Fundición a presión de magnesio: Estrategias de aligeramiento para componentes automotrices
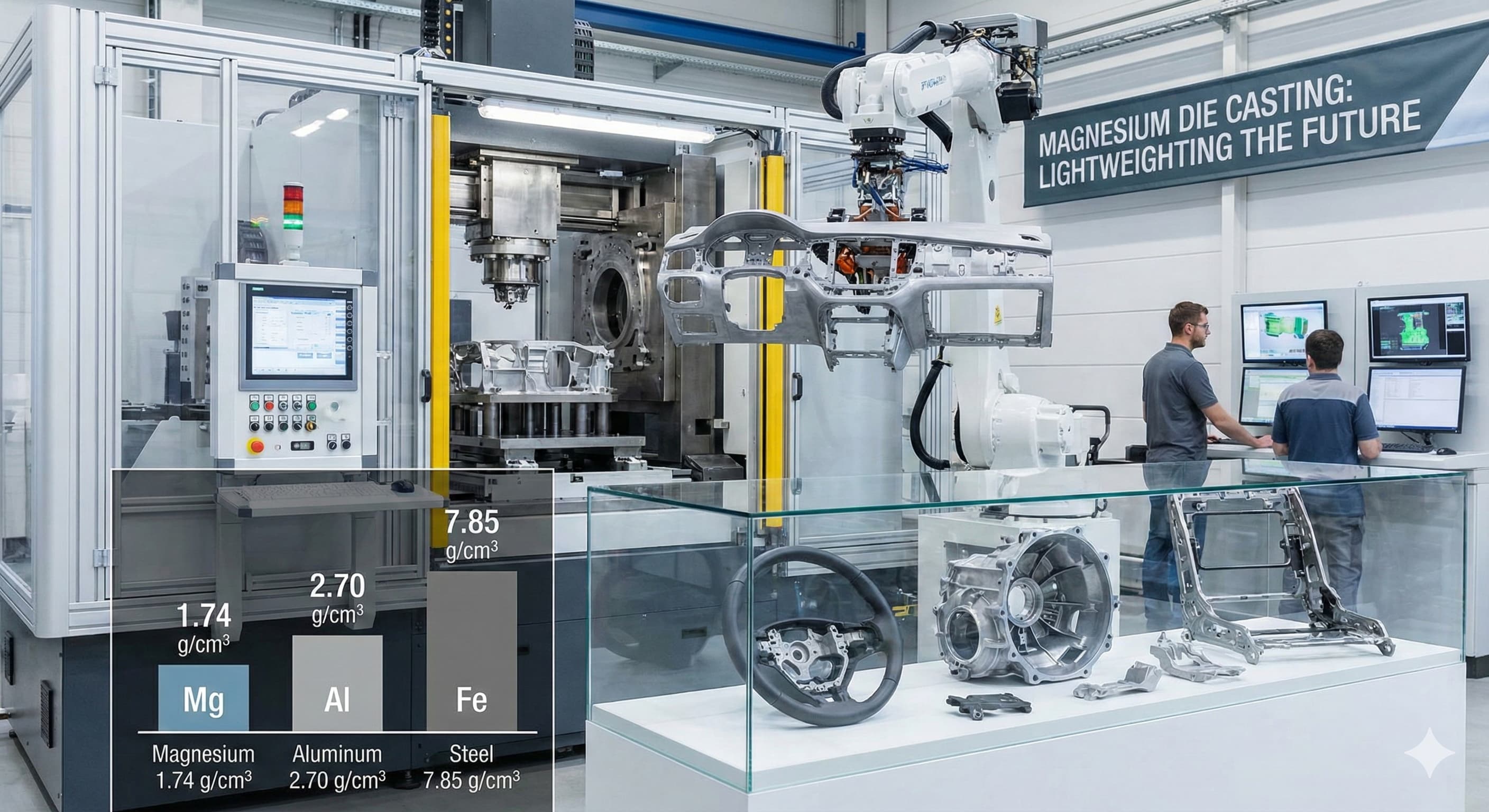
Los fabricantes de automóviles se enfrentan a un desafío sin precedentes: reducir el peso del vehículo en un 15-20% manteniendo la integridad estructural y la rentabilidad. La fundición a presión de magnesio emerge como la solución más viable, ofreciendo una densidad 35% menor que el aluminio y 75% menor que el acero, lo que lo convierte en el metal estructural más ligero disponible para aplicaciones automotrices.
Puntos clave:
- La fundición a presión de magnesio logra reducciones de peso del 25-40% en comparación con los equivalentes de aluminio, manteniendo relaciones resistencia-peso comparables
- Las aleaciones AZ91D y AM60B dominan las aplicaciones automotrices con resistencias a la tracción que alcanzan los 240 MPa y 220 MPa respectivamente
- Los sistemas de compuerta avanzados y la solidificación controlada reducen la porosidad a menos del 2%, cumpliendo con los estándares de calidad automotriz
- La integración con estrategias de troqueles modulares reduce los costos de herramientas en un 30-50% para familias de componentes
Propiedades del material y selección de aleaciones para componentes automotrices
La excepcional resistencia específica del magnesio lo hace indispensable para las estrategias de aligeramiento automotriz. La densidad de 1.74 g/cm³ proporciona ventajas de peso inmediatas, pero la selección de la aleación determina las características de rendimiento críticas para las aplicaciones automotrices.
AZ91D sigue siendo la aleación de caballo de batalla para la fundición a presión automotriz, que contiene 9% de aluminio y 1% de zinc. Esta composición ofrece una fundibilidad óptima con capacidades de llenado de troqueles en secciones tan delgadas como 0.6 mm. La aleación alcanza una resistencia a la tracción de 230-240 MPa con un 2-3% de elongación, adecuada para paneles de instrumentos, marcos de asientos y carcasas de transmisión.
AM60B ofrece una ductilidad superior con un 6-8% de elongación, lo que la hace preferible para componentes sensibles a choques como armaduras de volantes y marcos de puertas. El contenido reducido de aluminio (6%) mejora la resistencia al impacto manteniendo una resistencia a la tracción respetable de 220 MPa.
| Propiedad | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Densidad (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Resistencia a la tracción (MPa) | 240 | 220 | 210 | 250 |
| Límite elástico (MPa) | 160 | 130 | 140 | 180 |
| Elongación (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Temperatura de funcionamiento (°C) | 120 | 120 | 150 | 175 |
| Factor de costo | 1.0 | 1.1 | 1.4 | 1.8 |
Para aplicaciones de temperatura elevada, las aleaciones AS41B y AE44 incorporan silicio y elementos de tierras raras respectivamente. AS41B mantiene la integridad estructural hasta 150°C, adecuado para componentes adyacentes al motor, mientras que AE44 funciona de manera confiable hasta 175°C para cajas de transmisión y cárteres de aceite.
Optimización del proceso de fundición a presión para la reducción de peso
Lograr un aligeramiento óptimo requiere un control preciso de los parámetros del proceso de fundición a presión. La optimización del grosor de la pared representa la principal estrategia de reducción de peso, con técnicas modernas que permiten paredes uniformes de tan solo 0.8 mm en componentes automotrices grandes.
La fundición a presión en cámara fría domina las aplicaciones de magnesio automotriz debido a la reactividad del metal con los equipos de cámara caliente. Las velocidades de inyección entre 3-6 m/s aseguran el llenado completo del troquel minimizando la turbulencia que crea porosidad. Las velocidades de la compuerta deben exceder los 40 m/s para evitar la solidificación prematura en secciones delgadas.
La solidificación controlada a través de la colocación optimizada del canal de enfriamiento previene la formación de defectos de contracción que comprometen la integridad estructural.Mantener la uniformidad del grosor de la pared dentro de ±0.2 mm asegura propiedades mecánicas consistentes en todo el componente.
Las temperaturas del troquel requieren una gestión cuidadosa entre 200-250°C para las aleaciones de magnesio. Las temperaturas más bajas causan un llenado incompleto en secciones delgadas, mientras que el calor excesivo promueve la soldadura del troquel y reduce la vida útil de la herramienta. Los sistemas de gestión térmica con circuitos integrados de calefacción y refrigeración mantienen gradientes de temperatura óptimos.
Sistemas de compuerta avanzados para aligeramiento
Los diseños de compuerta sofisticados permiten la producción de componentes ligeros con geometrías complejas. Las compuertas de abanico distribuyen el flujo de material a través de secciones anchas y delgadas manteniendo condiciones de flujo laminar. El grosor de la compuerta normalmente oscila entre 0.4-0.8 mm, aproximadamente el 60-80% del grosor de la pared adyacente.
Los sistemas de compuerta múltiple resultan esenciales para componentes automotrices grandes como los sustratos de los paneles de instrumentos. La colocación estratégica de la compuerta asegura el llenado simultáneo de secciones distantes evitando líneas de soldadura en áreas de alta tensión. El modelado de dinámica de fluidos computacional optimiza las ubicaciones de la compuerta para lograr un llenado completo con un mínimo de desperdicio de material.
Estrategias de diseño estructural para la máxima reducción de peso
El aligeramiento efectivo se extiende más allá de la selección del material para abarcar un diseño estructural inteligente. La excelente relación rigidez-peso del magnesio permite la construcción de paredes delgadas con nervaduras de refuerzo estratégicas que mantienen el rendimiento estructural.
El diseño de las nervaduras sigue reglas geométricas específicas para la fundición a presión de magnesio. El grosor de la nervadura no debe exceder el 60% del grosor de la pared adyacente para evitar marcas de hundimiento y porosidad interna. Los ángulos de salida de 1-2° facilitan la eyección manteniendo la eficiencia estructural. El espaciamiento de las nervaduras de 20-30 mm proporciona una mejora óptima de la rigidez sin comprometer la fundibilidad.
La integración de secciones huecas representa una técnica avanzada de aligeramiento. Los núcleos de sal perdidos o los núcleos metálicos colapsables crean cavidades internas que reducen el peso en un 15-25% en comparación con las secciones sólidas. Los materiales del núcleo deben soportar temperaturas de fundición de 650-700°C manteniendo la estabilidad dimensional.
| Característica de diseño | Reducción de peso | Factor de complejidad | Impacto en el costo de las herramientas |
|---|---|---|---|
| Optimización del grosor de la pared | 20-30% | Bajo | +5-10% |
| Refuerzo estratégico | 10-15% | Medio | +15-20% |
| Secciones huecas | 15-25% | Alto | +30-50% |
| Optimización de la topología | 25-35% | Alto | +40-60% |
| Integración multifunción | 30-45% | Muy alto | +50-80% |
Para obtener resultados de alta precisión,Obtenga su cotización personalizada en 24 horas de Microns Hub.
Control de calidad y prevención de defectos
Las aplicaciones automotrices exigen estándares de calidad estrictos con tasas de defectos inferiores a 100 PPM. La reactividad del magnesio con la humedad y el oxígeno atmosféricos requiere procedimientos de manipulación especializados para evitar inclusiones y porosidad gaseosa.
Las atmósferas protectoras que utilizan SF6 o gases de cobertura alternativos previenen la oxidación durante la fusión y el mantenimiento. Las concentraciones de SF6 de 0.2-0.5% en el aire proporcionan una protección adecuada minimizando el impacto ambiental. Los sistemas alternativos que utilizan SO2 o CO2 ofrecen beneficios ambientales con niveles de protección comparables.
Los métodos de ensayo no destructivos verifican la calidad interna sin destrucción del componente. La inspección por rayos X detecta niveles de porosidad que exceden el 2% por volumen, mientras que las pruebas ultrasónicas identifican defectos subsuperficiales. Los criterios de aceptación normalmente requieren niveles de porosidad inferiores al 2% sin que ningún vacío individual exceda los 2 mm de diámetro.
El control dimensional mantiene las tolerancias críticas para el ensamblaje automotriz. El coeficiente de expansión térmica del magnesio de 26 μm/m·K requiere entornos de medición con temperatura controlada. Las máquinas de medición de coordenadas con compensación de temperatura aseguran una precisión dentro de ±0.05 mm para las dimensiones críticas.
Tratamiento y acabado de superficies
La susceptibilidad a la corrosión del magnesio requiere tratamientos protectores de superficie para el servicio automotriz. El anodizado proporciona una excelente protección contra la corrosión con espesores de recubrimiento de 5-25 μm. El anodizado tipo III logra una durabilidad superior para aplicaciones exteriores.
Los recubrimientos de conversión ofrecen una protección rentable para los componentes interiores. Los tratamientos de cromato, aunque se están eliminando gradualmente debido a preocupaciones ambientales, proporcionan una excelente adhesión de la pintura. Los sistemas alternativos sin cromo que utilizan permanganato o química de fosfato ofrecen un rendimiento comparable.
Análisis de costos y consideraciones económicas
Si bien el magnesio exige una prima de precio sobre el aluminio, la ecuación del costo total incluye ventajas de procesamiento y ahorros posteriores. Los costos de la materia prima para AZ91D normalmente oscilan entre €3.20-3.80 por kilogramo, en comparación con €1.80-2.20 para el aluminio A380.
La eficiencia del procesamiento compensa los costos de los materiales a través de tiempos de ciclo reducidos. El menor calor latente de fusión del magnesio permite una solidificación más rápida, reduciendo los tiempos de ciclo en un 15-25% en comparación con el aluminio. Los troqueles alcanzan temperaturas de estado estacionario más rápidamente, mejorando la productividad en la producción de alto volumen.
| Elemento de costo | Magnesio AZ91D | Aluminio A380 | Diferencia |
|---|---|---|---|
| Costo del material (€/kg) | 3.50 | 2.00 | +75% |
| Costo de procesamiento (€/kg) | 2.80 | 3.20 | -12.5% |
| Tiempo de ciclo (segundos) | 45 | 60 | -25% |
| Vida útil de la herramienta (disparos) | 80,000 | 100,000 | -20% |
| Operaciones secundarias | Mínimo | Moderado | -30% |
| Costo total de la pieza | €8.50 | €9.20 | -7.6% |
Los beneficios de costos a nivel de vehículo justifican las primas de materiales a través de una mejor eficiencia de combustible y rendimiento. Las reducciones de peso de 1 kg normalmente ahorran €15-25 en costos de combustible durante la vida útil del vehículo, al tiempo que permiten sistemas de propulsión de menor tamaño y características de manejo mejoradas.
Integración con sistemas de fabricación
La implementación exitosa de la fundición a presión de magnesio requiere la integración con la infraestructura de fabricación existente. Muchos proveedores automotrices aprovechan los servicios de moldeo por inyección junto con la fundición a presión para crear soluciones de componentes híbridos que optimizan tanto el peso como la funcionalidad.
Los sistemas de automatización deben adaptarse a los requisitos únicos de manipulación del magnesio. Los extractores robóticos utilizan pinzas especializadas diseñadas para las propiedades térmicas del magnesio. Las fuerzas de extracción siguen siendo mínimas debido a la menor expansión térmica del magnesio, lo que reduce el desgaste del troquel y mejora la calidad de la pieza.
Los sistemas de gestión de calidad integran el monitoreo en tiempo real con el control estadístico de procesos. El monitoreo de la temperatura en múltiples ubicaciones del troquel previene el sobrecalentamiento que causa la soldadura del troquel. Los sensores de presión en el sistema hidráulico detectan variaciones que indican desgaste del troquel o deriva del proceso.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas del mercado. Nuestro enfoque integrado a nuestros servicios de fabricación significa que cada proyecto de fundición a presión de magnesio recibe la atención especializada y la experiencia técnica requerida para las aplicaciones automotrices.
Consideraciones ambientales y de sostenibilidad
La fundición a presión de magnesio apoya los objetivos de sostenibilidad de la industria automotriz a través de múltiples vías. La reducción de peso del 35% en comparación con el aluminio se traduce directamente en una reducción del consumo de combustible y menores emisiones de CO2 durante la vida útil del vehículo.
Los requisitos de energía de producción primaria de magnesio han disminuido significativamente con los procesos electrolíticos modernos que consumen 35-40 MWh por tonelada, en comparación con 45-50 MWh históricamente. La eficiencia del reciclaje se acerca al 95%, con magnesio secundario que requiere solo el 5% de la energía de producción primaria.
La reciclabilidad al final de la vida útil asegura ciclos de materiales de circuito cerrado. Los componentes de magnesio conservan las propiedades metalúrgicas a través de múltiples ciclos de reciclaje, a diferencia del aluminio, que requiere adiciones de material virgen para mantener las características de resistencia.
Tecnologías alternativas de fusión
Los sistemas de fusión por inducción mejoran la eficiencia energética reduciendo el impacto ambiental. La inducción controlada por frecuencia proporciona un control preciso de la temperatura con una eficiencia energética del 85-90% en comparación con el 60-70% de los hornos a gas. La combustión reducida elimina las emisiones directas de CO2 en el punto de uso.
La agitación electromagnética asegura una composición de aleación homogénea minimizando la formación de escoria. La formación reducida de óxido disminuye el desperdicio de material y elimina la necesidad de productos químicos de fundente agresivos. El consumo de fundente de sal disminuye en un 60-80% en comparación con los sistemas de fusión convencionales.
Desarrollos futuros y aplicaciones avanzadas
Las aleaciones de magnesio emergentes se dirigen a aplicaciones automotrices específicas con características de rendimiento mejoradas. Las aleaciones que contienen calcio como AXJ530 ofrecen una mejor resistencia a la fluencia para aplicaciones de tren motriz, mientras que las adiciones de litio en LAE442 reducen la densidad a 1.35 g/cm³.
La tecnología de fundición a presión al vacío elimina la porosidad gaseosa para aplicaciones estructurales críticas. Las presiones de la cámara por debajo de 100 mbar evitan el atrapamiento de gas durante el llenado, lo que permite fundiciones de pared delgada con precisión casi neta. Los sistemas de vacío se integran con las máquinas de cámara fría existentes a través de modificaciones de modernización.
Las técnicas de procesamiento semisólido como el thixomolding combinan los beneficios de la fundición a presión con capacidades casi netas. El magnesio parcialmente solidificado exhibe un comportamiento de flujo no newtoniano, llenando geometrías complejas con una turbulencia mínima. Las temperaturas de proceso 50-80°C por debajo de la fundición a presión convencional reducen el desgaste del troquel y prolongan la vida útil de la herramienta.
| Tecnología | Estado actual | Potencial de reducción de peso | Cronología |
|---|---|---|---|
| Fundición a presión al vacío | Comercial | 5-10% adicional | Disponible |
| Procesamiento semisólido | Desarrollo | 10-15% adicional | 2-3 años |
| Componentes híbridos Mg-Al | Piloto | 15-25% vs todo-Al | 3-5 años |
| Fabricación aditiva | Investigación | 30-50% optimizado | 5-7 años |
Preguntas frecuentes
¿Cuáles son las tolerancias típicas que se pueden lograr con la fundición a presión de magnesio para componentes automotrices?
La fundición a presión de magnesio logra tolerancias dimensionales de ±0.08-0.15 mm para características de hasta 100 mm, con tolerancias más estrictas de ±0.05 mm posibles para dimensiones críticas a través del mecanizado secundario. El acabado superficial normalmente oscila entre 1.6-3.2 μm Ra tal como se funde.
¿Cómo se compara la fundición a presión de magnesio con el aluminio en términos de resistencia a la corrosión?
El magnesio sin tratar exhibe una menor resistencia a la corrosión que el aluminio, lo que requiere recubrimientos protectores para el servicio automotriz. Con tratamientos adecuados de anodizado o recubrimiento de conversión, los componentes de magnesio logran una protección contra la corrosión de grado automotriz que cumple con los requisitos de la prueba de niebla salina de 1000 horas.
¿Cuáles son las consideraciones de seguridad contra incendios al trabajar con la fundición a presión de magnesio?
La temperatura de ignición del magnesio de 650°C está por encima de las temperaturas típicas de fundición a presión de 620-680°C, lo que hace que el riesgo de incendio sea mínimo durante las operaciones normales. Los procedimientos de emergencia requieren extintores de incendios Clase D diseñados específicamente para incendios de metales. Los sistemas a base de agua están estrictamente prohibidos ya que intensifican los incendios de magnesio.
¿Se pueden soldar o unir las fundiciones a presión de magnesio a otros materiales automotrices?
Los componentes de magnesio se unen a otros materiales mediante fijación mecánica, unión adhesiva o técnicas de soldadura especializadas. La soldadura por fricción-agitación permite la unión a componentes de aluminio, mientras que los adhesivos estructurales clasificados para el servicio automotriz proporcionan uniones duraderas. La soldadura por arco tradicional requiere protección con gas inerte y materiales de relleno de magnesio.
¿Qué espesores mínimos de pared se pueden lograr en la fundición a presión de magnesio automotriz?
El espesor mínimo de la pared depende del tamaño del componente y de la selección de la aleación. Los componentes pequeños logran paredes de 0.6 mm de manera consistente, mientras que las piezas automotrices más grandes, como los paneles de instrumentos, mantienen un espesor de 0.8-1.0 mm. La variación uniforme del espesor de la pared dentro de ±0.2 mm asegura propiedades mecánicas consistentes.
¿Cómo afectan las consideraciones de reciclaje al diseño de componentes de fundición a presión de magnesio?
El diseño para el reciclaje requiere minimizar las inserciones de materiales diferentes y asegurar una separación limpia al final de la vida útil. El magnesio mantiene sus propiedades a través de múltiples ciclos de reciclaje, pero la contaminación de sujetadores de acero o inserciones de aluminio afecta la calidad de la aleación. Los diseños de ajuste a presión eliminan los sujetadores permanentes manteniendo la integridad del ensamblaje.
¿Cuáles son los plazos de entrega típicos y los costos de las herramientas para las herramientas de fundición a presión de magnesio automotriz?
La fabricación de herramientas requiere de 12 a 16 semanas para componentes automotrices complejos, con costos que oscilan entre €85,000 y 250,000 dependiendo de la complejidad del componente y el número de cavidades. El acero para herramientas H13 proporciona un equilibrio óptimo de conductividad térmica y resistencia al desgaste para el servicio de magnesio, con una vida útil esperada de la herramienta de 80,000-120,000 disparos.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece