Radios de curvatura mínimos: Evitar grietas en aluminio 5052 vs. 6061
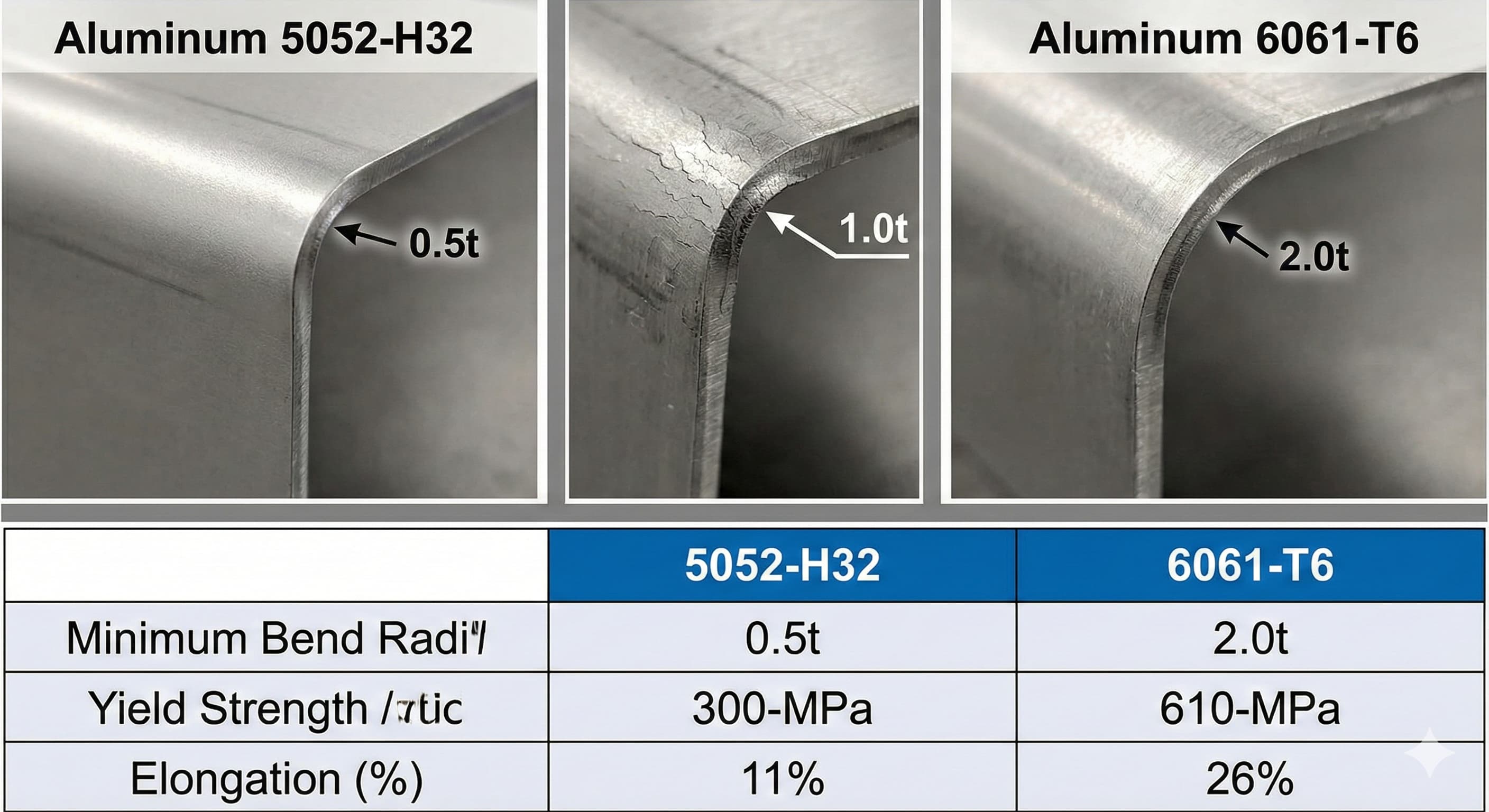
Las fallas de doblado de aluminio cuestan a los fabricantes europeos millones anualmente, con las aleaciones 5052 y 6061 representando más del 70% de las aplicaciones de chapa metálica. La diferencia crítica radica en los requisitos de radio de curvatura mínimo: 5052-H32 tolera el doblado a 0.5t (espesor del material), mientras que 6061-T6 exige un mínimo de 2.0t para evitar microfisuras.
- Impacto de la selección del material: Al 5052-H32 ofrece una formabilidad superior con radios de curvatura tan ajustados como 0.5t, mientras que Al 6061-T6 requiere un radio mínimo de 2.0t para evitar fracturas por tensión
- Estado del temple crítico: Las condiciones de recocido (temple O) reducen el radio de curvatura mínimo en un 40-60% en comparación con los estados endurecidos por trabajo o endurecidos por precipitación
- La dirección del grano importa: Doblar paralelo a la dirección de laminación aumenta el radio de curvatura mínimo en un 25-30% debido a la alineación de la estructura del grano
- Equilibrio costo-calidad: La especificación adecuada del radio de curvatura previene el 95% de las fallas por agrietamiento al tiempo que mantiene la precisión dimensional dentro de ±0.1 mm
Comprensión de los fundamentos de la aleación de aluminio para aplicaciones de doblado
La diferencia fundamental entre el aluminio 5052 y 6061 radica en su composición metalúrgica y mecanismos de fortalecimiento. Al 5052 pertenece a la serie 5xxx, fortalecida mediante adiciones de magnesio (2.2-2.8%) y endurecimiento por trabajo. Esto crea una estructura cristalina cúbica centrada en las caras que mantiene una excelente ductilidad incluso después del trabajo en frío.
Al 6061 representa la serie 6xxx, utilizando magnesio (0.8-1.2%) y silicio (0.4-0.8%) para el endurecimiento por precipitación mediante tratamiento térmico. El temple T6 logra la máxima resistencia mediante un envejecimiento controlado, pero sacrifica la formabilidad. Esta compensación impacta directamente en los requisitos de radio de curvatura mínimo.
Al especificar materiales para servicios de fabricación de chapa metálica, comprender estas diferencias metalúrgicas evita rediseños costosos. El coeficiente de endurecimiento por trabajo (valor n) para 5052-H32 típicamente oscila entre 0.20-0.25, mientras que 6061-T6 mide solo 0.05-0.08, lo que indica una capacidad de endurecimiento por deformación significativamente reducida.
| Propiedad | Al 5052-H32 | Al 6061-T6 | Impacto en el doblado |
|---|---|---|---|
| Límite elástico (MPa) | 193-228 | 276-310 | Mayor resistencia = mayor radio de curvatura |
| Elongación (%) | 12-18 | 8-12 | Menor ductilidad = riesgo de agrietamiento |
| Exponente de endurecimiento por trabajo | 0.20-0.25 | 0.05-0.08 | Valor n bajo = mala formabilidad |
| Radio de curvatura mínimo | 0.5t-1.0t | 2.0t-3.0t | Crítico para la prevención de grietas |
Cálculos y estándares de radio de curvatura mínimo
Calcular el radio de curvatura mínimo requiere comprender la relación entre las propiedades del material, el espesor de la chapa y la distribución de la tensión. La fórmula básica considera la resistencia a la tracción, el alargamiento y un factor de seguridad específico para cada sistema de aleación.
Para Al 5052-H32, el cálculo del radio de curvatura mínimo sigue: R_min = t × (UTS/2σ_y - 1), donde UTS representa la resistencia a la tracción máxima y σ_y indica el límite elástico. Esto típicamente produce 0.5t a 1.0t para la mayoría de los espesores de chapa de 0.5 mm a 6.0 mm.
Al 6061-T6 requiere un enfoque modificado debido a su estructura endurecida por precipitación: R_min = t × [(UTS/1.5σ_y) + K], donde K representa una constante del material (1.5-2.0) que tiene en cuenta la ductilidad reducida. Este cálculo explica por qué 6061-T6 exige un radio de curvatura mínimo de 2.0t a 3.0t.
ISO 2768-2 proporciona tolerancias generales para piezas de chapa metálica dobladas, pero especificar el radio de curvatura mínimo requiere referencia a ISO 12004-2 para los principios de productos de acero conformados en frío, adaptados para aplicaciones de aluminio. La norma europea EN 485-2 aborda específicamente las tolerancias de la chapa de aluminio y los requisitos de conformado.
Requisitos de radio de curvatura dependientes del espesor
El espesor del material influye directamente en el radio de curvatura mínimo a través de los efectos de concentración de tensión. Los materiales más gruesos experimentan gradientes de tensión más altos en la zona de curvatura, lo que requiere radios proporcionalmente más grandes para distribuir las cargas de manera efectiva.
| Espesor (mm) | Radio mínimo Al 5052-H32 | Radio mínimo Al 6061-T6 | Herramientas recomendadas |
|---|---|---|---|
| 0.5-1.0 | 0.5-1.0 mm | 1.0-3.0 mm | Punzón afilado, radio de matriz de 1-2 mm |
| 1.0-2.0 | 0.8-2.0 mm | 2.0-6.0 mm | Radio de punzón de 2-3 mm |
| 2.0-4.0 | 1.5-4.0 mm | 4.0-12.0 mm | Radio de herramienta de 4-6 mm |
| 4.0-6.0 | 2.5-6.0 mm | 8.0-18.0 mm | Radio de formación de 8-12 mm |
Para obtener resultados de alta precisión, envíe su proyecto para obtener una cotización en 24 horas de Microns Hub.
Efectos de la dirección del grano en el rendimiento del doblado
La dirección de laminación impacta significativamente los requisitos de radio de curvatura y las tendencias de formación de grietas. Las chapas de aluminio exhiben propiedades direccionales debido al alargamiento del grano durante los procesos de laminación, creando un comportamiento anisotrópico que afecta la formabilidad.
Doblar paralelo a la dirección de laminación (con el grano) típicamente requiere un radio de curvatura mínimo 25-30% mayor en comparación con el doblado perpendicular. Esto ocurre porque los granos alargados crean caminos de propagación de grietas preferenciales a lo largo de los límites de los granos cuando se someten a tensión paralela a su longitud.
Para Al 5052-H32, doblar perpendicular a la dirección de laminación logra un radio de 0.5t de manera confiable, mientras que el doblado paralelo puede requerir un mínimo de 0.8t. Al 6061-T6 muestra efectos direccionales más pronunciados: el doblado perpendicular permite un radio de 2.0t, mientras que la orientación paralela exige un mínimo de 2.5-3.0t.
Los certificados de material deben especificar la dirección de laminación, típicamente marcada con flechas o indicadores de flujo de grano. Al diseñar piezas que requieran radios de curvatura ajustados, oriente las curvas perpendiculares a la dirección de laminación siempre que sea posible. Esta consideración se integra naturalmente con el proceso de planificación de nuestros servicios de fabricación.
Impacto de la estructura metalúrgica
La estructura cristalina subyacente explica las diferencias de comportamiento direccional entre las aleaciones. La estructura endurecida por trabajo de Al 5052 contiene redes de dislocación relativamente uniformes que acomodan la deformación de manera más consistente en todas las orientaciones.
La estructura de precipitado de Al 6061-T6 crea concentraciones de tensión localizadas en las partículas de Mg2Si. Estos precipitados se alinean algo con la dirección de laminación, creando modos de falla anisotrópicos. La microscopía electrónica de barrido revela que las grietas se inician en las interfaces precipitado-matriz cuando el radio de curvatura cae por debajo de los umbrales críticos.
Comprender estos efectos microestructurales permite la optimización de la orientación de la pieza durante la planificación de la fabricación. Los diseños de componentes deben tener en cuenta los efectos de la dirección del grano al principio del proceso de desarrollo para evitar restricciones de fabricación.
Influencia del estado del temple en el radio de curvatura mínimo
La designación del temple afecta profundamente la capacidad de doblado, con las condiciones de recocido (temple O) que ofrecen la máxima formabilidad a expensas de la resistencia. La relación entre el temple y el radio de curvatura mínimo sigue patrones predecibles basados en la densidad de dislocación y la distribución de precipitados.
Los estados de temple de Al 5052 varían desde totalmente recocido (5052-O) hasta varias condiciones endurecidas por trabajo (H32, H34, H36). Cada nivel de temple aumenta la resistencia mientras reduce la ductilidad proporcionalmente. 5052-O logra radios de curvatura tan ajustados como 0.2t, mientras que 5052-H38 (totalmente duro) puede requerir un mínimo de 1.5t.
Las opciones de temple de Al 6061 incluyen recocido (6061-O), tratado térmicamente en solución (6061-T4) y endurecido por precipitación (6061-T6). La dramática diferencia entre las condiciones T4 y T6 ilustra los efectos del envejecimiento: T4 permite un radio de curvatura de 0.8-1.2t, mientras que T6 exige un mínimo de 2.0-3.0t.
| Aleación-Temple | Límite elástico (MPa) | Radio de curvatura mínimo | Aplicaciones típicas |
|---|---|---|---|
| 5052-O | 90-110 | 0.2t-0.4t | Embutición profunda, formas complejas |
| 5052-H32 | 193-228 | 0.5t-1.0t | Fabricación general |
| 5052-H38 | 262-290 | 1.2t-1.8t | Aplicaciones estructurales |
| 6061-O | 55-75 | 0.3t-0.6t | Operaciones de doblado complejas |
| 6061-T4 | 145-186 | 0.8t-1.5t | Necesidades de resistencia moderada |
| 6061-T6 | 276-310 | 2.0t-3.0t | Aplicaciones de alta resistencia |
Pruebas y validación prácticas del radio de curvatura
Las pruebas de laboratorio proporcionan valores definitivos de radio de curvatura mínimo para lotes de material específicos y condiciones de procesamiento. El método de prueba estándar implica la reducción progresiva del radio hasta que se produzca la iniciación de la grieta, típicamente observada con un aumento de 10×.
Los especímenes de prueba deben representar el material de producción real, incluyendo el espesor, el temple y la condición de la superficie. La orientación de la muestra con respecto a la dirección de laminación debe coincidir con la geometría de la pieza prevista. Las pruebas típicamente emplean ángulos de curvatura de 90 grados con una velocidad de punzón constante (5-10 mm/min) para asegurar tasas de deformación consistentes.
Los criterios de inspección visual definen la falla como grietas superficiales visibles con un aumento de 10× o una reducción de espesor medible que exceda el 10%. Las aplicaciones más estrictas pueden requerir pruebas de penetración de tinte o inspección ultrasónica para detectar defectos subsuperficiales.
La validación de la producción implica pruebas de curvatura en piezas reales o muestras representativas de cada lote de material. Los gráficos de control estadístico de procesos rastrean la capacidad de radio de curvatura mínimo a lo largo del tiempo, identificando variaciones del lote de material o cambios de procesamiento que afectan la formabilidad.
Métodos de control de calidad e inspección
Un control de calidad eficaz combina la verificación del material previo a la curvatura con los protocolos de inspección posterior a la curvatura. La inspección del material entrante debe verificar la designación del temple, la calidad de la superficie y la uniformidad del espesor dentro de las tolerancias especificadas.
La inspección posterior a la curvatura abarca el examen visual, la verificación dimensional y la evaluación de la integridad estructural. Las aplicaciones críticas pueden requerir pruebas no destructivas, como la inspección de líquidos penetrantes o las pruebas de partículas magnéticas adaptadas para aplicaciones de aluminio.
Cuando se trabaja con requisitos de precisión, la especificación adecuada de la condición del borde se vuelve crucial tanto para la seguridad como para el rendimiento. Los bordes doblados requieren una atención cuidadosa para evitar concentraciones de tensión que podrían iniciar fallas por fatiga.
La documentación debe registrar los certificados de material, los resultados de las pruebas y los hallazgos de la inspección para la trazabilidad. Esto se vuelve particularmente importante para las aplicaciones aeroespaciales o médicas que requieren una genealogía completa del material.
Consideraciones de diseño de herramientas para la prevención de grietas
El diseño adecuado de las herramientas representa el método de control primario para lograr el radio de curvatura mínimo sin agrietamiento. La geometría del punzón y la matriz influyen directamente en la distribución de la tensión en la zona de curvatura, lo que hace que la selección de las herramientas sea crítica para el éxito.
El radio de la nariz del punzón debe coincidir o exceder ligeramente el radio de curvatura de la pieza prevista. Los punzones afilados concentran la tensión excesivamente, mientras que los radios de punzón sobredimensionados crean problemas de recuperación elástica. El radio de punzón óptimo típicamente es igual a 1.0-1.2× el radio de la pieza deseada para aplicaciones de aluminio.
El ancho de apertura de la matriz afecta significativamente el flujo de material y los patrones de tensión. Las aberturas de matriz estrechas restringen el movimiento del material, aumentando la tensión de tracción en la fibra exterior. La regla general especifica el ancho de apertura de la matriz = 8-12× el espesor del material para el aluminio, dependiendo del radio de curvatura y las propiedades del material.
El radio del hombro de la matriz previene la concentración de tensión en los puntos de contacto al tiempo que permite un flujo de material controlado. Los hombros de matriz afilados crean puntos de presión que pueden iniciar defectos superficiales. El radio de hombro de matriz recomendado oscila entre 1-2× el espesor del material para la mayoría de las aplicaciones de doblado de aluminio.
| Parámetro de herramienta | Al 5052-H32 | Al 6061-T6 | Función |
|---|---|---|---|
| Radio del punzón | 0.5t-1.2t | 2.0t-3.5t | Forma el radio de curvatura |
| Abertura de la matriz | 8t-10t | 10t-12t | Controla el flujo de material |
| Radio del hombro de la matriz | 1t-2t | 2t-3t | Reduce la concentración de tensión |
| Holgura punzón-matriz | 1.1t-1.2t | 1.2t-1.3t | Previene el agarrotamiento/desgaste |
Análisis de costos: Selección de materiales vs. Complejidad del diseño
La optimización económica requiere equilibrar los costos de los materiales con la complejidad de la fabricación y los riesgos de falla. Al 5052-H32 típicamente cuesta €2,80-3,20 por kg, mientras que Al 6061-T6 oscila entre €3,50-4,10 por kg en los mercados europeos, lo que refleja diferentes requisitos de procesamiento.
Sin embargo, el costo total incluye factores de complejidad de la conformación. Las piezas que requieren radios de curvatura ajustados pueden necesitar material recocido con tratamiento térmico posterior, lo que agrega €150-250 por lote de procesamiento. Los enfoques alternativos incluyen modificaciones de diseño para acomodar las capacidades de curvatura de temple estándar.
Los costos de falla impactan significativamente la economía total del proyecto. Las piezas agrietadas requieren reelaboración o desecho, con costos de reemplazo que incluyen material, mano de obra y retrasos en el cronograma. La prevención a través de la especificación adecuada del radio de curvatura típicamente cuesta entre el 5 y el 10% del costo total de la pieza, al tiempo que elimina el 95% de las fallas relacionadas con la curvatura.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestro conocimiento técnico y enfoque de servicio personalizado significa que cada proyecto recibe el análisis metalúrgico y la optimización de herramientas que merece para obtener resultados sin grietas.
Retorno de la inversión para un diseño adecuado
Invertir en un análisis adecuado del radio de curvatura proporciona retornos medibles a través de la reducción de las tasas de desecho, la mejora de los tiempos de ciclo y la mejora de la confiabilidad de las piezas. Las operaciones de fabricación típicamente ven reducciones de costos del 15-25% cuando las fallas de curvatura se eliminan a través de un diseño adecuado.
La documentación y la estandarización de los requisitos de radio de curvatura mínimo crean un conocimiento reutilizable que beneficia a los proyectos futuros. Los equipos de ingeniería pueden hacer referencia a datos de radio de curvatura validados en lugar de realizar costosos ciclos de desarrollo de prueba y error.
Los beneficios a largo plazo incluyen la mejora de las relaciones con los proveedores, la reducción de las reclamaciones de garantía y la mejora de la confiabilidad del producto. Estos factores contribuyen a ventajas competitivas que se extienden más allá del ahorro de costos inmediato.
Aplicaciones avanzadas y consideraciones especiales
Las geometrías complejas requieren un análisis sofisticado más allá de los cálculos básicos del radio de curvatura mínimo. Las secuencias de curvatura múltiple, los espesores de material variables y las curvas compuestas crean interacciones de tensión que afectan las tendencias de formación de grietas.
Las operaciones de curvatura secuencial pueden endurecer el material localmente, reduciendo la formabilidad para las curvas subsiguientes. Este efecto es particularmente pronunciado en Al 5052, donde cada operación de conformación aumenta el límite elástico local en un 15-25%. La planificación de las secuencias de curvatura requiere la consideración de los efectos acumulativos del endurecimiento por deformación.
Las curvas compuestas implican la curvatura simultánea en múltiples planos, creando estados de tensión complejos no capturados por cálculos simples del radio de curvatura. El análisis de elementos finitos se vuelve necesario para la predicción precisa de los límites de conformación en tales aplicaciones.
Los efectos de la temperatura modifican significativamente las propiedades del material. La conformación en caliente (150-200°C) puede reducir el radio de curvatura mínimo en un 30-50% para ambas aleaciones, pero requiere equipos especializados y control de procesos. La conformación criogénica ocasionalmente encuentra aplicación para requisitos específicos de alta resistencia.
La integración con otros procesos, como la soldadura o el mecanizado, crea consideraciones adicionales. Las zonas afectadas por el calor de la soldadura alteran las propiedades locales del material, lo que podría afectar el rendimiento de la curvatura cerca de las costuras de soldadura. Las características mecanizadas pueden crear concentraciones de tensión que influyen en las tendencias de iniciación de grietas.
Preguntas frecuentes
¿Cuál es el radio de curvatura mínimo absoluto para el aluminio 5052-H32 sin agrietarse?
El aluminio 5052-H32 puede lograr radios de curvatura tan ajustados como 0.5t (la mitad del espesor del material) al doblar perpendicular a la dirección de laminación con las herramientas adecuadas. Para el doblado paralelo al grano, aumente el radio mínimo a 0.8t. Estos valores asumen velocidades de conformación estándar, temperatura ambiente y un diseño de matriz adecuado con holguras adecuadas.
¿Por qué el aluminio 6061-T6 requiere radios de curvatura tan grandes en comparación con el 5052?
La estructura endurecida por precipitación de Al 6061-T6 contiene partículas de Mg2Si que crean concentraciones de tensión localizadas y reducen la ductilidad general. El temple T6 logra una alta resistencia a través del envejecimiento controlado, pero este proceso reduce significativamente el coeficiente de endurecimiento por trabajo de 0.20+ (en 5052) a solo 0.05-0.08, lo que requiere un radio de curvatura mínimo de 2.0-3.0t para evitar microfisuras.
¿Puedo reducir el radio de curvatura mínimo cambiando la condición del temple?
Sí, significativamente. Cambiar de 6061-T6 a 6061-T4 reduce el radio de curvatura mínimo de 2.0-3.0t a 0.8-1.5t. Para 5052, la condición de recocido (5052-O) permite un radio de 0.2-0.4t en comparación con 0.5-1.0t para el temple H32. Sin embargo, las propiedades de resistencia disminuyen proporcionalmente con la mejora de la formabilidad.
¿Cómo afecta la dirección de laminación a los requisitos de radio de curvatura?
Doblar paralelo a la dirección de laminación típicamente aumenta el radio de curvatura mínimo en un 25-30% debido a los efectos de alargamiento del grano. Para aplicaciones críticas, oriente las curvas perpendiculares a la dirección de laminación cuando sea posible. Los certificados de material deben indicar la dirección de laminación con flechas direccionales o marcas de flujo de grano.
¿Qué modificaciones de herramientas ayudan a lograr radios de curvatura más ajustados?
Optimice el radio de la nariz del punzón para que coincida con el radio de la pieza deseada (1.0-1.2× el radio objetivo), use el ancho de apertura de la matriz apropiado (8-12× el espesor) y asegure un radio de hombro de la matriz adecuado (1-3× el espesor). La holgura adecuada del punzón-matriz (1.1-1.3× el espesor) previene el agarrotamiento al tiempo que permite un flujo de material controlado durante la conformación.
¿Cómo puedo probar el radio de curvatura mínimo para mi lote de material específico?
Realice pruebas de curvatura progresiva utilizando muestras representativas con el mismo espesor, temple y orientación que las piezas de producción. Reduzca el radio de curvatura incrementalmente hasta que aparezcan grietas superficiales con un aumento de 10×. Pruebe las orientaciones tanto paralelas como perpendiculares a la dirección de laminación para una caracterización completa.
¿Qué métodos de inspección detectan los defectos relacionados con la curvatura de manera más efectiva?
La inspección visual con un aumento de 10× captura la mayoría de los defectos superficiales. Para aplicaciones críticas, use pruebas de líquidos penetrantes para revelar grietas subsuperficiales. Las pruebas ultrasónicas pueden detectar defectos internos, mientras que la inspección dimensional verifica la precisión del radio de curvatura dentro de las tolerancias especificadas. Establezca un control estadístico de procesos para el monitoreo continuo de la calidad.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece