Pressocolata di magnesio: Strategie di alleggerimento per componenti automobilistici
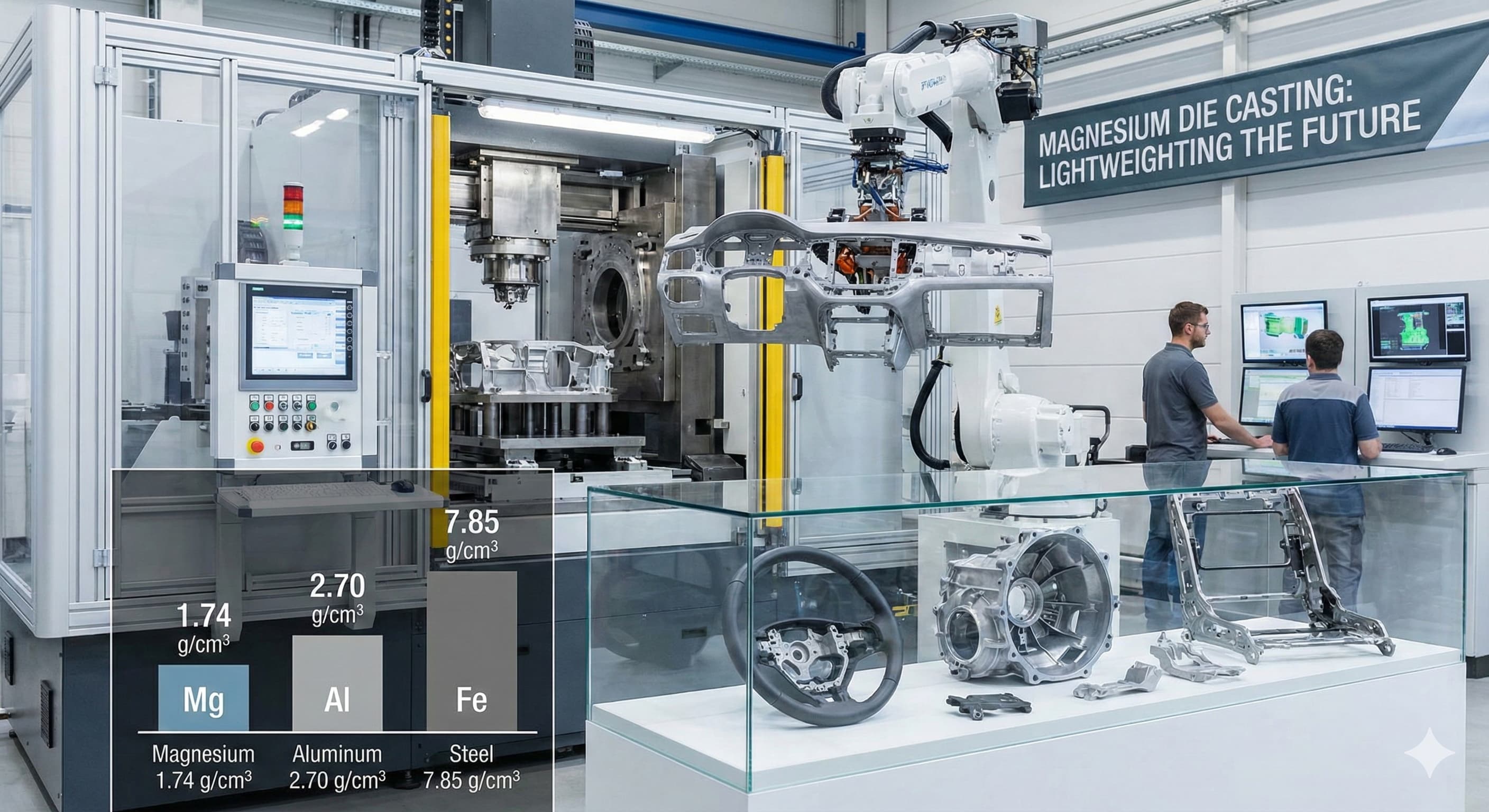
I produttori automobilistici si trovano di fronte a una sfida senza precedenti: ridurre il peso dei veicoli del 15-20% mantenendo l'integrità strutturale e l'economicità. La pressocolata di magnesio emerge come la soluzione più praticabile, offrendo una densità inferiore del 35% rispetto all'alluminio e del 75% rispetto all'acciaio, rendendolo il metallo strutturale più leggero disponibile per le applicazioni automobilistiche.
Punti chiave:
- La pressocolata di magnesio consente riduzioni di peso del 25-40% rispetto agli equivalenti in alluminio, mantenendo rapporti resistenza/peso comparabili
- Le leghe AZ91D e AM60B dominano le applicazioni automobilistiche con resistenze alla trazione che raggiungono rispettivamente 240 MPa e 220 MPa
- Sistemi di colata avanzati e solidificazione controllata riducono la porosità a meno del 2%, soddisfacendo gli standard di qualità automobilistici
- L'integrazione con strategie di stampi modulari riduce i costi di attrezzaggio del 30-50% per le famiglie di componenti
Proprietà dei materiali e selezione delle leghe per componenti automobilistici
L'eccezionale resistenza specifica del magnesio lo rende indispensabile per le strategie di alleggerimento automobilistico. La densità di 1,74 g/cm³ offre vantaggi immediati in termini di peso, ma la selezione della lega determina le caratteristiche prestazionali fondamentali per le applicazioni automobilistiche.
AZ91D rimane la lega di riferimento per la pressocolata automobilistica, contenente il 9% di alluminio e l'1% di zinco. Questa composizione offre una colabilità ottimale con capacità di riempimento dello stampo in sezioni sottili fino a 0,6 mm. La lega raggiunge una resistenza alla trazione di 230-240 MPa con un allungamento del 2-3%, adatta per cruscotti, telai dei sedili e alloggiamenti della trasmissione.
AM60B offre una duttilità superiore con un allungamento del 6-8%, rendendola preferibile per componenti sensibili agli urti come armature del volante e telai delle portiere. Il ridotto contenuto di alluminio (6%) migliora la resistenza agli urti mantenendo una rispettabile resistenza alla trazione di 220 MPa.
| Proprietà | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Densità (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Resistenza alla trazione (MPa) | 240 | 220 | 210 | 250 |
| Resistenza allo snervamento (MPa) | 160 | 130 | 140 | 180 |
| Allungamento (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Temperatura di esercizio (°C) | 120 | 120 | 150 | 175 |
| Fattore di costo | 1.0 | 1.1 | 1.4 | 1.8 |
Per applicazioni ad alta temperatura, le leghe AS41B e AE44 incorporano rispettivamente silicio ed elementi delle terre rare. AS41B mantiene l'integrità strutturale fino a 150°C, adatta per componenti adiacenti al motore, mentre AE44 funziona in modo affidabile fino a 175°C per carter della trasmissione e coppe dell'olio.
Ottimizzazione del processo di pressocolata per la riduzione del peso
Ottenere un alleggerimento ottimale richiede un controllo preciso dei parametri del processo di pressocolata. L'ottimizzazione dello spessore delle pareti rappresenta la principale strategia di riduzione del peso, con tecniche moderne che consentono pareti uniformi sottili fino a 0,8 mm in grandi componenti automobilistici.
La pressocolata a camera fredda domina le applicazioni automobilistiche in magnesio a causa della reattività del metallo con le apparecchiature a camera calda. Le velocità di iniezione tra 3-6 m/s garantiscono il riempimento completo dello stampo riducendo al minimo la turbolenza che crea porosità. Le velocità del gate devono superare i 40 m/s per evitare la solidificazione prematura in sezioni sottili.
La solidificazione controllata attraverso il posizionamento ottimizzato dei canali di raffreddamento previene la formazione di difetti di ritiro che compromettono l'integrità strutturale.Mantenere l'uniformità dello spessore delle pareti entro ±0,2 mm garantisce proprietà meccaniche coerenti in tutto il componente.
Le temperature dello stampo richiedono un'attenta gestione tra 200-250°C per le leghe di magnesio. Le temperature più basse causano un riempimento incompleto in sezioni sottili, mentre il calore eccessivo favorisce la saldatura dello stampo e riduce la durata dell'utensile. I sistemi di gestione termica con circuiti di riscaldamento e raffreddamento integrati mantengono gradienti di temperatura ottimali.
Sistemi di colata avanzati per l'alleggerimento
I design di colata sofisticati consentono la produzione di componenti leggeri con geometrie complesse. I gate a ventaglio distribuiscono il flusso di materiale su sezioni ampie e sottili mantenendo condizioni di flusso laminare. Lo spessore del gate varia in genere da 0,4 a 0,8 mm, circa il 60-80% dello spessore della parete adiacente.
I sistemi di gate multipli si rivelano essenziali per i grandi componenti automobilistici come i substrati del cruscotto. Il posizionamento strategico del gate garantisce il riempimento simultaneo di sezioni distanti prevenendo al contempo le linee di saldatura in aree ad alta sollecitazione. La modellazione fluidodinamica computazionale ottimizza le posizioni del gate per ottenere un riempimento completo con il minimo spreco di materiale.
Strategie di progettazione strutturale per la massima riduzione del peso
L'alleggerimento efficace si estende oltre la selezione dei materiali per comprendere una progettazione strutturale intelligente. L'eccellente rapporto rigidità/peso del magnesio consente la costruzione a parete sottile con nervature di rinforzo strategiche che mantengono le prestazioni strutturali.
Il design delle nervature segue regole geometriche specifiche per la pressocolata di magnesio. Lo spessore delle nervature non deve superare il 60% dello spessore della parete adiacente per evitare segni di risucchio e porosità interna. Gli angoli di spoglia di 1-2° facilitano l'espulsione mantenendo l'efficienza strutturale. La spaziatura delle nervature di 20-30 mm fornisce un miglioramento ottimale della rigidità senza compromettere la colabilità.
L'integrazione di sezioni cave rappresenta una tecnica avanzata di alleggerimento. Anime di sale perse o anime metalliche collassabili creano cavità interne che riducono il peso del 15-25% rispetto alle sezioni piene. I materiali dell'anima devono resistere a temperature di colata di 650-700°C mantenendo la stabilità dimensionale.
| Caratteristica di design | Riduzione del peso | Fattore di complessità | Impatto sui costi di attrezzaggio |
|---|---|---|---|
| Ottimizzazione dello spessore delle pareti | 20-30% | Basso | +5-10% |
| Nervature strategiche | 10-15% | Medio | +15-20% |
| Sezioni cave | 15-25% | Alto | +30-50% |
| Ottimizzazione della topologia | 25-35% | Alto | +40-60% |
| Integrazione multifunzione | 30-45% | Molto alto | +50-80% |
Per risultati di alta precisione,Ottieni il tuo preventivo personalizzato in 24 ore da Microns Hub.
Controllo qualità e prevenzione dei difetti
Le applicazioni automobilistiche richiedono standard di qualità rigorosi con tassi di difettosità inferiori a 100 PPM. La reattività del magnesio con l'umidità atmosferica e l'ossigeno richiede procedure di manipolazione specializzate per prevenire inclusioni e porosità da gas.
Le atmosfere protettive che utilizzano SF6 o gas di copertura alternativi prevengono l'ossidazione durante la fusione e il mantenimento. Le concentrazioni di SF6 dello 0,2-0,5% nell'aria forniscono una protezione adeguata riducendo al minimo l'impatto ambientale. I sistemi alternativi che utilizzano SO2 o CO2 offrono vantaggi ambientali con livelli di protezione comparabili.
I metodi di prova non distruttivi verificano la qualità interna senza distruggere il componente. L'ispezione a raggi X rileva livelli di porosità superiori al 2% in volume, mentre i test a ultrasuoni identificano i difetti superficiali. I criteri di accettazione richiedono in genere livelli di porosità inferiori al 2% senza che un singolo vuoto superi i 2 mm di diametro.
Il controllo dimensionale mantiene le tolleranze fondamentali per l'assemblaggio automobilistico. Il coefficiente di espansione termica del magnesio di 26 μm/m·K richiede ambienti di misurazione a temperatura controllata. Le macchine di misura a coordinate con compensazione della temperatura garantiscono una precisione entro ±0,05 mm per le dimensioni critiche.
Trattamento superficiale e finitura
La suscettibilità alla corrosione del magnesio richiede trattamenti superficiali protettivi per il servizio automobilistico. L'anodizzazione offre un'eccellente protezione dalla corrosione con spessori del rivestimento di 5-25 μm. L'anodizzazione di tipo III offre una durata superiore per le applicazioni esterne.
I rivestimenti di conversione offrono una protezione economica per i componenti interni. I trattamenti al cromato, sebbene gradualmente eliminati a causa di problemi ambientali, forniscono un'eccellente adesione della vernice. I sistemi alternativi senza cromo che utilizzano la chimica del permanganato o del fosfato offrono prestazioni comparabili.
Analisi dei costi e considerazioni economiche
Sebbene il magnesio comporti un premio di prezzo rispetto all'alluminio, l'equazione del costo totale include vantaggi di lavorazione e risparmi a valle. I costi delle materie prime per AZ91D variano in genere da € 3,20 a 3,80 al chilogrammo, rispetto a € 1,80-2,20 per l'alluminio A380.
L'efficienza di lavorazione compensa i costi dei materiali attraverso tempi di ciclo ridotti. Il calore latente di fusione inferiore del magnesio consente una solidificazione più rapida, riducendo i tempi di ciclo del 15-25% rispetto all'alluminio. Gli stampi raggiungono più rapidamente temperature di regime, migliorando la produttività nella produzione ad alto volume.
| Elemento di costo | Magnesio AZ91D | Alluminio A380 | Differenza |
|---|---|---|---|
| Costo del materiale (€/kg) | 3.50 | 2.00 | +75% |
| Costo di lavorazione (€/kg) | 2.80 | 3.20 | -12.5% |
| Tempo ciclo (secondi) | 45 | 60 | -25% |
| Durata dello stampo (getti) | 80,000 | 100,000 | -20% |
| Operazioni secondarie | Minimale | Moderato | -30% |
| Costo totale del pezzo | €8.50 | €9.20 | -7.6% |
I vantaggi in termini di costi a livello di veicolo giustificano i premi sui materiali attraverso una migliore efficienza del carburante e prestazioni. Le riduzioni di peso di 1 kg in genere consentono di risparmiare € 15-25 sui costi del carburante durante la vita utile del veicolo, consentendo al contempo propulsori ridimensionati e migliori caratteristiche di manovrabilità.
Integrazione con i sistemi di produzione
L'implementazione di successo della pressocolata di magnesio richiede l'integrazione con l'infrastruttura di produzione esistente. Molti fornitori automobilistici sfruttano servizi di stampaggio a iniezione insieme alla pressocolata per creare soluzioni di componenti ibridi che ottimizzano sia il peso che la funzionalità.
I sistemi di automazione devono adattarsi ai requisiti di manipolazione unici del magnesio. Gli estrattori robotici utilizzano pinze specializzate progettate per le proprietà termiche del magnesio. Le forze di estrazione rimangono minime a causa della minore espansione termica del magnesio, riducendo l'usura dello stampo e migliorando la qualità del pezzo.
I sistemi di gestione della qualità integrano il monitoraggio in tempo reale con il controllo statistico del processo. Il monitoraggio della temperatura in più posizioni dello stampo previene il surriscaldamento che causa la saldatura dello stampo. I sensori di pressione nel sistema idraulico rilevano variazioni che indicano usura dello stampo o deriva del processo.
Quando ordini da Microns Hub, trai vantaggio dai rapporti diretti con i produttori che garantiscono un controllo di qualità superiore e prezzi competitivi rispetto alle piattaforme di marketplace. Il nostro approccio integrato ai nostri servizi di produzione significa che ogni progetto di pressocolata di magnesio riceve l'attenzione specializzata e le competenze tecniche necessarie per le applicazioni automobilistiche.
Considerazioni ambientali e di sostenibilità
La pressocolata di magnesio supporta gli obiettivi di sostenibilità dell'industria automobilistica attraverso molteplici percorsi. La riduzione del peso del 35% rispetto all'alluminio si traduce direttamente in un ridotto consumo di carburante e minori emissioni di CO2 durante la vita utile del veicolo.
I requisiti energetici per la produzione primaria di magnesio sono diminuiti in modo significativo con i moderni processi elettrolitici che consumano 35-40 MWh per tonnellata, rispetto ai 45-50 MWh storicamente. L'efficienza del riciclaggio si avvicina al 95%, con il magnesio secondario che richiede solo il 5% dell'energia di produzione primaria.
La riciclabilità a fine vita garantisce cicli di materiale a circuito chiuso. I componenti in magnesio mantengono le proprietà metallurgiche attraverso più cicli di riciclaggio, a differenza dell'alluminio che richiede aggiunte di materiale vergine per mantenere le caratteristiche di resistenza.
Tecnologie di fusione alternative
I sistemi di fusione a induzione migliorano l'efficienza energetica riducendo al contempo l'impatto ambientale. L'induzione a frequenza controllata fornisce un controllo preciso della temperatura con un'efficienza energetica dell'85-90% rispetto al 60-70% per i forni a gas. La combustione ridotta elimina le emissioni dirette di CO2 nel punto di utilizzo.
L'agitazione elettromagnetica garantisce una composizione della lega omogenea riducendo al minimo la formazione di scorie. La ridotta formazione di ossidi riduce lo spreco di materiale ed elimina la necessità di sostanze chimiche di flussaggio aggressive. Il consumo di flussante salino diminuisce del 60-80% rispetto ai sistemi di fusione convenzionali.
Sviluppi futuri e applicazioni avanzate
Le leghe di magnesio emergenti mirano ad applicazioni automobilistiche specifiche con caratteristiche prestazionali migliorate. Le leghe contenenti calcio come AXJ530 offrono una migliore resistenza allo scorrimento per le applicazioni del propulsore, mentre le aggiunte di litio in LAE442 riducono la densità a 1,35 g/cm³.
La tecnologia di pressocolata sottovuoto elimina la porosità da gas per applicazioni strutturali critiche. Le pressioni della camera inferiori a 100 mbar prevengono l'intrappolamento di gas durante il riempimento, consentendo fusioni a parete sottile con una precisione quasi netta. I sistemi di vuoto si integrano con le macchine a camera fredda esistenti attraverso modifiche di retrofit.
Le tecniche di lavorazione semisolida come il thixomolding combinano i vantaggi della pressocolata con capacità quasi netta. Il magnesio parzialmente solidificato presenta un comportamento di flusso non newtoniano, riempiendo geometrie complesse con una turbolenza minima. Le temperature di processo di 50-80°C inferiori alla pressocolata convenzionale riducono l'usura dello stampo e prolungano la durata dell'utensile.
| Tecnologia | Stato attuale | Potenziale di riduzione del peso | Cronologia |
|---|---|---|---|
| Pressocolata sottovuoto | Commerciale | 5-10% aggiuntivo | Disponibile |
| Processo semisolido | Sviluppo | 10-15% aggiuntivo | 2-3 anni |
| Componenti ibridi Mg-Al | Pilota | 15-25% vs tutto-Al | 3-5 anni |
| Produzione additiva | Ricerca | 30-50% ottimizzato | 5-7 anni |
Domande frequenti
Quali sono le tolleranze tipiche ottenibili con la pressocolata di magnesio per componenti automobilistici?
La pressocolata di magnesio raggiunge tolleranze dimensionali di ±0,08-0,15 mm per caratteristiche fino a 100 mm, con tolleranze più strette di ±0,05 mm possibili per dimensioni critiche attraverso la lavorazione secondaria. La finitura superficiale varia in genere da 1,6 a 3,2 μm Ra come fuso.
Come si confronta la pressocolata di magnesio con l'alluminio in termini di resistenza alla corrosione?
Il magnesio non trattato mostra una minore resistenza alla corrosione rispetto all'alluminio, richiedendo rivestimenti protettivi per il servizio automobilistico. Con un'adeguata anodizzazione o trattamenti di rivestimento di conversione, i componenti in magnesio ottengono una protezione dalla corrosione di livello automobilistico che soddisfa i requisiti del test in nebbia salina di 1000 ore.
Quali sono le considerazioni sulla sicurezza antincendio quando si lavora con la pressocolata di magnesio?
La temperatura di accensione del magnesio di 650°C è superiore alle tipiche temperature di pressocolata di 620-680°C, rendendo il rischio di incendio minimo durante le normali operazioni. Le procedure di emergenza richiedono estintori di classe D specificamente progettati per incendi di metalli. I sistemi a base d'acqua sono severamente vietati in quanto intensificano gli incendi di magnesio.
I getti di magnesio possono essere saldati o uniti ad altri materiali automobilistici?
I componenti in magnesio si uniscono ad altri materiali tramite fissaggio meccanico, incollaggio adesivo o tecniche di saldatura specializzate. La saldatura a frizione consente l'unione a componenti in alluminio, mentre gli adesivi strutturali classificati per il servizio automobilistico forniscono legami duraturi. La saldatura ad arco tradizionale richiede schermatura a gas inerte e materiali di riempimento in magnesio.
Quali spessori minimi di parete sono ottenibili nella pressocolata di magnesio automobilistico?
Lo spessore minimo della parete dipende dalle dimensioni del componente e dalla selezione della lega. I componenti di piccole dimensioni raggiungono costantemente pareti di 0,6 mm, mentre le parti automobilistiche più grandi come i cruscotti mantengono uno spessore di 0,8-1,0 mm. La variazione uniforme dello spessore della parete entro ±0,2 mm garantisce proprietà meccaniche coerenti.
In che modo le considerazioni sul riciclaggio influiscono sulla progettazione dei componenti di pressocolata di magnesio?
La progettazione per il riciclaggio richiede di ridurre al minimo gli inserti di materiali dissimili e garantire una separazione pulita a fine vita. Il magnesio mantiene le proprietà attraverso più cicli di riciclaggio, ma la contaminazione da elementi di fissaggio in acciaio o inserti in alluminio influisce sulla qualità della lega. I design a scatto eliminano gli elementi di fissaggio permanenti mantenendo l'integrità dell'assemblaggio.
Quali sono i tempi di consegna tipici e i costi di attrezzaggio per gli utensili di pressocolata automobilistica in magnesio?
La fabbricazione degli utensili richiede 12-16 settimane per componenti automobilistici complessi, con costi che variano da € 85.000 a 250.000 a seconda della complessità del componente e del numero di cavità. L'acciaio per utensili H13 offre un equilibrio ottimale tra conduttività termica e resistenza all'usura per il servizio in magnesio, con una durata prevista dell'utensile di 80.000-120.000 colpi.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece