Reducción de los costes de utillaje: Matrices modulares y estrategia de herramientas familiares
Los costes de utillaje pueden consumir entre el 30 y el 40 % del presupuesto de un proyecto de fabricación, pero la mayoría de las empresas abordan el diseño de matrices y moldes con una mentalidad de un solo propósito. Las matrices modulares y las herramientas familiares representan un cambio estratégico hacia la optimización de costes sin comprometer la calidad, reduciendo los gastos de utillaje entre un 25 y un 60 %, al tiempo que se reducen los plazos de entrega y se mejora la flexibilidad de la fabricación.
Conclusiones clave:
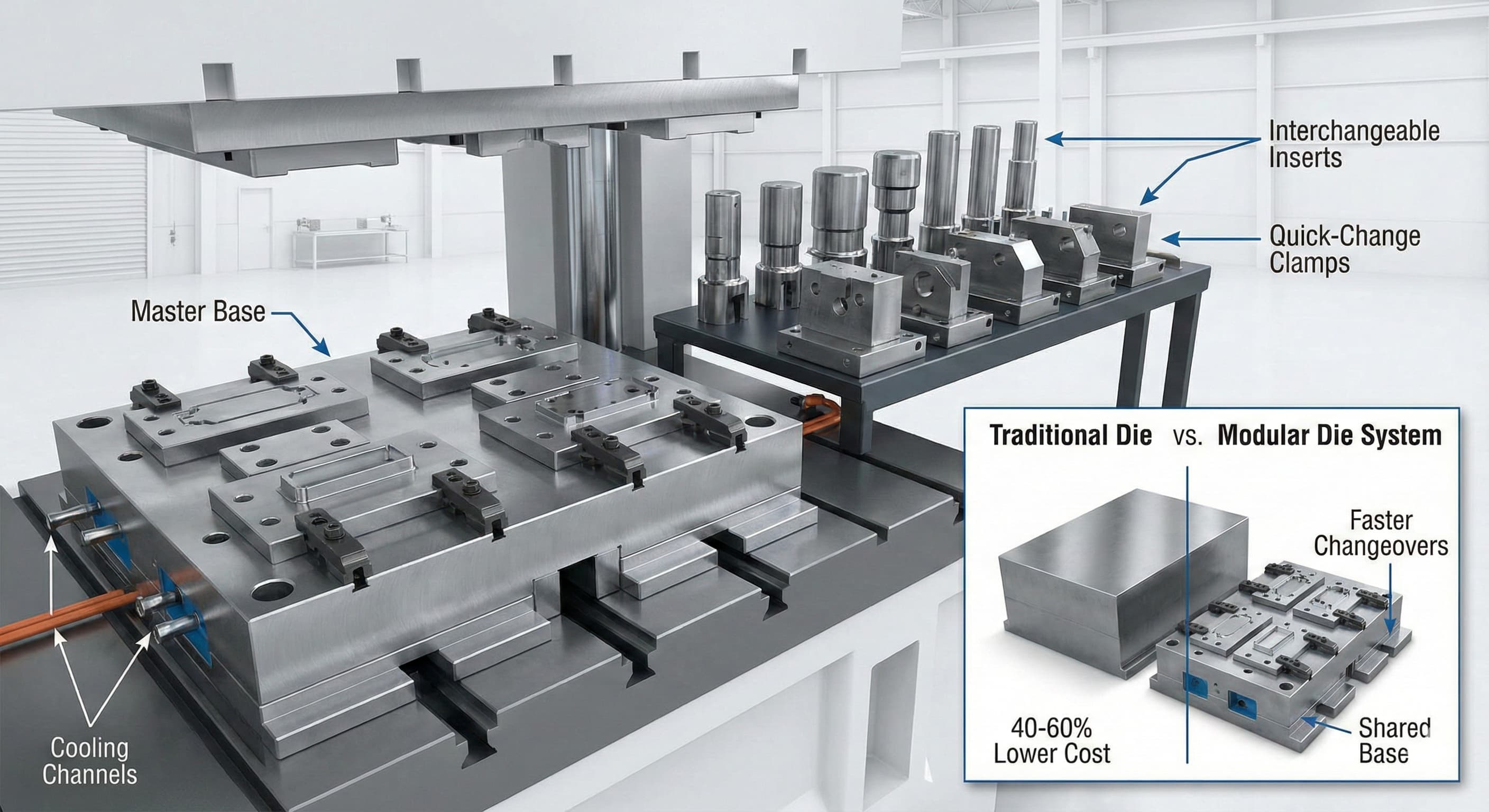
- Los sistemas de matrices modulares reducen la inversión inicial en utillaje entre un 40 y un 60 % gracias a los componentes base compartidos y a los insertos intercambiables
- Las herramientas familiares permiten la producción simultánea de múltiples variaciones de piezas, optimizando la utilización de la máquina y reduciendo los costes por pieza
- La planificación estratégica del diseño para la modularidad requiere un análisis inicial, pero ofrece un retorno de la inversión de 3 a 5 veces superior durante el ciclo de vida de la herramienta
- La selección adecuada de los materiales y la fabricación de precisión son fundamentales: las bases de acero para herramientas H13 con insertos P20 proporcionan una relación durabilidad-coste óptima
Comprensión de la arquitectura de matrices modulares
Las matrices modulares reestructuran fundamentalmente el utillaje tradicional separando los componentes base fijos de los elementos de formación variables. La estructura base alberga el sistema de expulsión, los canales de refrigeración y las interfaces de montaje, mientras que los insertos intercambiables definen la geometría de la pieza. Esta arquitectura permite a los fabricantes aprovechar importantes economías de escala en todas las familias de productos.
El sistema modular típico consta de tres niveles principales: la base maestra (15.000-45.000 €), las subplacas estandarizadas (3.000-8.000 € cada una) y los insertos de precisión (500-2.500 € por cavidad). Al producir entre 5 y 10 piezas relacionadas, la infraestructura base compartida reduce los costes de las herramientas individuales entre un 40 y un 60 % en comparación con las matrices dedicadas.
La selección del material desempeña un papel crucial en el éxito modular. El acero para herramientas H13 (endurecido a 48-52 HRC) proporciona la base óptima para aplicaciones de alto volumen, ofreciendo una resistencia excepcional al ciclo térmico y estabilidad dimensional. Para la producción de menor volumen, el acero P20 (28-32 HRC) ofrece un rendimiento adecuado con un coste un 30 % inferior. Los materiales de los insertos dependen de la complejidad de la pieza: las geometrías simples utilizan P20, mientras que las características intrincadas que requieren detalles nítidos se benefician del acero para herramientas A2 endurecido a 58-62 HRC.
Las consideraciones de diseño van más allá de la selección del material. Los sistemas modulares requieren mecanismos de alineación precisos, que normalmente se consiguen mediante pasadores de espiga con una precisión de posicionamiento de ±0,02 mm y abrazaderas mecánicas capaces de ejercer una presión de sujeción de 150-200 bares. El diseño del sistema de refrigeración se vuelve más complejo, lo que requiere accesorios de desconexión rápida y sistemas de colectores flexibles para adaptarse a diversas configuraciones de insertos.
Estrategias de diseño de herramientas familiares
Las herramientas familiares consolidan múltiples variaciones de piezas en un único sistema de herramientas, maximizando la utilización de la máquina y minimizando los costes de configuración. La estrategia funciona especialmente bien para componentes que comparten espesores de material, envolventes dimensionales y volúmenes de producción similares.
Tres configuraciones principales de herramientas familiares dominan las aplicaciones de fabricación: disposición en tira, disposición circular y bloques de cavidades modulares. Las disposiciones en tira organizan las piezas linealmente, lo que resulta ideal para operaciones progresivas y piezas con geometrías similares. Las disposiciones circulares optimizan la utilización del material para componentes redondos o compactos, mientras que los bloques de cavidades modulares proporcionan la máxima flexibilidad para familias de piezas mixtas.
Los parámetros de diseño críticos incluyen el espaciado de las cavidades, la optimización del sistema de canales y la sincronización de la expulsión. El espaciado mínimo entre cavidades suele oscilar entre 25 y 40 mm, dependiendo del tamaño de la pieza y de los requisitos de flujo del material. Los sistemas de canales deben equilibrar el desperdicio de material con la calidad del llenado: los sistemas de canales calientes reducen el desperdicio de material entre un 15 y un 25 %, pero aumentan el coste de la herramienta entre 20.000 y 50.000 €.
El análisis del volumen determina las agrupaciones familiares óptimas. Las piezas con ratios de producción dentro de 3:1 funcionan bien juntas, mientras que las mayores disparidades crean ineficiencias. Por ejemplo, agrupar una pieza de volumen anual de 100.000 unidades con un componente de 25.000 unidades maximiza la utilización de la herramienta, pero emparejarla con un artículo especial de 5.000 unidades crea una complejidad innecesaria.
| Configuración de herramienta familiar | Conteo óptimo de piezas | Tiempo de configuración | Eficiencia del material | Rango de costo de la herramienta |
|---|---|---|---|---|
| Diseño de tira | 2-4 piezas | 15-25 minutos | 75-85% | €25,000-60,000 |
| Disposición circular | 4-8 piezas | 20-35 minutos | 80-90% | €35,000-80,000 |
| Bloques de cavidad modular | 3-6 piezas | 10-20 minutos | 70-80% | €40,000-100,000 |
La uniformidad del espesor de la pared se vuelve particularmente desafiante en las herramientas familiares debido a las diferentes geometrías de las piezas y los patrones de flujo. El análisis de la dinámica de fluidos computacional ayuda a optimizar las ubicaciones de las compuertas y el dimensionamiento de los canales para garantizar un llenado uniforme en todas las cavidades.
Análisis de costes y cálculos del ROI
La cuantificación de la reducción de los costes de utillaje requiere un análisis exhaustivo que vaya más allá de la inversión inicial. El utillaje tradicional de un solo propósito para una familia de cinco piezas suele costar entre 150.000 y 300.000 €, mientras que los sistemas modulares o de herramientas familiares equivalentes oscilan entre 80.000 y 180.000 €, lo que representa un ahorro inmediato del 25-40 %.
Sin embargo, el verdadero valor surge a través del análisis del ciclo de vida. Los sistemas modulares permiten iteraciones de diseño rápidas a través de modificaciones de insertos que cuestan entre 1.500 y 5.000 € frente a los 25.000-50.000 € de las reconstrucciones completas de herramientas. Las herramientas familiares reducen los costes de configuración por pieza de 150-300 € a 30-75 €, lo que resulta especialmente impactante para las series de producción de volumen medio.
La reducción del plazo de entrega proporciona un valor adicional. El utillaje estándar requiere de 12 a 16 semanas para las matrices complejas, mientras que los sistemas modulares con bases preconstruidas reducen este plazo a 6-10 semanas para el desarrollo de nuevos insertos. Las herramientas familiares eliminan múltiples configuraciones, reduciendo el tiempo total de producción en un 15-30 % para series de piezas mixtas.
Las mejoras en la utilización de la máquina aumentan los beneficios de los costes. El utillaje de un solo propósito a menudo alcanza una utilización del 40-60 % debido a los requisitos de cambio y las limitaciones de programación. Las herramientas familiares pueden impulsar la utilización al 75-85 %, aumentando efectivamente la capacidad de producción sin inversión en equipos de capital.
| Categoría de costo | Herramientas tradicionales | Matrices modulares | Herramientas familiares | Potencial de ahorro |
|---|---|---|---|---|
| Inversión inicial | €200,000 | €120,000 | €100,000 | 40-50% |
| Cambios de diseño | €35,000 | €8,000 | €15,000 | 57-77% |
| Costos de configuración/ejecución | €250 | €180 | €75 | 28-70% |
| Tiempo de entrega (semanas) | 14-18 | 8-12 | 10-14 | 30-44% |
Consideraciones sobre la selección de materiales y la durabilidad
La selección del material de utillaje impacta directamente tanto en los costes iniciales como en la durabilidad a largo plazo. La mayor complejidad de los sistemas modulares y familiares exige una cuidadosa combinación de materiales con los requisitos de la aplicación y los volúmenes de producción.
Para aplicaciones de fundición a presión de alto volumen que superen los 500.000 ciclos, el acero para herramientas H13 proporciona un rendimiento óptimo. Su contenido de 1,05 % de cromo y 1,50 % de molibdeno ofrece una excelente resistencia a la fatiga térmica y mantiene la dureza hasta 600 °C. Los tratamientos superficiales como el revestimiento de nitruro prolongan la vida útil de la herramienta en un 40-60 %, añadiendo entre 3.000 y 8.000 € al coste de la herramienta, pero reduciendo la frecuencia de sustitución.
Las aplicaciones de volumen medio (100.000-500.000 ciclos) se benefician del equilibrio entre rendimiento y coste del acero P20. Preendurecido a 28-32 HRC, el P20 elimina los riesgos de distorsión por tratamiento térmico al tiempo que proporciona una resistencia al desgaste adecuada. Su maquinabilidad superior reduce el tiempo de fabricación en un 20-25 % en comparación con el H13.
Las aplicaciones especializadas requieren soluciones a medida. Las operaciones de thixoforming que operan a 580-620 °C exigen aceros para herramientas de primera calidad como el H11 o aleaciones personalizadas con una conductividad térmica mejorada. Si bien los costes iniciales aumentan entre un 40 y un 60 %, la prolongada vida útil de la herramienta justifica la inversión para la producción de alto volumen.
Los materiales de los insertos siguen diferentes criterios de optimización. Las aplicaciones de cambio frecuente priorizan la maquinabilidad y el coste sobre la durabilidad final. El acero 1018 o el aluminio 7075-T6 proporcionan un rendimiento adecuado para los insertos de prototipos y de producción de bajo volumen, reduciendo los costes en un 60-70 % en comparación con las alternativas de acero para herramientas.
Los materiales del sistema de refrigeración impactan significativamente en el rendimiento. Las líneas de refrigeración de aleación de cobre proporcionan una conductividad térmica 3 veces mejor que el acero, pero cuestan 4 veces más. Para aplicaciones de alto ciclo, la mejora de la eliminación del calor justifica la inversión a través de la reducción de los tiempos de ciclo y la prolongación de la vida útil de la herramienta.
Precisión de fabricación y control de calidad
Los sistemas de utillaje modular y familiar exigen estándares de precisión elevados para garantizar un ajuste adecuado y una calidad de pieza consistente. Las tolerancias dimensionales se aprietan en un 30-50 % en comparación con las herramientas de un solo propósito, con interfaces críticas que requieren una precisión de ±0,01 mm.
La fabricación de componentes base establece la base para el éxito del sistema. Las superficies de montaje requieren acabados superficiales de Ra 0,4 μm o mejores para evitar el micromovimiento durante la producción. Los orificios de los pasadores de espiga mantienen una tolerancia posicional de ±0,005 mm, mientras que las superficies de sujeción deben permanecer planas dentro de 0,02 mm en toda su extensión.
La fabricación de insertos equilibra la precisión con la eficiencia de costes. Las superficies de formación críticas mantienen una tolerancia dimensional de ±0,025 mm, mientras que las características no críticas pueden relajarse a ±0,05 mm. Los requisitos de acabado superficial varían según la aplicación: las superficies de clase A para piezas visibles requieren Ra 0,2 μm, mientras que las superficies funcionales aceptan Ra 0,8 μm.
Los procedimientos de control de calidad se expanden más allá de la verificación tradicional de herramientas. Los sistemas modulares requieren protocolos de verificación de montaje que confirmen el asiento adecuado del inserto, la integridad del circuito de refrigeración y la sincronización del sistema de expulsión. Las herramientas familiares exigen la validación del análisis de flujo que garantice un llenado equilibrado en todas las cavidades.
Para obtener resultados de alta precisión, solicite un presupuesto gratuito y obtenga precios en 24 horas de Microns Hub.
Los protocolos de medición e inspección se adaptan a la complejidad modular. Las máquinas de medición por coordenadas verifican la geometría de los componentes base, mientras que los comparadores ópticos comprueban los perfiles de los insertos. La verificación del montaje utiliza galgas pasa/no pasa que confirman el ajuste y la función adecuados antes de las pruebas de producción.
Integración con la fabricación moderna
Las tecnologías de la Industria 4.0 amplifican los beneficios de las herramientas modulares y familiares a través de una mejor supervisión, mantenimiento predictivo y sistemas de cambio automatizados. Las herramientas inteligentes incorporan sensores que supervisan la temperatura, la presión y los recuentos de ciclos, proporcionando información de rendimiento en tiempo real.
Los sistemas de cambio automatizados reducen los tiempos de configuración de 30-60 minutos a 5-15 minutos a través de la manipulación robótica de insertos y sistemas de posicionamiento predeterminados. Si bien añaden entre 50.000 y 150.000 € al coste del sistema, la automatización se amortiza en un plazo de 18 a 24 meses para entornos de producción de alta mezcla.
La tecnología de gemelo digital permite la optimización virtual de las configuraciones de herramientas familiares antes de la fabricación física. El software de simulación predice los patrones de llenado, identifica posibles problemas de calidad y optimiza los sistemas de canales, reduciendo los costes de creación de prototipos físicos en un 40-60 %.
Los algoritmos de mantenimiento predictivo analizan los datos de los sensores para predecir el desgaste de los insertos y programar la sustitución antes de que se produzca la degradación de la calidad. Este enfoque proactivo reduce las tasas de desecho en un 15-25 % y elimina el tiempo de inactividad por reparaciones de emergencia.
La integración con servicios de fabricación de chapa crea soluciones de fabricación integrales que combinan múltiples procesos en secuencias de producción optimizadas. Este enfoque holístico reduce los costes de manipulación y mejora el control de calidad general.
Estrategia de implementación y planificación
La implementación exitosa de herramientas modulares requiere un análisis sistemático de las carteras de productos existentes y los planes de desarrollo futuros. El proceso comienza con un análisis exhaustivo de la familia de piezas que identifica las oportunidades de consolidación y estandarización.
La clasificación de las piezas examina las envolventes dimensionales, los requisitos de materiales, los volúmenes de producción y las especificaciones de calidad. Los componentes que comparten características similares se convierten en candidatos para las herramientas familiares, mientras que las piezas que requieren cambios de diseño frecuentes se benefician de los enfoques modulares.
El análisis de la inversión compara los costes de las herramientas tradicionales con las alternativas modulares en horizontes de 3 a 5 años. El análisis incluye los costes iniciales de las herramientas, los gastos de modificación, el ahorro de tiempo de configuración y las mejoras en la utilización de la máquina. Los períodos de amortización suelen oscilar entre 12 y 24 meses, dependiendo de los volúmenes de producción y la complejidad de las piezas.
La evaluación de riesgos identifica los posibles desafíos, incluyendo el aumento de la complejidad del diseño, los requisitos de capacidad del proveedor y las demandas de control de calidad. Las estrategias de mitigación abordan cada riesgo identificado a través de la cualificación del proveedor, los procedimientos de inspección mejorados y la planificación de respaldo.
Al trabajar con Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica y nuestro enfoque de servicio personalizado significan que cada proyecto recibe la atención al detalle necesaria para una implementación exitosa de herramientas modulares.
La implementación se lleva a cabo a través de programas piloto que validan los conceptos en familias de piezas representativas antes de la implementación a gran escala. Los resultados del piloto informan el refinamiento de los estándares de diseño, los procedimientos de fabricación y los protocolos de control de calidad. Las métricas de éxito incluyen los logros de reducción de costes, las mejoras de calidad y las reducciones de los plazos de entrega.
Los programas de formación garantizan que los equipos de producción comprendan el funcionamiento del sistema modular, los procedimientos de cambio y los requisitos de mantenimiento. Los estándares de documentación capturan las lecciones aprendidas y establecen las mejores prácticas para futuras aplicaciones.
Optimización avanzada del diseño
La optimización de las herramientas modulares y familiares se extiende más allá de la consolidación básica para abarcar estrategias de diseño sofisticadas que maximizan la eficiencia y minimizan los costes. Las técnicas avanzadas incluyen sistemas de diseño paramétrico, optimización de la topología y algoritmos de optimización multiobjetivo.
El diseño paramétrico permite cambios rápidos de configuración a través de la modificación de la geometría impulsada por variables. Las plantillas maestras incorporan reglas y restricciones de diseño, ajustando automáticamente los canales de refrigeración, los sistemas de expulsión y los elementos estructurales a medida que cambian las configuraciones de los insertos. Este enfoque reduce el tiempo de diseño en un 50-70 % para los productos derivados.
Los algoritmos de optimización de la topología determinan la distribución óptima del material dentro de las estructuras de las herramientas, reduciendo el peso en un 20-30 % manteniendo la integridad estructural. La reducción de peso se traduce en ahorros en los costes de materiales y en la mejora de las características de manipulación durante las operaciones de configuración.
La optimización multiobjetivo equilibra los requisitos contrapuestos, incluyendo el coste de la herramienta, el tiempo de ciclo, la calidad de la pieza y la vida útil de la herramienta. Los algoritmos genéticos exploran miles de variaciones de diseño identificando soluciones óptimas de Pareto que proporcionan el mejor rendimiento general.
La optimización del sistema de refrigeración emplea la dinámica de fluidos computacional y el análisis de transferencia de calor optimizando el enrutamiento de los canales, el dimensionamiento del diámetro y la distribución del flujo. Los diseños de refrigeración avanzados reducen los tiempos de ciclo en un 10-20 % al tiempo que mejoran la consistencia de la calidad de la pieza a través de un mejor control de la temperatura.
La integración con nuestros servicios de fabricación proporciona soluciones integrales que abarcan la optimización del diseño, la fabricación de herramientas y la implementación de la producción. Este enfoque integrado garantiza una ejecución perfecta desde el concepto hasta la producción a gran escala.
Preguntas frecuentes
¿Qué volumen de producción mínimo justifica la inversión en herramientas modulares?
Las herramientas modulares se vuelven rentables para volúmenes familiares combinados que superen las 50.000 unidades anuales en 3-5 piezas relacionadas. Los volúmenes de piezas individuales tan bajos como 10.000 unidades pueden justificar los enfoques modulares cuando los cambios de diseño son frecuentes o se espera un crecimiento futuro del volumen.
¿Cómo afectan las matrices modulares a la calidad de la pieza en comparación con las herramientas dedicadas?
Los sistemas modulares diseñados adecuadamente logran una calidad de pieza equivalente a la de las herramientas dedicadas. Los factores críticos incluyen interfaces precisas de inserto a base (±0,01 mm), una integración adecuada del circuito de refrigeración y procedimientos de montaje validados. Algunas aplicaciones pueden experimentar ligeras mejoras debido a los sistemas de refrigeración y expulsión optimizados.
¿Qué requisitos de mantenimiento difieren entre las herramientas modulares y las tradicionales?
Los sistemas modulares requieren atención adicional a la limpieza de la interfaz, la integridad del sello y la verificación de la alineación. Los intervalos de mantenimiento pueden acortarse en un 10-20 % debido a la mayor complejidad, pero los costes de mantenimiento a nivel de inserto disminuyen significativamente en comparación con el servicio completo de la herramienta.
¿Se pueden convertir las herramientas existentes en sistemas modulares?
La viabilidad de la conversión depende del diseño y el estado originales de la herramienta. Las geometrías simples con material estructural adecuado a menudo pueden adaptarse a la conversión, mientras que las herramientas complejas pueden requerir una reconstrucción completa. Los costes de conversión suelen oscilar entre el 40 y el 70 % de la nueva inversión en herramientas modulares.
¿Qué ventajas de plazo de entrega ofrecen las herramientas familiares?
Las herramientas familiares reducen los plazos de entrega totales de la producción en un 25-40 % mediante la eliminación de múltiples configuraciones y cambios. Los plazos de entrega de diseño y fabricación pueden aumentar en 2-4 semanas debido a la mayor complejidad, pero las ganancias de eficiencia de producción compensan con creces el desarrollo inicial más largo.
¿Cómo se comparan los costes de materiales entre los enfoques modulares y tradicionales?
Los costes iniciales de materiales para los sistemas modulares suelen aumentar entre un 15 y un 25 % debido a las interfaces de precisión y los componentes especializados. Sin embargo, los costes de materiales del ciclo de vida disminuyen a través de la sustitución a nivel de inserto frente a la reconstrucción completa de la herramienta, lo que resulta en un ahorro de costes de materiales del 30-50 % durante 3-5 años.
¿Qué limitaciones de diseño se aplican a los sistemas de herramientas modulares?
Los sistemas modulares funcionan mejor con piezas que comparten requisitos similares de flujo de material, patrones de expulsión y necesidades de refrigeración. Las relaciones de aspecto extremas, los cortes inferiores complejos o los tiempos de ciclo muy variables pueden limitar las oportunidades de consolidación. Un análisis cuidadoso de la familia de piezas identifica las agrupaciones óptimas al tiempo que evita las combinaciones problemáticas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece