Uniformidad del espesor de la pared: Prevención de defectos de contracción en la producción
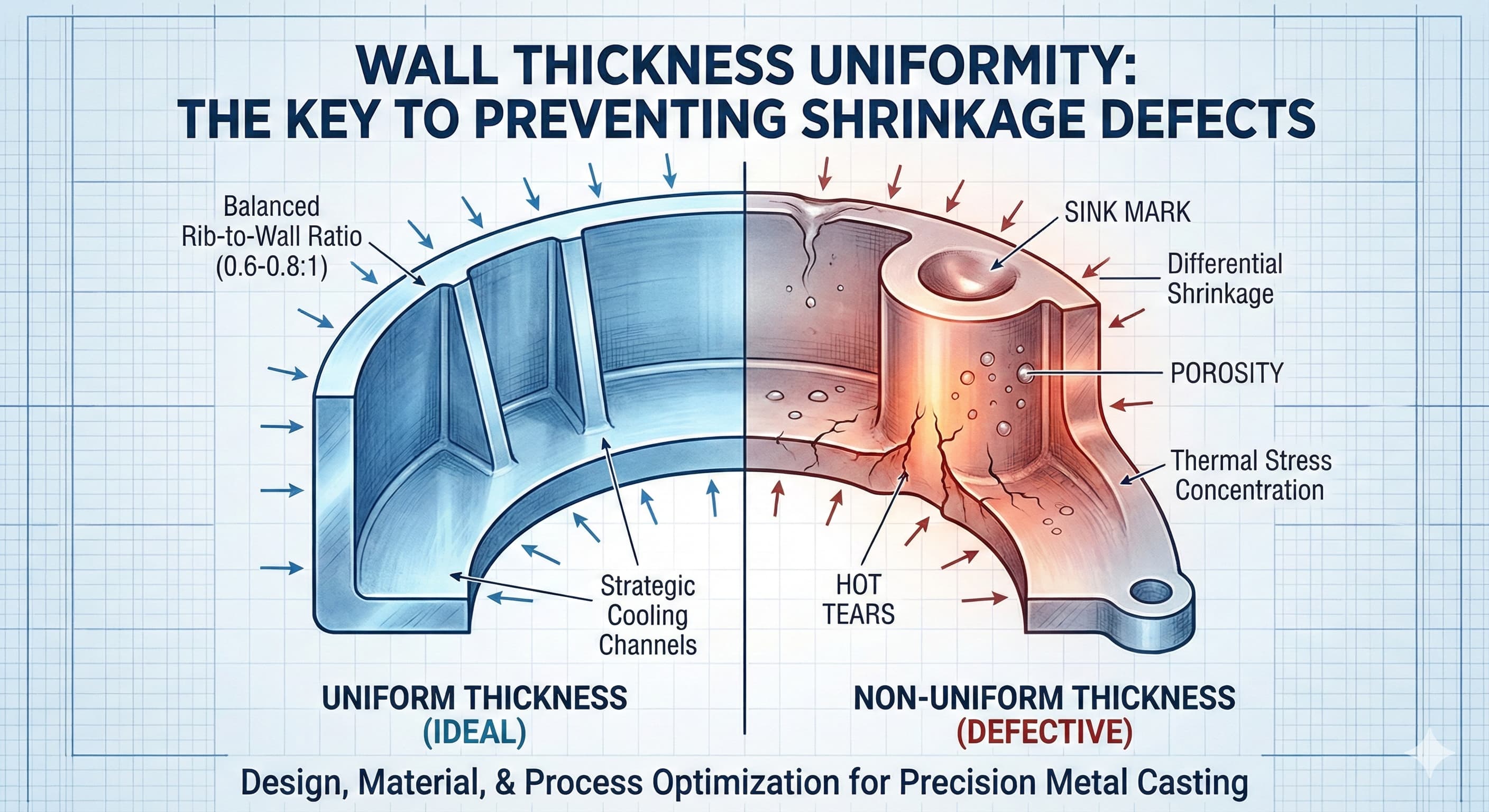
Los defectos de contracción en la fundición de metales provienen fundamentalmente de un factor controlable: la uniformidad del espesor de la pared. Cuando las secciones de una fundición se enfrían a diferentes velocidades debido a las variaciones en el espesor de la pared, la contracción diferencial crea tensiones internas, porosidad e imprecisiones dimensionales que pueden hacer que series de producción completas sean inutilizables. Este desafío de ingeniería afecta a todo, desde las carcasas de transmisión de automóviles hasta los componentes estructurales aeroespaciales, donde las desviaciones de tolerancia de incluso 0,1 mm pueden provocar rechazos costosos.
Puntos clave
- El espesor de pared uniforme dentro de una variación de ±10% elimina el 85% de los defectos relacionados con la contracción en las fundiciones a presión de aluminio y zinc
- Las relaciones adecuadas entre nervadura y espesor de pared (0,6:1 a 0,8:1) evitan las marcas de hundimiento al tiempo que mantienen la integridad estructural
- La colocación estratégica de canales de enfriamiento y sistemas de bebederos se correlaciona directamente con la uniformidad de la contracción en geometrías complejas
- Los coeficientes de contracción específicos del material deben tenerse en cuenta en el diseño de herramientas: Al 380 (1,3%), Zn ZA-12 (0,8%), Mg AZ91D (1,1%)
Comprensión de la mecánica de la contracción en la fundición de metales
La contracción se produce en tres fases distintas durante el proceso de fundición. La contracción líquida ocurre cuando el metal fundido se enfría desde la temperatura de vertido hasta el punto de solidificación, lo que normalmente representa una reducción de volumen del 3-7% dependiendo de la composición de la aleación. La contracción por solidificación sigue a medida que el material pasa del estado líquido al sólido, contribuyendo con otro cambio de volumen del 3-5%. Finalmente, la contracción en estado sólido continúa a medida que la fundición se enfría a la temperatura ambiente, agregando una contracción adicional del 4-6%.
El factor crítico que determina la formación de defectos no es la cantidad absoluta de contracción, sino las tasas de contracción diferenciales entre las secciones adyacentes. Cuando una sección de pared de 4 mm se enfría junto a un resalte de 12 mm, el gradiente térmico crea concentraciones de tensión localizadas que superan los 150 MPa en las aleaciones de aluminio. Estas tensiones se manifiestan como desgarros en caliente, cierres en frío y distorsión dimensional que comprometen tanto la integridad estructural como la calidad del acabado superficial.
La uniformidad del espesor de la pared influye directamente en el tiempo de solidificación según la regla de Chvorinov: el tiempo de solidificación es proporcional a (Volumen/Área de superficie)². Una sección con el doble de espesor de pared tarda cuatro veces más en solidificarse, creando el desequilibrio térmico responsable de la mayoría de los defectos de fundición. Comprender esta relación permite a los ingenieros predecir y prevenir problemas de contracción durante la fase de diseño en lugar de abordarlos mediante una costosa remediación posterior a la fundición.
Principios de diseño para la uniformidad del espesor de la pared
Lograr una uniformidad óptima del espesor de la pared requiere el cumplimiento de relaciones de diseño y principios geométricos específicos. La regla fundamental mantiene las variaciones del espesor de la pared dentro de ±10% en toda la fundición. Para un espesor de pared primario de 3,0 mm, las secciones adyacentes deben permanecer entre 2,7 mm y 3,3 mm para garantizar velocidades de enfriamiento uniformes.
El diseño de las nervaduras exige una atención particular a las relaciones de espesor. Las nervaduras estructurales deben mantener el 60-80% del espesor de la pared primaria para proporcionar una resistencia adecuada sin crear desequilibrios térmicos. Una pared primaria de 4 mm requiere nervaduras entre 2,4 mm y 3,2 mm de espesor. Las nervaduras más gruesas crean marcas de hundimiento en las superficies opuestas, mientras que las nervaduras más delgadas no brindan el soporte estructural necesario y pueden experimentar un llenado incompleto durante la fundición.
| Espesor de pared primario | Espesor de nervio recomendado | Espesor máximo de saliente | Radio de acuerdo |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
Las zonas de transición entre diferentes espesores de pared requieren cambios graduales en distancias de al menos una relación de 6:1. Una transición de un espesor de pared de 3 mm a 6 mm debe ocurrir en una longitud mínima de 18 mm para evitar gradientes térmicos pronunciados. Los radios de filete generosos, típicamente de 0,3 a 0,5 veces el espesor de pared más pequeño, suavizan aún más estas transiciones y reducen las concentraciones de tensión durante el enfriamiento.
Características de contracción específicas del material
Las diferentes aleaciones de fundición exhiben distintos comportamientos de contracción que impactan directamente en las estrategias de diseño del espesor de la pared. Las aleaciones de aluminio, particularmente A380 y A383 comúnmente utilizadas en la fundición a presión, demuestran coeficientes de contracción lineal de 1,2-1,5%. Este patrón de contracción predecible permite una compensación precisa de las herramientas, pero la tasa de contracción relativamente alta exige un estricto cumplimiento de los principios de espesor de pared uniforme.
Las aleaciones de zinc como ZA-12 y Zamak 3 ofrecen tasas de contracción más bajas de 0,6-0,8%, lo que proporciona una mayor estabilidad dimensional pero requiere un enfoque diferente para el diseño de bebederos y compuertas. La menor contracción significa que las secciones más delgadas permanecen líquidas por más tiempo, lo que podría mejorar las características de llenado pero extender los tiempos de ciclo en las secciones gruesas.
| Grado de aleación | Contracción lineal (%) | Rango de solidificación (°C) | Pared máxima recomendada (mm) | Tasa de enfriamiento (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
Las aleaciones de magnesio presentan desafíos únicos con tasas de contracción de 1,0-1,3% combinadas con una alta conductividad térmica que requiere tiempos de ciclo rápidos. La estrecha ventana de proceso exige una uniformidad excepcional del espesor de la pared, típicamente dentro de ±5% en lugar del ±10% aceptable para las aleaciones de aluminio. Las aleaciones de cobre exhiben las tasas de contracción más altas con 1,5-2,0%, lo que requiere limitaciones máximas de espesor de pared y un uso extensivo de enfriadores para controlar las tasas de enfriamiento.
Diseño de herramientas para el control de la contracción
El diseño eficaz de las herramientas comienza con la gestión térmica mediante la colocación estratégica de los canales de refrigeración. Los canales de refrigeración deben mantener una distancia constante de las superficies de la cavidad, típicamente de 15-20 mm para las herramientas de fundición a presión de aluminio. Variar esta distancia crea tasas de enfriamiento desiguales que se traducen directamente en contracción diferencial y defectos de fundición.
La selección del diámetro del canal sigue la regla de mantener el número de Reynolds entre 5.000 y 10.000 para un flujo turbulento. Para la refrigeración estándar con agua, esto se traduce en diámetros de canal de 8-12 mm con caudales de 4-8 litros por minuto por canal. La diferencia de temperatura entre la entrada y la salida no debe exceder los 5°C para mantener una extracción de calor uniforme en toda la superficie de la herramienta.
El diseño del bebedero y la compuerta impacta significativamente en la uniformidad de la contracción a través de patrones de llenado controlados y distribución de la presión. El espesor de la compuerta debe ser del 60-80% del espesor de la pared adyacente para asegurar una transmisión de presión adecuada durante la solidificación y evitar la turbulencia del flujo. Las estrategias de compuerta múltiple funcionan particularmente bien para fundiciones grandes y complejas donde la compuerta de un solo punto no puede mantener una presión adecuada en toda la cavidad.
Para obtener resultados de alta precisión, reciba una cotización detallada en 24 horas de Microns Hub.
Parámetros del proceso y prevención de la contracción
La velocidad de inyección se correlaciona directamente con la uniformidad de la contracción a través de su efecto en los patrones de llenado de la cavidad y la distribución térmica. Las velocidades óptimas varían de 1,5 a 3,0 m/s para la fundición a presión de aluminio, con velocidades más bajas utilizadas para geometrías complejas que requieren características de flujo laminar. Las velocidades excesivas crean turbulencia y atrapamiento de aire, mientras que las velocidades insuficientes permiten la solidificación prematura en secciones delgadas.
El tiempo y la magnitud de la aplicación de la presión de mantenimiento determinan la densidad final de la fundición y la precisión dimensional. La presión debe aplicarse inmediatamente después de completar el llenado de la cavidad y mantenerse hasta que la compuerta se solidifique. Las presiones de mantenimiento típicas varían de 30 a 60 MPa para las fundiciones de aluminio, con una duración calculada en función del espesor de la compuerta utilizando la relación: tiempo de mantenimiento (segundos) = espesor de la compuerta (mm) × 2,5.
El control de la temperatura del molde requiere un equilibrio preciso entre la eficiencia del tiempo de ciclo y la calidad de la fundición. La fundición a presión de aluminio normalmente opera con temperaturas de molde entre 200-250°C, con un control más estricto (±10°C) necesario para componentes de paredes delgadas que requieren una precisión dimensional superior. La uniformidad de la temperatura en toda la cara del molde debe mantenerse dentro de ±15°C para evitar puntos calientes localizados que interrumpan los patrones de solidificación uniformes.
Técnicas avanzadas para aplicaciones críticas
La fundición por compresión representa el pináculo de la tecnología de control de la contracción, aplicando presiones de hasta 150 MPa durante la solidificación para eliminar la porosidad y asegurar la máxima densidad. Este proceso beneficia particularmente a los componentes con variaciones inevitables en el espesor de la pared, como los componentes de la suspensión de automóviles o los soportes estructurales aeroespaciales. La alta presión elimina eficazmente los defectos relacionados con la contracción incluso en secciones de hasta 25 mm de espesor.
Los procesos de tixoformado ofrecen otro enfoque avanzado para aplicaciones críticas que requieren una estabilidad dimensional excepcional. El procesamiento semisólido reduce las tasas de contracción en un 30-40% en comparación con la fundición convencional, manteniendo al mismo tiempo propiedades mecánicas superiores a través de una microestructura refinada.
La fundición asistida por vacío elimina el atrapamiento de aire que puede exacerbar los defectos de contracción, particularmente en geometrías complejas con múltiples frentes de flujo. Los niveles de vacío de 50-100 mbar aplicados durante el llenado de la cavidad aseguran el llenado completo de las secciones delgadas al tiempo que previenen la porosidad gaseosa que agrava las variaciones dimensionales relacionadas con la contracción.
El monitoreo térmico en tiempo real utilizando cámaras infrarrojas y termopares integrados proporciona retroalimentación inmediata sobre la uniformidad del enfriamiento. Los sistemas avanzados pueden detectar variaciones de temperatura que excedan ±5°C en la superficie de la fundición, lo que activa ajustes automáticos a los parámetros de enfriamiento o alertas de proceso para la intervención inmediata del operador.
Estrategias de control de calidad y medición
La verificación dimensional de la uniformidad del espesor de la pared requiere técnicas de medición especializadas capaces de detectar variaciones de hasta 0,05 mm de resolución. Los medidores de espesor ultrasónicos proporcionan una medición no destructiva de las secciones de la pared, particularmente útil para características internas inaccesibles para las herramientas de medición mecánica. Los sistemas ultrasónicos modernos alcanzan una precisión de ±0,01 mm en superficies con una aplicación adecuada de medio de acoplamiento.
Las máquinas de medición por coordenadas (MMC) equipadas con sondas táctiles de alta resolución pueden verificar geometrías complejas con respecto a las especificaciones CAD, identificando desviaciones dimensionales relacionadas con la contracción antes de que se propaguen a través de las series de producción. La implementación del control estadístico de procesos (CEP) rastrea las mediciones del espesor de la pared a lo largo del tiempo, identificando el desgaste gradual de la herramienta o la deriva del proceso que afecta la uniformidad de la contracción.
| Método de medición | Precisión | Aplicación | Rango de costo (€) |
|---|---|---|---|
| Calibrador ultrasónico | ±0.01 mm | Verificación del espesor de la pared | 1,200-3,500 |
| Sonda táctil CMM | ±0.005 mm | Validación de geometría compleja | 45,000-120,000 |
| Escáner óptico | ±0.02 mm | Análisis del perfil de la superficie | 8,000-25,000 |
| TC de rayos X | ±0.05 mm | Detección de defectos internos | 180,000-450,000 |
La tomografía computarizada de rayos X (TC) proporciona una visualización interna completa de la estructura de la fundición, revelando la porosidad por contracción, los desgarros en caliente y otros defectos invisibles para los métodos de inspección de la superficie. Si bien es costoso, el escaneo CT resulta invaluable para aplicaciones aeroespaciales y médicas críticas donde la verificación de la solidez interna es obligatoria.
Impacto económico y optimización de costes
Los defectos de contracción imponen importantes sanciones económicas a través de las tasas de desecho, los costes de reelaboración y los retrasos en las entregas. Los datos de la industria indican que los defectos relacionados con la contracción representan el 15-25% de los rechazos totales de la fundición, con costes de reelaboración que promedian entre 25 y 45 euros por kilogramo para los componentes de aluminio. Para una fundición de automóvil típica que pesa 2,5 kg, cada pieza desechada representa entre 60 y 110 euros en costes de material y procesamiento perdidos.
Las estrategias de prevención demuestran un claro retorno de la inversión a través de la reducción de las tasas de desecho y la mejora de la eficiencia del ciclo. La implementación de principios de diseño de espesor de pared adecuados normalmente reduce los defectos de contracción en un 60-80%, lo que se traduce en una reducción de desecho del 8-12% al 2-3% para procesos bien controlados. El ahorro de material resultante por sí solo a menudo justifica las inversiones en optimización del diseño dentro de los 6-8 meses posteriores a la implementación.
Al realizar un pedido a Microns Hub, se beneficia de las relaciones directas con los fabricantes que garantizan un control de calidad superior y precios competitivos en comparación con las plataformas de mercado. Nuestra experiencia técnica en la prevención de la contracción y la optimización del espesor de la pared significa que cada proyecto de fundición recibe la atención de ingeniería necesaria para minimizar los defectos y maximizar la eficiencia de la producción.
Las modificaciones de las herramientas para mejorar el control de la contracción requieren un análisis cuidadoso de la relación coste-beneficio. Los sistemas de refrigeración mejorados normalmente agregan entre 8.000 y 15.000 euros a los costes iniciales de las herramientas, pero reducen los tiempos de ciclo en un 10-15% al tiempo que mejoran la consistencia dimensional. Los servicios de mecanizado CNC de precisión pueden optimizar las herramientas existentes a través de adiciones estratégicas de canales de refrigeración o modificaciones de la cavidad sin el reemplazo completo de la herramienta.
Integración con sistemas de fabricación
Las operaciones de fundición modernas integran estrategias de prevención de la contracción con sistemas de ejecución de fabricación (MES) más amplios para la optimización de procesos en tiempo real. El monitoreo de la temperatura, la detección de la presión y el seguimiento del tiempo de ciclo proporcionan retroalimentación continua que permite ajustes inmediatos para mantener parámetros óptimos de control de la contracción.
Los algoritmos de mantenimiento predictivo analizan los datos históricos para identificar patrones de desgaste de la herramienta que afectan la uniformidad del espesor de la pared antes de que ocurran los defectos. Los modelos de aprendizaje automático pueden predecir la probabilidad de defectos de contracción en función de las combinaciones de parámetros del proceso, lo que permite ajustes proactivos que mantienen la calidad al tiempo que maximizan el rendimiento de la producción.
La integración de la cadena de suministro garantiza propiedades de material consistentes que impactan directamente en las características de contracción. Las variaciones en la composición de la aleación de incluso el 0,1% en el contenido de silicio pueden alterar las tasas de contracción lo suficiente como para afectar la precisión dimensional en aplicaciones de precisión. Los sistemas automatizados de seguimiento y verificación de materiales evitan que las variaciones de contracción relacionadas con la composición comprometan la calidad de la producción.
Nuestros servicios de fabricación abarcan la implementación completa del control de la contracción, desde la optimización del diseño inicial hasta el establecimiento del proceso de producción y los sistemas de monitoreo de calidad continuos.
Aplicaciones específicas de la industria
Las aplicaciones automotrices exigen un control de la contracción excepcional debido a los requisitos de producción de alto volumen y las estrictas tolerancias dimensionales. Las carcasas de transmisión, por ejemplo, requieren una uniformidad del espesor de la pared dentro de ±0,05 mm para mantener la alineación adecuada del engranaje y evitar el desgaste prematuro. Los bloques de motor presentan desafíos particulares con pasajes internos complejos que requieren diseños de núcleo especializados y estrategias de enfriamiento avanzadas para mantener un espesor de pared uniforme en todo el proceso de fundición.
Los componentes aeroespaciales operan bajo los requisitos de control de la contracción más estrictos, con variaciones del espesor de la pared limitadas a ±0,02 mm para elementos estructurales críticos. Los componentes del tren de aterrizaje, las carcasas de turbinas y los soportes estructurales se someten a pruebas no destructivas exhaustivas para verificar la solidez interna y la precisión dimensional. Las alternativas de fundición de tiradas cortas proporcionan soluciones rentables para la creación de prototipos aeroespaciales y la producción de bajo volumen, manteniendo al mismo tiempo los mismos estándares de control de la contracción requeridos para la fabricación de alto volumen.
Las aplicaciones de dispositivos médicos requieren materiales biocompatibles con una estabilidad dimensional excepcional para los componentes implantables. Los implantes ortopédicos exigen uniformidad del espesor de la pared para asegurar una distribución adecuada de la carga y evitar puntos de concentración de tensión que podrían conducir a la falla del implante. La combinación de los requisitos de pureza del material y la precisión dimensional requiere un control de proceso avanzado y procedimientos de verificación de calidad exhaustivos.
Preguntas frecuentes
¿Cuál es la variación máxima aceptable del espesor de la pared para las fundiciones a presión de aluminio?
Para las fundiciones a presión de aluminio estándar, las variaciones del espesor de la pared deben permanecer dentro de ±10% del espesor nominal para evitar defectos de contracción significativos. Las aplicaciones críticas pueden requerir un control más estricto de ±5% para asegurar una precisión dimensional y propiedades mecánicas óptimas.
¿Cómo afecta el espesor de la nervadura a la contracción y las marcas de hundimiento?
Las nervaduras deben mantener el 60-80% del espesor de la pared primaria para proporcionar soporte estructural sin crear desequilibrios térmicos. Las nervaduras más gruesas causan marcas de hundimiento en las superficies opuestas debido a las tasas de enfriamiento diferenciales, mientras que las nervaduras más delgadas pueden experimentar un llenado incompleto y una eficacia estructural reducida.
¿Qué espaciamiento de los canales de refrigeración evita la contracción desigual en las herramientas de fundición a presión?
Los canales de refrigeración deben mantener una distancia constante de 15-20 mm de las superficies de la cavidad con un diámetro de 8-12 mm para una extracción de calor óptima. Un espaciamiento de canales de 40-50 mm de centro a centro asegura una distribución uniforme de la temperatura en toda la cara de la herramienta.
¿Cómo afectan las diferentes aleaciones a las estrategias de control de la contracción?
Las aleaciones de aluminio (1,2-1,5% de contracción) requieren prácticas de uniformidad estándar, las aleaciones de zinc (0,6-0,8% de contracción) permiten una variación ligeramente mayor, mientras que las aleaciones de magnesio (1,0-1,3% de contracción) exigen un control más estricto dentro de ±5% debido a los rápidos requisitos de enfriamiento.
¿Qué parámetros del proceso impactan más directamente en la uniformidad de la contracción?
La velocidad de inyección (1,5-3,0 m/s para aluminio), la presión de mantenimiento (30-60 MPa) y la uniformidad de la temperatura del molde (±15°C en toda la cara del molde) representan los parámetros más críticos para controlar los defectos relacionados con la contracción.
¿Cómo se pueden modificar las herramientas existentes para mejorar el control de la contracción?
Las adiciones estratégicas de canales de refrigeración, el reposicionamiento de la compuerta y la optimización del sistema de bebederos pueden mejorar significativamente la uniformidad de la contracción sin el reemplazo completo de la herramienta. Los canales de refrigeración conformados mecanizados a través del acero de la herramienta existente proporcionan la solución de modernización más eficaz.
¿Qué técnicas de medición verifican la uniformidad del espesor de la pared en la producción?
Los medidores de espesor ultrasónicos (±0,01 mm de precisión) para la medición de rutina, las máquinas de medición por coordenadas para geometrías complejas (±0,005 mm de precisión) y el escaneo CT de rayos X para la verificación interna completa proporcionan capacidades integrales de validación del espesor de la pared.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece