Ranurado en V: Creación de dobleces pronunciados en láminas metálicas arquitectónicas
Los dobleces pronunciados y precisos en láminas metálicas arquitectónicas requieren más que el conformado estándar con freno: exigen el ranurado en V, una técnica especializada que elimina material a lo largo de líneas predeterminadas para crear pliegues limpios y precisos. Este proceso permite radios de curvatura tan ajustados como 0,5 mm, manteniendo la integridad estructural en materiales desde Al 6061-T6 hasta grados de acero inoxidable de alta resistencia.
Puntos Clave
- El ranurado en V logra radios de curvatura entre un 60 y un 80 % más pequeños que el conformado convencional con freno, al tiempo que elimina las concentraciones de tensión del material.
- Los cálculos de la profundidad de la ranura deben tener en cuenta el grosor del material, el ángulo de flexión y las características de recuperación elástica específicas de cada aleación.
- La geometría adecuada de la herramienta y las velocidades de avance evitan el endurecimiento por trabajo y los defectos superficiales en los acabados de calidad arquitectónica.
- La rentabilidad emerge en tiradas de producción de volumen medio a alto, donde la precisión justifica el paso de procesamiento adicional.
Fundamentos del ranurado en V y comportamiento del material
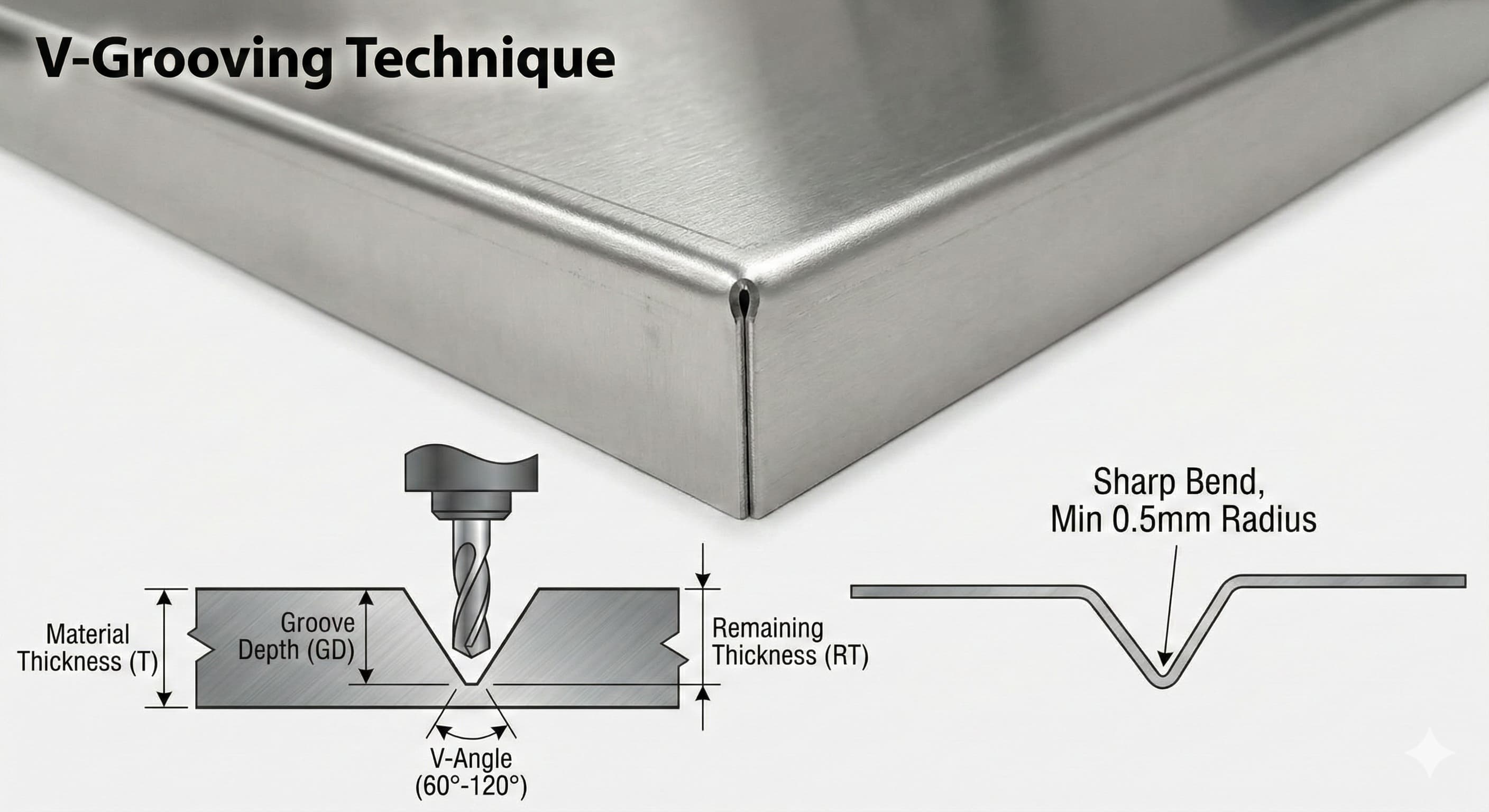
El ranurado en V crea una debilidad controlada a lo largo de la línea de flexión al eliminar una sección triangular de material de la superficie exterior. A diferencia del rayado o la perforación, este proceso mantiene la continuidad del material al tiempo que permite dobleces pronunciados que de otro modo se agrietarían o arrugarían. La geometría de la ranura sigue relaciones matemáticas específicas basadas en las propiedades del material y los ángulos de flexión deseados.
El cálculo de la profundidad crítica para las ranuras en V sigue la fórmula: Profundidad de la ranura = (Grosor del material - Grosor restante deseado) donde el grosor restante normalmente oscila entre 0,15 mm y 0,30 mm dependiendo del grado del material y los requisitos de la aplicación. Para Al 6061-T6 con un grosor de 2,0 mm apuntando a una flexión de 90 grados, la profundidad óptima de la ranura alcanza 1,7 mm, dejando 0,3 mm de material para formar la bisagra.
La selección del material impacta significativamente las tasas de éxito del ranurado en V. Las aleaciones de aluminio demuestran excelentes características de ranurado en V, con 6061-T6 que ofrece una formabilidad superior en comparación con la mayor resistencia de 7075-T6, pero una ductilidad reducida. Comprender el comportamiento de la aleación de aluminio durante las operaciones de flexión se vuelve crucial para prevenir el microfisuramiento a lo largo de los bordes de la ranura.
| Grado del material | Profundidad máxima de ranura (%) | Radio de curvatura mínimo (mm) | Factor de recuperación elástica | Índice de costo (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Acero dulce | 82% | 0.8 | 1.08 | €2.10 |
Especificaciones de herramientas y equipos
El ranurado en V requiere herramientas especializadas diseñadas para crear perfiles de ranura consistentes mientras se mantiene la integridad del acabado superficial. Los sistemas basados en enrutadores que utilizan brocas con punta de carburo representan el enfoque más común para aplicaciones arquitectónicas, ofreciendo un control superior sobre la geometría de la ranura en comparación con las alternativas de láser o chorro de agua.
Las especificaciones de la geometría de la herramienta impactan directamente la calidad del resultado. Las brocas de enrutador de ranura en V presentan ángulos incluidos que normalmente oscilan entre 60 y 120 grados, con herramientas de 90 grados que proporcionan un equilibrio óptimo entre la eficiencia de eliminación de material y la retención de resistencia estructural. La geometría del filo incorpora ángulos de alivio específicos (normalmente 12-15 grados de alivio primario con 3-5 grados de alivio secundario) para minimizar las fuerzas de corte y evitar el endurecimiento por trabajo.
Las velocidades de avance y las velocidades del husillo requieren una optimización cuidadosa basada en las propiedades del material. Para las aleaciones de aluminio, los parámetros óptimos incluyen velocidades de husillo de 18 000 a 24 000 RPM con velocidades de avance de 2,5 a 4,0 m/min. Los grados de acero inoxidable exigen velocidades reducidas (12 000-16 000 RPM) con velocidades de avance proporcionalmente más lentas (1,5-2,5 m/min) para evitar la generación excesiva de calor que podría alterar la microestructura del material.
Los servicios de mecanizado CNC de precisión modernos incorporan sistemas de control de avance adaptativo que ajustan automáticamente los parámetros de corte en función de la retroalimentación de fuerza en tiempo real, lo que garantiza una calidad de ranura constante en zonas de grosor y dureza del material variables.
Parámetros del proceso y control de calidad
El ranurado en V exitoso depende del control preciso de múltiples variables interdependientes. La tolerancia de la profundidad de la ranura normalmente mantiene ±0,05 mm en toda la longitud de la línea de flexión, lo que requiere un monitoreo continuo a través de sistemas de medición de contacto o sin contacto. La desviación más allá de estos límites da como resultado ángulos de flexión inconsistentes o una posible falla del material durante el conformado.
La rugosidad de la superficie dentro de la ranura afecta significativamente la estética final de la pieza y la resistencia a la corrosión. Las aplicaciones arquitectónicas normalmente especifican valores de Ra por debajo de 1,6 μm a lo largo de las superficies de la ranura, lo que se puede lograr mediante la selección adecuada de la herramienta y la aplicación de líquido de corte. Los fluidos de corte sintéticos con aditivos de presión extrema evitan la formación de bordes acumulados al tiempo que mantienen un excelente acabado superficial.
Para obtener resultados de alta precisión, reciba una cotización detallada en 24 horas de Microns Hub.
La consistencia del perfil de la ranura en las tiradas de producción requiere la implementación del control estadístico del proceso. Los puntos de control críticos incluyen la variación de la profundidad de la ranura, la consistencia del ángulo de la pared lateral y las mediciones de rugosidad de la superficie tomadas a intervalos predeterminados. Los gráficos de control que rastrean estos parámetros permiten el mantenimiento proactivo de la herramienta y el ajuste de los parámetros antes de que se produzca la degradación de la calidad.
Gestión de la temperatura durante el procesamiento
La generación de calor durante las operaciones de ranurado en V puede afectar significativamente las propiedades del material y la precisión dimensional. Las temperaturas excesivas promueven la migración del límite de grano en las aleaciones de aluminio, lo que podría reducir la resistencia a la fatiga a lo largo de la línea de flexión. El monitoreo de la temperatura mediante sensores infrarrojos garantiza que las temperaturas de procesamiento permanezcan por debajo de los umbrales críticos, normalmente 150 °C para las aleaciones de aluminio y 200 °C para los grados de acero inoxidable.
Las estrategias de enfriamiento se extienden más allá de la aplicación convencional de refrigerante de inundación. Los sistemas de enfriamiento criogénico que utilizan nitrógeno líquido o dióxido de carbono proporcionan un control de temperatura superior al tiempo que eliminan las preocupaciones de contaminación relacionadas con el refrigerante que son críticas en las aplicaciones arquitectónicas que requieren acabados superficiales prístinos.
Operaciones de conformado y precisión de la flexión
La operación de conformado que sigue al ranurado en V requiere técnicas especializadas para lograr los dobleces pronunciados que justifican el costo de procesamiento adicional. Las herramientas estándar de freno de prensa resultan inadecuadas para las piezas ranuradas en V, lo que requiere diseños de punzón y matriz personalizados que se adapten al grosor reducido del material a lo largo de las líneas de flexión.
La precisión del ángulo de flexión depende en gran medida de los cálculos de compensación de la recuperación elástica específicos para cada material y configuración de ranura. Los factores de recuperación elástica varían significativamente entre los grados de material, desde una corrección mínima (1-2 grados) para las aleaciones de aluminio endurecidas por trabajo hasta una compensación sustancial (8-12 grados) para los grados de acero inoxidable de alta resistencia.
Las matrices de conformado personalizadas incorporan características de alivio que evitan la interferencia con la geometría de la ranura en V durante la operación de flexión. Estas matrices cuentan con un área de contacto reducida a lo largo de la línea de la ranura al tiempo que mantienen un soporte completo para el material circundante, lo que evita la deformación localizada que podría comprometer la calidad de la flexión.
| Ángulo de curvatura | Recuperación elástica Al 6061-T6 | Recuperación elástica SS 316L | Sobrecurvado requerido | Logro de tolerancia |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Análisis de costos y consideraciones económicas
La economía del ranurado en V depende de varios factores, incluidos los costos de los materiales, el tiempo de procesamiento, los requisitos de herramientas y las especificaciones de calidad. El paso de procesamiento adicional normalmente agrega entre 0,15 y 0,35 € por metro lineal de ranura, variando con el grosor del material y los niveles de precisión requeridos.
El análisis del punto de equilibrio revela que la rentabilidad del ranurado en V emerge alrededor de 50-75 piezas para componentes arquitectónicos típicos. Por debajo de este umbral, las técnicas alternativas, como el corte por láser con microjuntas, pueden resultar más económicas. Por encima de 200 piezas, el ranurado en V demuestra claras ventajas de costos al tiempo que ofrece resultados estéticos superiores.
Las consideraciones sobre la vida útil de la herramienta impactan significativamente los costos por pieza. Las brocas de enrutador de carburo normalmente alcanzan entre 2500 y 4000 metros lineales de ranurado en aleaciones de aluminio antes de requerir reemplazo, mientras que las aplicaciones de acero inoxidable reducen la vida útil de la herramienta a entre 800 y 1200 metros lineales. Las herramientas con recubrimiento de diamante extienden la vida útil entre 3 y 4 veces, pero aumentan los costos iniciales de las herramientas entre 200 y 300 € por herramienta.
Integración del acabado superficial
Las operaciones de ranurado en V deben considerar los procesos de acabado posteriores para optimizar los costos totales de producción. Las aplicaciones de recubrimiento en polvo requieren consideraciones específicas de tolerancia ya que el grosor del recubrimiento varía entre las áreas de la ranura y las superficies planas.
Los procesos de anodizado presentan desafíos únicos para los componentes de aluminio ranurados en V. El grosor reducido del material a lo largo de las líneas de la ranura crea variaciones en la densidad de corriente durante el anodizado, lo que podría resultar en variaciones de color. Los accesorios de anodizado especializados y los sistemas de distribución de corriente abordan estos desafíos, pero agregan entre 0,25 y 0,45 € por pieza en costos de procesamiento.
Garantía de calidad y protocolos de inspección
La garantía de calidad integral para los componentes ranurados en V se extiende más allá de la verificación dimensional para incluir la evaluación de la integridad del material y la evaluación de la resistencia a la fatiga. Los protocolos de inspección visual identifican posibles defectos, incluidos el microfisuramiento, las marcas de herramientas y la contaminación de la superficie que podrían comprometer el rendimiento a largo plazo.
La inspección dimensional utiliza máquinas de medición por coordenadas (MMC) equipadas con software especializado para el análisis del perfil de la ranura. Las mediciones críticas incluyen la consistencia de la profundidad de la ranura, la verificación del ángulo de la pared lateral y la precisión del ángulo de flexión después de las operaciones de conformado. Los planes de muestreo estadístico basados en MIL-STD-105E proporcionan frecuencias de inspección adecuadas al tiempo que mantienen el control de costos.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y el enfoque de nuestros servicios de fabricación integrados significan que cada proyecto de ranurado en V recibe la atención al detalle que merece, desde la consulta inicial de diseño hasta la verificación final de la calidad.
Los métodos de prueba no destructivos verifican la integridad del material a lo largo de las líneas de la ranura sin comprometer la funcionalidad de la pieza. La inspección con líquidos penetrantes revela defectos que rompen la superficie, mientras que las pruebas de corrientes de Foucault identifican defectos subsuperficiales que podrían propagarse durante la carga de servicio. Estos protocolos de prueba resultan particularmente críticos para las aplicaciones arquitectónicas estructurales donde las consecuencias de la falla justifican los costos de inspección adicionales.
Consideraciones sobre el rendimiento a la fatiga
Los dobleces ranurados en V introducen factores de concentración de tensión que deben evaluarse para aplicaciones cargadas cíclicamente. El modelado de análisis de elementos finitos (FEA) predice la vida útil a la fatiga en función de la geometría de la ranura, las propiedades del material y las condiciones de carga anticipadas. Los factores de concentración de tensión normalmente oscilan entre 1,8 y 2,4 dependiendo de la profundidad de la ranura y las especificaciones del radio.
Los protocolos de prueba de fatiga que siguen los estándares ASTM D7791 validan las predicciones analíticas a través de pruebas de laboratorio controladas. Los componentes de muestra se someten a carga cíclica a niveles de tensión que representan el 150 % de las condiciones de servicio anticipadas, con criterios de falla definidos como la propagación visible de grietas más allá de los límites de la ranura.
Pautas de diseño y mejores prácticas
El diseño eficaz de ranuras en V requiere una cuidadosa consideración de las relaciones geométricas, las restricciones de materiales y las limitaciones de fabricación. Las pautas de diseño previenen errores comunes al tiempo que optimizan la capacidad de fabricación y las características de rendimiento.
Las especificaciones de distancia mínima entre ranuras adyacentes evitan el debilitamiento del material que podría comprometer la integridad estructural. Para las aleaciones de aluminio, el espaciamiento mínimo es igual a 5 veces el grosor del material, mientras que los grados de acero inoxidable requieren 6 veces el grosor del material debido a las mayores características de endurecimiento por trabajo. Un espaciamiento más cercano requiere un análisis de elementos finitos para verificar márgenes de resistencia adecuados.
Los detalles de terminación de la ranura impactan significativamente tanto la estética como el rendimiento estructural. Las terminaciones cónicas que se extienden entre 2 y 3 mm más allá de la línea de flexión requerida previenen las concentraciones de tensión al tiempo que mantienen una apariencia visual limpia. Las terminaciones abruptas de la ranura crean elevadores de tensión que pueden iniciar la propagación de grietas en condiciones de carga cíclica.
| Parámetro de diseño | Aleaciones de aluminio | Acero inoxidable | Acero dulce | Impacto en el costo |
|---|---|---|---|---|
| Espaciamiento mínimo de ranura | 5x espesor | 6x espesor | 4x espesor | Alta densidad = +15% |
| Longitud máxima de ranura | 3000 mm | 2500 mm | 3500 mm | Longitud >2m = +8% |
| Conicidad de terminación | 2.5 mm | 3.0 mm | 2.0 mm | Característica estándar |
| Rugosidad de la superficie | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Aplicaciones avanzadas y técnicas emergentes
Las aplicaciones emergentes de ranurado en V superan los límites tradicionales a través de enfoques innovadores y sistemas de herramientas avanzados. Las máquinas CNC multieje permiten geometrías de ranura compuestas que crean formas tridimensionales complejas imposibles a través de técnicas convencionales.
El ranurado en V asistido por láser representa un enfoque híbrido que combina mecanismos de eliminación de material térmicos y mecánicos. El precalentamiento del material inmediatamente delante de la herramienta de corte reduce las fuerzas de corte en un 30-40 % al tiempo que permite ranuras más profundas en materiales de alta resistencia que antes se consideraban inadecuados para el ranurado en V convencional.
Los sistemas de control adaptativo que incorporan retroalimentación de fuerza y temperatura en tiempo real optimizan los parámetros de corte continuamente durante toda la operación de ranurado. Los algoritmos de aprendizaje automático analizan datos históricos para predecir combinaciones de parámetros óptimas basadas en las variaciones del lote de material y las condiciones de desgaste de la herramienta, mejorando la consistencia al tiempo que reducen los requisitos de habilidad del operador.
Integración con la fabricación digital
La tecnología de gemelo digital permite la optimización virtual de los parámetros de ranurado en V antes de que comience la producción física. Los modelos integrales que incorporan las propiedades del material, la geometría de la herramienta y la dinámica de la máquina predicen las condiciones de corte óptimas al tiempo que identifican posibles problemas de calidad antes de que ocurran en la producción.
Los sistemas de inspección automatizados que utilizan tecnología de visión artificial proporcionan una verificación dimensional del 100 % de la geometría de la ranura sin afectar el rendimiento de la producción. Las cámaras de alta resolución combinadas con la proyección de luz estructurada crean perfiles 3D detallados de cada ranura, comparando los resultados con las especificaciones CAD con capacidades de resolución por debajo de 0,01 mm.
Solución de problemas de defectos comunes
Los procedimientos sistemáticos de análisis y corrección de defectos garantizan una calidad de ranurado en V constante en diversas condiciones de producción. Comprender las causas raíz permite una resolución rápida de problemas al tiempo que previene problemas de calidad recurrentes.
Las marcas de vibración a lo largo de las superficies de la ranura normalmente resultan de una rigidez insuficiente de la máquina o parámetros de corte inapropiados. Las soluciones incluyen reducir las velocidades de avance en un 20-30 %, aumentar la velocidad del husillo dentro de los rangos recomendados o implementar accesorios de amortiguación de vibraciones. La vibración severa puede requerir un análisis dinámico de la máquina para identificar las frecuencias de resonancia.
La variación de la profundidad de la ranura que excede ±0,05 mm a menudo indica desgaste de la herramienta, juego de la máquina o problemas de deflexión de la pieza de trabajo. La medición sistemática de la profundidad de la ranura a intervalos regulares identifica patrones de tendencias que permiten el reemplazo predictivo de la herramienta antes de que se produzca la degradación de la calidad. La fijación de la pieza de trabajo debe proporcionar una rigidez adecuada para evitar la deflexión bajo las fuerzas de corte.
Desafíos específicos del material
El endurecimiento por trabajo en los grados de acero inoxidable crea un desgaste progresivo de la herramienta y una degradación de la calidad de la superficie. Las estrategias de mitigación incluyen la aplicación optimizada de líquido de corte, velocidades de corte reducidas y recubrimientos de herramientas especializados diseñados para aplicaciones de acero inoxidable. Los recubrimientos de TiAlN demuestran un rendimiento superior en comparación con las alternativas estándar de TiN.
La formación de bordes acumulados en las herramientas de corte degrada el acabado superficial al tiempo que crea imprecisiones dimensionales. Este fenómeno resulta más problemático con las aleaciones de aluminio que contienen un alto contenido de silicio. Los filos de corte afilados, las velocidades de corte apropiadas y la evacuación eficaz de virutas evitan la formación de bordes acumulados al tiempo que prolongan la vida útil de la herramienta.
Preguntas frecuentes
¿Cuál es el grosor mínimo del material adecuado para el ranurado en V?
El ranurado en V funciona eficazmente en materiales tan delgados como 0,8 mm, aunque los resultados óptimos se producen con grosores de 1,5 mm y superiores. Los materiales más delgados requieren herramientas especializadas y pueden lograr ángulos de flexión limitados debido a las limitaciones estructurales a lo largo de la línea de la ranura.
¿Cómo afecta el ranurado en V a la resistencia del material en comparación con el doblado estándar?
El ranurado en V reduce el área de la sección transversal a lo largo de la línea de flexión, lo que normalmente disminuye la resistencia local en un 15-25 % dependiendo de la profundidad de la ranura. Sin embargo, la eliminación del endurecimiento por trabajo y las tensiones residuales a menudo resulta en un rendimiento a la fatiga superior en comparación con los métodos de doblado convencionales.
¿Se pueden soldar o unir las piezas ranuradas en V a otros componentes?
Sí, los componentes ranurados en V aceptan métodos de unión estándar, incluidos la soldadura, el soldeo fuerte y la fijación mecánica. La soldadura requiere una gestión cuidadosa del calor para evitar la distorsión a lo largo de las áreas delgadas de la ranura. La soldadura TIG con ajustes de amperaje reducidos normalmente proporciona resultados óptimos.
¿Qué tolerancias se pueden lograr para los ángulos de flexión en las piezas ranuradas en V?
Las tolerancias del ángulo de flexión de ±0,5° se pueden lograr de forma rutinaria para ángulos de hasta 90°, con ±1,0° típico para dobleces más pronunciados de hasta 150°. Las tolerancias más estrictas requieren operaciones secundarias o técnicas de conformado especializadas que aumentan los costos de procesamiento en un 20-30 %.
¿Cómo afecta el acabado superficial en la ranura a la apariencia final de la pieza?
El acabado superficial de la ranura impacta directamente la apariencia final de la línea de flexión, particularmente en acabados cepillados o pulidos. Los valores de Ra por debajo de 1,6 μm garantizan que el área de la ranura se mezcle a la perfección con las superficies circundantes después del conformado, mientras que los acabados más rugosos pueden permanecer visibles como una línea distinta.
¿Es adecuado el ranurado en V para aplicaciones arquitectónicas al aire libre?
El ranurado en V resulta excelente para aplicaciones al aire libre cuando se diseña y se termina correctamente. El grosor reducido del material a lo largo de las líneas de flexión requiere consideración durante la planificación de la protección contra la corrosión, pero los componentes de aluminio anodizado o acero inoxidable pasivado correctamente demuestran una durabilidad equivalente a las piezas conformadas convencionalmente.
¿Cuáles son los plazos de entrega típicos para los componentes arquitectónicos ranurados en V?
Los plazos de entrega dependen de la complejidad y la cantidad, pero normalmente oscilan entre 5 y 10 días hábiles para los paneles arquitectónicos estándar. Los requisitos de herramientas personalizadas pueden agregar entre 3 y 5 días a los pedidos iniciales, mientras que los pedidos repetidos que utilizan herramientas existentes mantienen los plazos de entrega estándar.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece