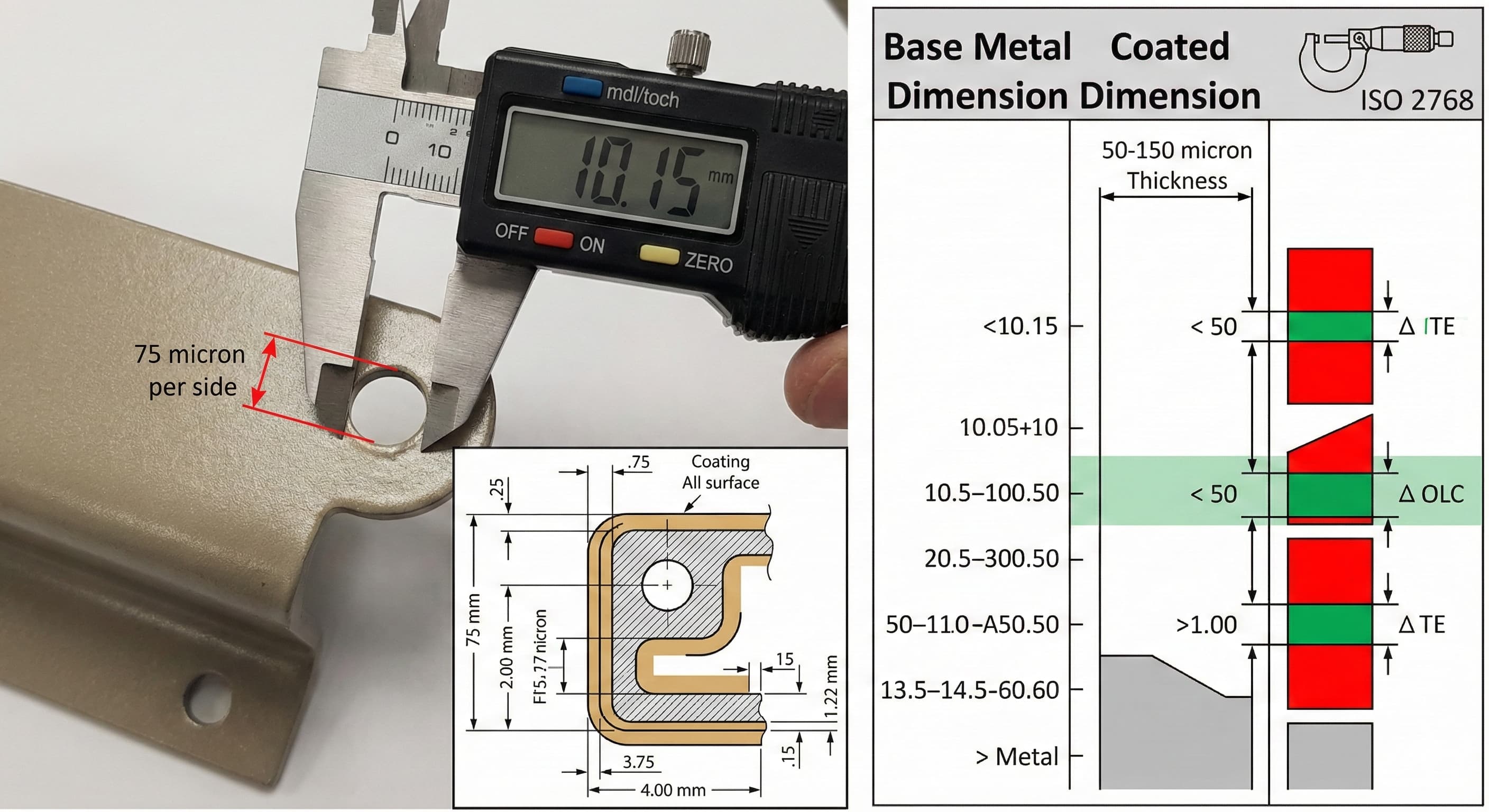
Lo spessore della verniciatura a polvere rappresenta una delle variabili più frequentemente trascurate nella fabbricazione di precisione della lamiera. Una tipica verniciatura a polvere aggiunge 50-150 micron a tutte le superfici, alterando fondamentalmente l'accuratezza dimensionale e richiedendo un'attenta pianificazione delle tolleranze dalla fase di progettazione fino all'ispezione finale.
Punti Chiave:
- Lo spessore standard della verniciatura a polvere varia da 50 a 150 micron, influenzando direttamente le tolleranze dimensionali su tutte le superfici verniciate
- Le dimensioni critiche devono tenere conto dell'accumulo di vernice attraverso un sottodimensionamento deliberato dei componenti in metallo di base
- Le tolleranze generali ISO 2768 diventano insufficienti per le parti verniciate a polvere che richiedono precisione di accoppiamento e assemblaggio
- La pianificazione dimensionale pre-verniciatura può prevenire costose rilavorazioni e garantire la corretta funzionalità delle parti
Comprensione delle Variabili dello Spessore della Verniciatura a Polvere
Lo spessore della verniciatura a polvere varia significativamente in base al metodo di applicazione, al tipo di polvere e alla preparazione del substrato. L'applicazione a spruzzo elettrostatico produce tipicamente film tra 60 e 120 micron, mentre la verniciatura a letto fluido può raggiungere 150-500 micron a seconda della temperatura della parte e del tempo di immersione.
La relazione tra la dimensione delle particelle di polvere e lo spessore finale segue schemi prevedibili. Le polveri fini (10-30 micron) creano finiture più lisce ma richiedono passaggi multipli per uno spessore adeguato, mentre le polveri grossolane (30-80 micron) aumentano rapidamente lo spessore ma possono compromettere la qualità della superficie su dettagli specifici.
La geometria del substrato influenza significativamente la distribuzione della vernice. Gli angoli interni e le aree incassate ricevono tipicamente il 70-80% dello spessore riscontrato sulle superfici piane, mentre i bordi esterni e gli angoli acuti spesso accumulano il 120-150% dello spessore nominale a causa della concentrazione del campo elettrico durante l'applicazione.
Il controllo della temperatura durante l'indurimento influisce sullo spessore finale attraverso le caratteristiche di flusso e livellamento. Le polveri poliestere polimerizzano in modo ottimale a 180-200°C, producendo uno spessore uniforme con una texture a buccia d'arancia minima. Le formulazioni epossidiche richiedono 160-180°C ma offrono una copertura dei bordi e una penetrazione superiori in geometrie complesse.
Impatto Dimensionale sulle Caratteristiche Comuni della Lamiera
I fori e le caratteristiche interne subiscono una riduzione del diametro pari al doppio dello spessore della vernice. Un foro da 10,0 mm con una verniciatura da 75 micron diventa 9,85 mm, rappresentando una variazione dimensionale dell'1,5% che può impedire l'inserimento corretto di elementi di fissaggio o l'assemblaggio di componenti.
Le caratteristiche filettate presentano particolari sfide poiché l'accumulo di vernice si verifica sia sul diametro maggiore che su quello minore. Le filettature M6 x 1.0 con una verniciatura da 100 micron possono richiedere la regolazione del foro di maschiatura da 5,0 mm a 5,2 mm per mantenere un corretto innesto della filettatura dopo la verniciatura.
I bordi piegati e le caratteristiche formate accumulano lo spessore della vernice sia sui raggi interni che esterni. I calcoli del raggio di curvatura minimo devono considerare lo spessore della vernice per prevenire cricche durante il processo di piegatura o l'applicazione della vernice.
La larghezza delle fessure diminuisce del doppio dello spessore della vernice, influenzando gli accoppiamenti scorrevoli e i giochi. Una fessura da 12,0 mm diventa 11,85 mm con una verniciatura da 75 micron, potenzialmente bloccando i componenti progettati per accoppiamenti H7/g6.
Considerazioni sulla Verniciatura Specifica per Materiale
Materiali di substrato diversi mostrano diverse caratteristiche di adesione della vernice e uniformità dello spessore che influiscono direttamente sull'accuratezza dimensionale.
| Grado del materiale | Intervallo tipico di spessore (μm) | Fattore di uniformità | Accumulo sui bordi | Impatto sui costi |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Acciaio laminato a freddo | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Inossidabile 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Acciaio galvanizzato | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
I substrati in alluminio generalmente forniscono lo spessore della vernice più prevedibile grazie all'eccellente attrazione elettrostatica e alla preparazione uniforme della superficie. Lo strato di ossido naturale migliora l'adesione della polvere mantenendo una costruzione uniforme del film su geometrie complesse.
L'acciaio laminato a freddo richiede un rivestimento di conversione del fosfato per un'adesione ottimale, aggiungendo 5-10 micron allo spessore totale. Questo pretrattamento migliora l'uniformità della vernice ma aumenta la variazione dimensionale, in particolare attorno alle giunzioni saldate e alle zone alterate termicamente.
I substrati in acciaio inossidabile presentano sfide uniche a causa del loro strato di ossido passivo. L'abrasione meccanica o l'incisione chimica diventano necessarie per un'adesione adeguata, influenzando potenzialmente le dimensioni del materiale di base prima dell'applicazione della vernice.
Strategie di Progettazione delle Tolleranze
Un'efficace progettazione delle tolleranze per le parti verniciate a polvere richiede una compensazione dimensionale sistematica basata sulle previsioni dello spessore della vernice e sulla complessità geometrica.
Le dimensioni critiche devono specificare zone prive di vernice attraverso mascheratura o lavorazione post-verniciatura. La mascheratura aggiunge €0,50-1,20 per caratteristica ma garantisce l'accuratezza dimensionale per superfici di appoggio, fori filettati e accoppiamenti di precisione.
La tolleranza bilaterale offre una flessibilità ottimale per le dimensioni verniciate. Invece di specificare 25,0 ±0,1 mm, utilizzare 24,925 +0,175/-0,025 mm per tenere conto dello spessore della vernice previsto mantenendo i requisiti funzionali.
Per risultati di alta precisione, Richiedi un preventivo in 24 ore da Microns Hub.
La quotatura funzionale separa le caratteristiche critiche da quelle non critiche. I diametri dei cuscinetti, le superfici di accoppiamento e i riferimenti di assemblaggio richiedono un controllo rigoroso, mentre le superfici estetiche possono accogliere le variazioni standard della vernice senza impatto funzionale.
L'analisi statistica delle tolleranze diventa essenziale per gli assiemi contenenti più componenti verniciati. La simulazione di Monte Carlo aiuta a prevedere i tassi di successo dell'assemblaggio e a identificare i contributori critici della tolleranza prima che inizi la produzione.
Metodi di Controllo Qualità e Ispezione
La misurazione dello spessore della vernice richiede tecniche non distruttive adatte agli ambienti di produzione. I misuratori magnetici e a correnti indotte forniscono una precisione di ±2-5% per la maggior parte delle applicazioni, mentre i metodi a ultrasuoni raggiungono una precisione di ±1-2% su geometrie complesse.
I test distruttivi attraverso l'analisi della sezione trasversale offrono una misurazione definitiva dello spessore e una valutazione della qualità della vernice. Questo metodo identifica delaminazione, porosità e problemi di adesione che influiscono sulla stabilità dimensionale a lungo termine.
Il monitoraggio in-process durante l'applicazione della polvere aiuta a mantenere la coerenza dello spessore. La tensione elettrostatica, la portata della polvere e la messa a terra della parte influenzano lo spessore finale e devono essere registrati per ogni lotto di produzione.
L'ispezione dimensionale post-indurimento deve tenere conto del ritiro della vernice durante la polimerizzazione. Le polveri termoindurenti si restringono tipicamente del 2-5% durante l'indurimento, influenzando le dimensioni finali e potenzialmente creando tensioni interne nei componenti a pareti sottili.
| Metodo di ispezione | Precisione | Costo per test | Tempo richiesto | Migliore applicazione |
|---|---|---|---|---|
| Distacco magnetico | ±5% | €0.20 | 10 secondi | Substrati ferrosi |
| Correnti indotte | ±3% | €0.35 | 15 secondi | Metalli non ferrosi |
| Ultrasonico | ±2% | €0.50 | 30 secondi | Geometrie complesse |
| Sezione trasversale | ±1% | €15.00 | 45 minuti | Validazione della qualità |
| Retrodiffusione beta | ±2% | €0.80 | 60 secondi | Sistemi automatizzati |
Integrazione del Processo con il Flusso di Lavoro di Produzione
Un'integrazione di successo della verniciatura a polvere richiede il coordinamento tra le operazioni di progettazione, fabbricazione e finitura. I nostri servizi di produzione comprendono questo flusso di lavoro completo per garantire l'accuratezza dimensionale durante l'intera sequenza di produzione.
La fabbricazione pre-verniciatura deve tenere conto dello spessore della vernice in tutte le caratteristiche lavorate. La programmazione CNC richiede regolazioni di offset che in genere variano da 0,050 a 0,150 mm a seconda dello spessore della vernice previsto e della criticità della caratteristica.
La progettazione degli accessori influisce sulla distribuzione della vernice e sulle dimensioni finali. I punti di contatto creano ombre di vernice, mentre una forza di serraggio eccessiva può deformare le sezioni sottili durante il ciclo di indurimento. Gli accessori a molla mantengono il posizionamento della parte accogliendo al contempo l'espansione termica.
La preparazione della giunzione saldata diventa critica poiché le variazioni di spessore della vernice attorno alle zone alterate termicamente possono creare concentrazioni di stress e incongruenze dimensionali. La molatura post-saldatura per uniformare il profilo della superficie garantisce un'applicazione uniforme della vernice.
Simile ai servizi di stampaggio a iniezione che richiedono un controllo preciso della temperatura e della pressione, la verniciatura a polvere richiede un'attenta gestione dei parametri per ottenere risultati coerenti durante le tirature di produzione.
Ottimizzazione dei Costi Attraverso la Progettazione
Una progettazione ottimizzata per la verniciatura riduce sia i costi dei materiali che la variazione dimensionale mantenendo i requisiti funzionali. Le caratteristiche geometriche semplici si verniciano in modo più uniforme rispetto alle forme complesse, riducendo la variazione di spessore e migliorando la prevedibilità.
Il consolidamento delle parti attraverso la saldatura o l'assemblaggio meccanico prima della verniciatura elimina più operazioni di verniciatura e riduce l'accumulo dimensionale. La costruzione in un unico pezzo costa in genere il 15-25% in meno rispetto alla verniciatura di singoli componenti separatamente.
I requisiti di preparazione della superficie variano in modo significativo in base alle condizioni del substrato e alle specifiche della vernice. La rimozione della scaglia di laminazione aggiunge €1,50-3,00 per metro quadrato ma garantisce un'adesione e uno spessore della vernice coerenti. La pulizia chimica costa €0,80-1,20 per metro quadrato ed è adatta alla maggior parte delle applicazioni commerciali.
I sistemi di recupero della polvere possono ridurre i costi dei materiali del 20-40% mantenendo la qualità della vernice. Tuttavia, il controllo dello spessore diventa più impegnativo a causa delle variazioni delle dimensioni delle particelle durante il processo di recupero, richiedendo una calibrazione e un monitoraggio più frequenti.
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di marketplace. La nostra competenza tecnica e l'approccio di servizio personalizzato significano che ogni progetto riceve l'attenzione ai dettagli necessaria per risultati di verniciatura a polvere coerenti.
Tecnologie di Verniciatura Avanzate e Controllo dello Spessore
I dischi elettrostatici e gli applicatori a campana rotante offrono un'uniformità di spessore superiore rispetto alle pistole a spruzzo convenzionali. Questi sistemi raggiungono una variazione di spessore di ±5-8% su superfici piane e ±10-15% su geometrie complesse, migliorando la prevedibilità dimensionale.
La tecnologia di carica a impulsi consente un controllo preciso sulle velocità di deposizione della polvere e sullo spessore finale. Una breve durata dell'impulso (0,1-0,5 secondi) crea gradualmente film sottili, mentre impulsi più lunghi (1-3 secondi) raggiungono in modo efficiente lo spessore massimo.
I sistemi di indurimento a infrarossi offrono un controllo della temperatura migliorato rispetto ai forni a convezione, riducendo il flusso della vernice e ottenendo dimensioni finali più coerenti. Le lunghezze d'onda del vicino infrarosso (0,7-1,4 μm) penetrano efficacemente nei film di polvere riducendo al minimo il riscaldamento del substrato.
Il pretrattamento al plasma migliora l'adesione della vernice su substrati difficili mantenendo l'accuratezza dimensionale. La pulizia al plasma a bassa pressione rimuove i contaminanti superficiali senza abrasione meccanica, preservando le dimensioni del materiale di base prima della verniciatura.
Applicazioni e Requisiti Specifici del Settore
I componenti automobilistici richiedono un'uniformità dello spessore della vernice entro ±10 micron per un corretto montaggio e finitura. Le maniglie delle portiere, le finiture e i componenti strutturali devono mantenere l'accuratezza dimensionale fornendo al contempo protezione dalla corrosione per una durata di servizio di oltre 10 anni.
Le applicazioni aerospaziali richiedono il controllo statistico del processo con valori Cpk superiori a 1,33 per tutte le caratteristiche dimensionali. La documentazione dello spessore della vernice diventa parte della registrazione permanente, richiedendo la tracciabilità dei singoli lotti di polvere e dei cicli di indurimento.
I componenti dei dispositivi medici spesso specificano formulazioni di polvere biocompatibili con spessore controllato per la conformità alla FDA. Gli strumenti chirurgici richiedono uno spessore della vernice inferiore a 50 micron per mantenere la nitidezza e il feedback tattile.
Gli involucri elettronici necessitano di un controllo preciso dello spessore attorno alle prese d'aria di raffreddamento e alle aperture dei connettori. Un eccessivo accumulo di vernice può limitare il flusso d'aria o impedire un corretto accoppiamento, mentre una copertura insufficiente compromette l'efficacia della schermatura EMI.
Risoluzione dei Problemi Comuni di Spessore
La texture a buccia d'arancia indica uno spessore eccessivo della vernice o condizioni di indurimento improprie. La riduzione della portata della polvere del 10-20% o l'aumento della temperatura di indurimento di 10-15°C in genere risolve i problemi di qualità della superficie mantenendo una protezione adeguata.
I punti sottili attorno ai bordi e agli angoli derivano da un'eccessiva messa a terra della parte o da una carica di polvere inadeguata. La regolazione della tensione elettrostatica da 60 a 90 kV spesso migliora l'uniformità della copertura senza influire in modo significativo sullo spessore complessivo.
Le colature e le sbavature della vernice si verificano quando lo spessore del film supera i limiti critici prima della gelificazione. La maggior parte delle formulazioni di polvere inizia a fluire a 80-120 micron, richiedendo il controllo della rampa di temperatura per prevenire difetti sulle superfici verticali.
La delaminazione tra la vernice e il substrato indica contaminazione o una preparazione superficiale inadeguata. La pulizia con solvente seguita da abrasione meccanica in genere ripristina la corretta adesione e l'integrità della vernice.
Domande Frequenti
Di quanto dovrei ridurre i diametri dei fori per tenere conto dello spessore della verniciatura a polvere?
Ridurre i diametri dei fori del doppio dello spessore della vernice previsto. Per una verniciatura da 75 micron, aumentare la dimensione della punta del trapano di 0,15 mm. Un foro finito da 10,0 mm richiede un diametro forato di 10,15 mm prima della verniciatura per ottenere le dimensioni finali corrette.
Lo spessore della verniciatura a polvere può essere controllato in modo coerente a ±10 micron?
Sì, con una corretta calibrazione delle apparecchiature e il controllo del processo. Gli applicatori a disco elettrostatico combinati con il controllo automatizzato del flusso di polvere possono mantenere una coerenza di ±10-15 micron su superfici piane, sebbene geometrie complesse possano mostrare una variazione di ±20-25 micron.
I fori filettati devono essere maschiati prima o dopo la verniciatura a polvere?
Il taglio della filettatura deve avvenire dopo la verniciatura per applicazioni critiche. Mascherare le filettature durante la verniciatura o utilizzare formulazioni di indurimento specializzate a bassa temperatura che non danneggiano gli utensili da taglio. La filettatura pre-verniciatura richiede punte da trapano sovradimensionate e rischia di danneggiare la filettatura durante la rimozione della vernice.
Quale grado di tolleranza devo specificare per le parti in lamiera verniciata a polvere?
Utilizzare i gradi di tolleranza IT12 o IT13 per le dimensioni non critiche sulle parti verniciate, stringendo a IT9 o IT10 per le superfici funzionali con lavorazione post-verniciatura. Le tolleranze generali standard ISO 2768-m diventano insufficienti per assiemi di precisione che coinvolgono componenti verniciati a polvere.
In che modo lo spessore della vernice influisce sul peso e sull'equilibrio della parte?
La vernice aggiunge circa 0,1-0,4 g per metro quadrato per micron di spessore. Una parte di 1000 cm² con una verniciatura da 100 micron guadagna 1-4 grammi, influenzando potenzialmente l'equilibrio dinamico nei componenti rotanti o nei meccanismi di precisione.
Posso specificare diversi spessori di vernice sulla stessa parte?
La mascheratura selettiva consente la variazione dello spessore ma aumenta il costo di €2-5 per caratteristica mascherata. In alternativa, specificare la lavorazione post-verniciatura per le dimensioni critiche accettando al contempo lo spessore standard sulle superfici non funzionali.
Cosa succede allo spessore della vernice in corrispondenza delle cuciture di saldatura e delle zone alterate termicamente?
Le aree di saldatura in genere ricevono l'80-120% dello spessore nominale a causa della rugosità della superficie e degli effetti geometrici. Le zone alterate termicamente possono mostrare una ridotta adesione, richiedendo la preparazione meccanica della superficie prima della verniciatura per risultati coerenti.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece