Recubrimiento en polvo de chapa metálica: Contabilización de la acumulación de espesor en las tolerancias
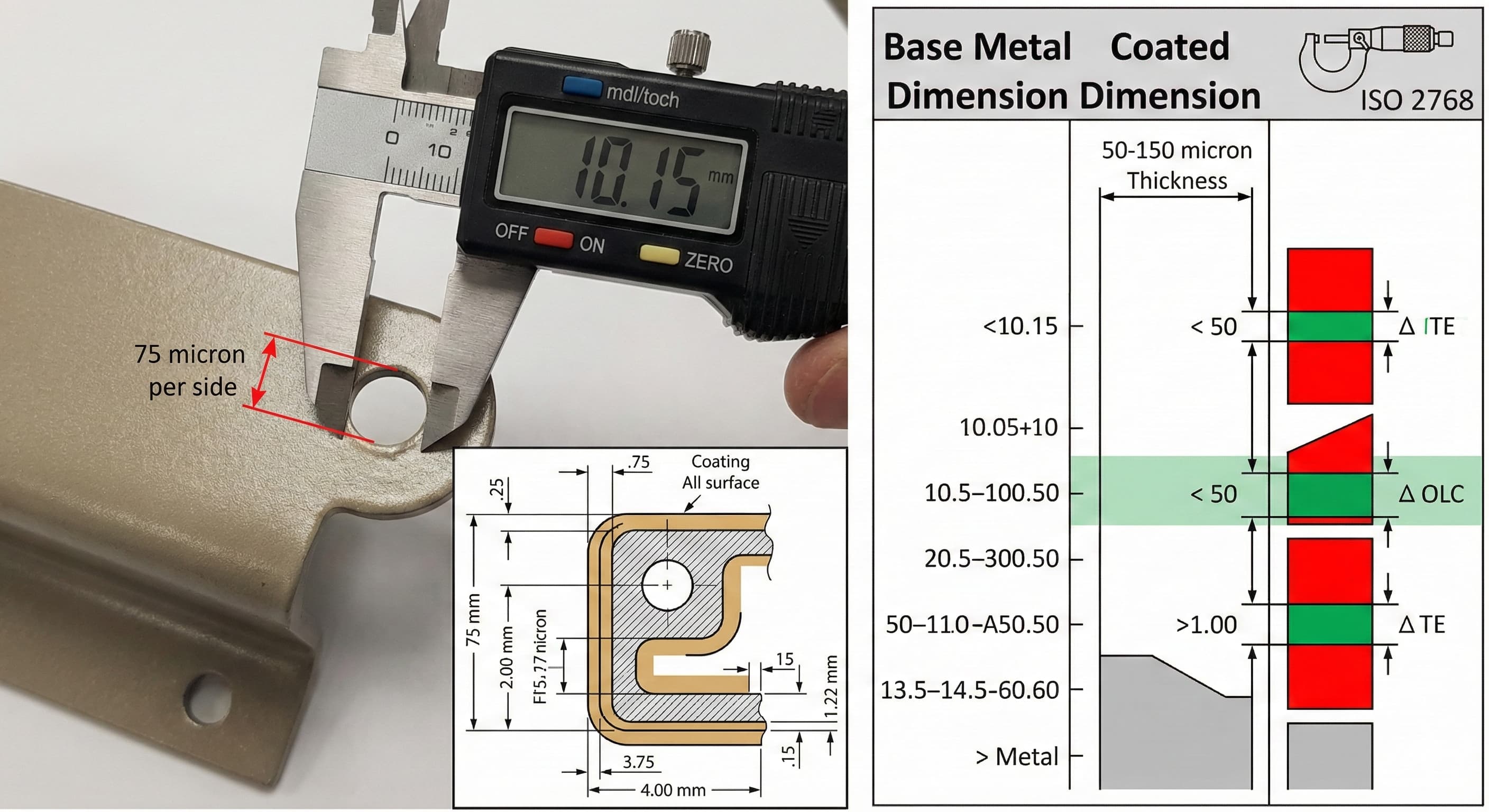
El espesor del recubrimiento en polvo presenta una de las variables que se pasan por alto con más frecuencia en la fabricación de chapa metálica de precisión. Un recubrimiento en polvo típico añade entre 50 y 150 micras a todas las superficies, lo que altera fundamentalmente la precisión dimensional y requiere una planificación cuidadosa de las tolerancias desde la fase de diseño hasta la inspección final.
Puntos clave:
- El espesor estándar del recubrimiento en polvo oscila entre 50 y 150 micras, lo que repercute directamente en las tolerancias dimensionales de todas las superficies recubiertas.
- Las dimensiones críticas deben tener en cuenta la acumulación de recubrimiento mediante la reducción deliberada del tamaño de los componentes de metal base.
- Las tolerancias generales ISO 2768 resultan insuficientes para las piezas con recubrimiento en polvo que requieren un ajuste y un montaje de precisión.
- La planificación dimensional previa al recubrimiento puede evitar costosos trabajos de rectificación y garantizar la funcionalidad adecuada de las piezas.
Comprensión de las variables del espesor del recubrimiento en polvo
El espesor del recubrimiento en polvo varía significativamente en función del método de aplicación, el tipo de polvo y la preparación del sustrato. La aplicación por pulverización electrostática suele producir películas de entre 60 y 120 micras, mientras que el recubrimiento por lecho fluidizado puede alcanzar entre 150 y 500 micras, dependiendo de la temperatura de la pieza y el tiempo de inmersión.
La relación entre el tamaño de las partículas de polvo y el espesor final sigue patrones predecibles. Los polvos finos (10-30 micras) crean acabados más lisos, pero requieren múltiples pasadas para obtener un espesor adecuado, mientras que los polvos gruesos (30-80 micras) aumentan el espesor rápidamente, pero pueden comprometer la calidad de la superficie en los detalles.
La geometría del sustrato influye significativamente en la distribución del recubrimiento. Las esquinas internas y las zonas empotradas suelen recibir entre el 70 y el 80 % del espesor que se encuentra en las superficies planas, mientras que los bordes externos y las esquinas afiladas suelen acumular entre el 120 y el 150 % del espesor nominal debido a la concentración del campo eléctrico durante la aplicación.
El control de la temperatura durante el curado afecta al espesor final a través de las características de flujo y nivelación. Los polvos de poliéster se curan de forma óptima a 180-200 °C, produciendo un espesor uniforme con una textura de piel de naranja mínima. Las formulaciones epoxi requieren entre 160 y 180 °C, pero ofrecen una cobertura de los bordes y una penetración superiores en geometrías complejas.
Impacto dimensional en las características comunes de la chapa metálica
Los orificios y las características internas experimentan una reducción del diámetro igual al doble del espesor del recubrimiento. Un orificio de 10,0 mm con un recubrimiento de 75 micras se convierte en 9,85 mm, lo que representa un cambio dimensional del 1,5 % que puede impedir la inserción correcta de los elementos de fijación o el montaje de los componentes.
Las características roscadas presentan retos particulares, ya que la acumulación de recubrimiento se produce tanto en los diámetros mayor como menor. Las roscas M6 x 1,0 con un recubrimiento de 100 micras pueden requerir un ajuste de la broca de roscar de 5,0 mm a 5,2 mm para mantener un enganche adecuado de la rosca después del recubrimiento.
Los bordes doblados y las características formadas acumulan espesor de recubrimiento tanto en los radios interiores como exteriores.Los cálculos del radio de curvatura mínimo deben tener en cuenta el espesor del recubrimiento para evitar que se produzcan grietas durante el proceso de curvatura o la aplicación del recubrimiento.
La anchura de las ranuras disminuye el doble del espesor del recubrimiento, lo que afecta a los ajustes deslizantes y las holguras. Una ranura de 12,0 mm se convierte en 11,85 mm con un recubrimiento de 75 micras, lo que podría unir componentes diseñados para ajustes H7/g6.
Consideraciones sobre el recubrimiento específicas del material
Los diferentes materiales del sustrato presentan diferentes características de uniformidad del espesor y adherencia del recubrimiento que repercuten directamente en la precisión dimensional.
| Grado del material | Rango típico de espesor (μm) | Factor de uniformidad | Acumulación en el borde | Impacto en el costo |
|---|---|---|---|---|
| Al 6061-T6 | 60-100 | ±15% | 1.2-1.4x | €2.50/m² |
| Al 5052-H32 | 65-110 | ±20% | 1.1-1.3x | €2.30/m² |
| Acero laminado en frío | 70-120 | ±10% | 1.3-1.5x | €2.80/m² |
| Inoxidable 304 | 80-130 | ±25% | 1.0-1.2x | €3.50/m² |
| Acero galvanizado | 75-125 | ±12% | 1.4-1.6x | €3.00/m² |
Los sustratos de aluminio generalmente proporcionan el espesor de recubrimiento más predecible debido a la excelente atracción electrostática y la preparación uniforme de la superficie. La capa de óxido natural mejora la adherencia del polvo al tiempo que mantiene una acumulación uniforme de la película en geometrías complejas.
El acero laminado en frío requiere un recubrimiento de conversión de fosfato para una adherencia óptima, lo que añade entre 5 y 10 micras al espesor total. Este pretratamiento mejora la uniformidad del recubrimiento, pero aumenta la variación dimensional, especialmente alrededor de las juntas soldadas y las zonas afectadas por el calor.
Los sustratos de acero inoxidable presentan retos únicos debido a su capa de óxido pasiva. La abrasión mecánica o el grabado químico se hacen necesarios para una adherencia adecuada, lo que puede afectar a las dimensiones del material base antes de la aplicación del recubrimiento.
Estrategias de diseño de tolerancias
El diseño eficaz de tolerancias para las piezas con recubrimiento en polvo requiere una compensación dimensional sistemática basada en las predicciones del espesor del recubrimiento y la complejidad geométrica.
Las dimensiones críticas deben especificar zonas sin recubrimiento mediante enmascaramiento o mecanizado posterior al recubrimiento. El enmascaramiento añade entre 0,50 y 1,20 € por característica, pero garantiza la precisión dimensional de las superficies de apoyo, los orificios roscados y los ajustes de precisión.
La tolerancia bilateral proporciona una flexibilidad óptima para las dimensiones recubiertas. En lugar de especificar 25,0 ±0,1 mm, utilice 24,925 +0,175/-0,025 mm para tener en cuenta el espesor de recubrimiento esperado, manteniendo al mismo tiempo los requisitos funcionales.
Para obtener resultados de alta precisión,Obtenga un presupuesto en 24 horas de Microns Hub.
El dimensionamiento funcional separa las características críticas de las no críticas. Los diámetros de los cojinetes, las superficies de acoplamiento y las referencias de montaje requieren un control estricto, mientras que las superficies estéticas pueden adaptarse a las variaciones estándar del recubrimiento sin impacto funcional.
El análisis estadístico de tolerancias se vuelve esencial para los montajes que contienen varios componentes recubiertos. La simulación de Monte Carlo ayuda a predecir las tasas de éxito del montaje e identificar los contribuyentes críticos a la tolerancia antes de que comience la producción.
Métodos de control de calidad e inspección
La medición del espesor del recubrimiento requiere técnicas no destructivas adecuadas para los entornos de producción. Los medidores magnéticos y de corrientes parásitas proporcionan una precisión de ±2-5 % para la mayoría de las aplicaciones, mientras que los métodos ultrasónicos alcanzan una precisión de ±1-2 % en geometrías complejas.
Las pruebas destructivas mediante análisis de secciones transversales ofrecen una medición definitiva del espesor y una evaluación de la calidad del recubrimiento. Este método identifica problemas de deslaminación, porosidad y adherencia que afectan a la estabilidad dimensional a largo plazo.
La supervisión en proceso durante la aplicación del polvo ayuda a mantener la uniformidad del espesor. El voltaje electrostático, el caudal de polvo y la puesta a tierra de las piezas influyen en el espesor final y deben registrarse para cada lote de producción.
La inspección dimensional posterior al curado debe tener en cuenta la contracción del recubrimiento durante la polimerización. Los polvos termoendurecibles suelen contraerse entre un 2 y un 5 % durante el curado, lo que afecta a las dimensiones finales y puede crear tensiones internas en los componentes de paredes delgadas.
| Método de inspección | Precisión | Costo por prueba | Tiempo requerido | Mejor aplicación |
|---|---|---|---|---|
| Desprendimiento magnético | ±5% | €0.20 | 10 segundos | Sustratos ferrosos |
| Corriente de Foucault | ±3% | €0.35 | 15 segundos | Metales no ferrosos |
| Ultrasónico | ±2% | €0.50 | 30 segundos | Geometrías complejas |
| Sección transversal | ±1% | €15.00 | 45 minutos | Validación de calidad |
| Retrodispersión beta | ±2% | €0.80 | 60 segundos | Sistemas automatizados |
Integración de procesos con el flujo de trabajo de fabricación
La integración exitosa del recubrimiento en polvo requiere la coordinación entre las operaciones de diseño, fabricación y acabado.Nuestros servicios de fabricación abarcan este flujo de trabajo completo para garantizar la precisión dimensional durante toda la secuencia de producción.
La fabricación previa al recubrimiento debe tener en cuenta el espesor del recubrimiento en todas las características mecanizadas. La programación CNC requiere ajustes de compensación que suelen oscilar entre 0,050 y 0,150 mm, dependiendo del espesor de recubrimiento esperado y de la criticidad de la característica.
El diseño de la fijación afecta a la distribución del recubrimiento y a las dimensiones finales. Los puntos de contacto crean sombras de recubrimiento, mientras que una fuerza de sujeción excesiva puede deformar las secciones delgadas durante el ciclo de curado. Los accesorios con resorte mantienen el posicionamiento de las piezas al tiempo que se adaptan a la expansión térmica.
La preparación de la junta soldada se vuelve crítica, ya que las variaciones del espesor del recubrimiento alrededor de las zonas afectadas por el calor pueden crear concentraciones de tensión e inconsistencias dimensionales. El rectificado posterior a la soldadura hasta obtener un perfil de superficie uniforme garantiza una aplicación uniforme del recubrimiento.
Similar a servicios de moldeo por inyección que requieren un control preciso de la temperatura y la presión, el recubrimiento en polvo exige una gestión cuidadosa de los parámetros para lograr resultados uniformes en todas las series de producción.
Optimización de costes mediante el diseño
El diseño optimizado para el recubrimiento reduce tanto los costes de material como la variación dimensional, manteniendo al mismo tiempo los requisitos funcionales. Las características geométricas simples se recubren de forma más uniforme que las formas complejas, lo que reduce la variación del espesor y mejora la previsibilidad.
La consolidación de piezas mediante soldadura o montaje mecánico antes del recubrimiento elimina múltiples operaciones de recubrimiento y reduce la acumulación dimensional. La construcción de una sola pieza suele costar entre un 15 y un 25 % menos que el recubrimiento de componentes individuales por separado.
Los requisitos de preparación de la superficie varían significativamente en función del estado del sustrato y de las especificaciones del recubrimiento. La eliminación de la cascarilla de laminación añade entre 1,50 y 3,00 € por metro cuadrado, pero garantiza una adherencia y un espesor uniformes del recubrimiento. La limpieza química cuesta entre 0,80 y 1,20 € por metro cuadrado y se adapta a la mayoría de las aplicaciones comerciales.
Los sistemas de recuperación de polvo pueden reducir los costes de material entre un 20 y un 40 % manteniendo al mismo tiempo la calidad del recubrimiento. Sin embargo, el control del espesor se vuelve más difícil debido a los cambios en el tamaño de las partículas durante el proceso de recuperación, lo que requiere una calibración y una supervisión más frecuentes.
Al realizar pedidos a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y nuestro enfoque de servicio personalizado significan que cada proyecto recibe la atención al detalle necesaria para obtener resultados de recubrimiento en polvo uniformes.
Tecnologías avanzadas de recubrimiento y control del espesor
Los discos electrostáticos y los aplicadores de campana rotativa proporcionan una uniformidad de espesor superior en comparación con las pistolas de pulverización convencionales. Estos sistemas alcanzan una variación de espesor de ±5-8 % en superficies planas y de ±10-15 % en geometrías complejas, lo que mejora la previsibilidad dimensional.
La tecnología de carga por pulsos permite un control preciso de las tasas de deposición de polvo y del espesor final. La duración corta de los pulsos (0,1-0,5 segundos) crea películas delgadas gradualmente, mientras que los pulsos más largos (1-3 segundos) alcanzan el espesor máximo de forma eficiente.
Los sistemas de curado por infrarrojos ofrecen un mejor control de la temperatura en comparación con los hornos de convección, lo que reduce el flujo de recubrimiento y logra dimensiones finales más uniformes. Las longitudes de onda del infrarrojo cercano (0,7-1,4 μm) penetran eficazmente en las películas de polvo al tiempo que minimizan el calentamiento del sustrato.
El pretratamiento con plasma mejora la adherencia del recubrimiento en sustratos difíciles al tiempo que mantiene la precisión dimensional. La limpieza con plasma a baja presión elimina los contaminantes de la superficie sin abrasión mecánica, preservando las dimensiones del material base antes del recubrimiento.
Aplicaciones y requisitos específicos del sector
Los componentes de automoción requieren una uniformidad del espesor del recubrimiento dentro de ±10 micras para un ajuste y un acabado adecuados. Las manijas de las puertas, las piezas de adorno y los componentes estructurales deben mantener la precisión dimensional al tiempo que proporcionan protección contra la corrosión durante más de 10 años de vida útil.
Las aplicaciones aeroespaciales exigen un control estadístico de procesos con valores de Cpk superiores a 1,33 para todas las características dimensionales. La documentación del espesor del recubrimiento se convierte en parte del registro permanente, lo que requiere la trazabilidad de los lotes de polvo individuales y los ciclos de curado.
Los componentes de los dispositivos médicos suelen especificar formulaciones de polvo biocompatibles con un espesor controlado para el cumplimiento de la FDA. Los instrumentos quirúrgicos requieren un espesor de recubrimiento inferior a 50 micras para mantener la nitidez y la retroalimentación táctil.
Las carcasas de los componentes electrónicos necesitan un control preciso del espesor alrededor de las rejillas de ventilación y las aberturas de los conectores. Una acumulación excesiva de recubrimiento puede restringir el flujo de aire o impedir un acoplamiento adecuado, mientras que una cobertura insuficiente compromete la eficacia del blindaje EMI.
Solución de problemas comunes de espesor
La textura de piel de naranja indica un espesor excesivo del recubrimiento o unas condiciones de curado inadecuadas. La reducción del caudal de polvo en un 10-20 % o el aumento de la temperatura de curado en 10-15 °C suelen resolver los problemas de calidad de la superficie al tiempo que se mantiene una protección adecuada.
Las manchas finas alrededor de los bordes y las esquinas son el resultado de una puesta a tierra excesiva de las piezas o de una carga de polvo inadecuada. El ajuste del voltaje electrostático de 60 a 90 kV suele mejorar la uniformidad de la cobertura sin afectar significativamente al espesor general.
Los escurrimientos y las caídas del recubrimiento se producen cuando el espesor de la película supera los límites críticos antes de la gelificación. La mayoría de las formulaciones de polvo comienzan a fluir entre 80 y 120 micras, lo que requiere un control de la rampa de temperatura para evitar defectos en las superficies verticales.
La deslaminación entre el recubrimiento y el sustrato indica contaminación o una preparación inadecuada de la superficie. La limpieza con disolventes seguida de la abrasión mecánica suele restablecer la adherencia adecuada y la integridad del recubrimiento.
Preguntas frecuentes
¿Cuánto debo reducir los diámetros de los orificios para tener en cuenta el espesor del recubrimiento en polvo?
Reduzca los diámetros de los orificios el doble del espesor de recubrimiento esperado. Para un recubrimiento de 75 micras, aumente el tamaño de la broca en 0,15 mm. Un orificio acabado de 10,0 mm requiere un diámetro perforado de 10,15 mm antes del recubrimiento para lograr las dimensiones finales adecuadas.
¿Se puede controlar el espesor del recubrimiento a ±10 micras de forma constante?
Sí, con una calibración adecuada del equipo y un control del proceso. Los aplicadores de disco electrostático combinados con el control automatizado del flujo de polvo pueden mantener una consistencia de ±10-15 micras en superficies planas, aunque las geometrías complejas pueden mostrar una variación de ±20-25 micras.
¿Deben roscarse los orificios roscados antes o después del recubrimiento en polvo?
El corte de roscas debe realizarse después del recubrimiento para aplicaciones críticas. Enmascare las roscas durante el recubrimiento o utilice formulaciones de curado especializadas a baja temperatura que no dañen las herramientas de corte de roscas. El roscado previo al recubrimiento requiere brocas de roscar sobredimensionadas y corre el riesgo de dañar la rosca durante la eliminación del recubrimiento.
¿Qué grado de tolerancia debo especificar para las piezas de chapa metálica con recubrimiento en polvo?
Utilice los grados de tolerancia IT12 o IT13 para las dimensiones no críticas de las piezas recubiertas, ajustando a IT9 o IT10 para las superficies funcionales con mecanizado posterior al recubrimiento. Las tolerancias generales estándar ISO 2768-m resultan insuficientes para los montajes de precisión que implican componentes con recubrimiento en polvo.
¿Cómo afecta el espesor del recubrimiento al peso y al equilibrio de la pieza?
El recubrimiento añade aproximadamente 0,1-0,4 g por metro cuadrado por micra de espesor. Una pieza de 1000 cm² con un recubrimiento de 100 micras gana entre 1 y 4 gramos, lo que puede afectar al equilibrio dinámico en los componentes giratorios o en los mecanismos de precisión.
¿Puedo especificar diferentes espesores de recubrimiento en la misma pieza?
El enmascaramiento selectivo permite la variación del espesor, pero aumenta el coste en 2-5 € por característica enmascarada. Alternativamente, especifique el mecanizado posterior al recubrimiento para las dimensiones críticas, aceptando al mismo tiempo el espesor estándar en las superficies no funcionales.
¿Qué ocurre con el espesor del recubrimiento en las costuras de soldadura y en las zonas afectadas por el calor?
Las zonas de soldadura suelen recibir entre el 80 y el 120 % del espesor nominal debido a la rugosidad de la superficie y a los efectos geométricos. Las zonas afectadas por el calor pueden mostrar una adherencia reducida, lo que requiere una preparación mecánica de la superficie antes del recubrimiento para obtener resultados uniformes.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece