Reduzierung der Werkzeugkosten: Modulare Werkzeuge und Familienwerkzeug-Strategie
Die Werkzeugkosten können 30-40 % des Budgets eines Fertigungsprojekts ausmachen, doch die meisten Unternehmen gehen bei der Konstruktion von Werkzeugen und Formen mit einer auf einen einzigen Zweck ausgerichteten Denkweise vor. Modulare Werkzeuge und Familienwerkzeuge stellen eine strategische Verlagerung hin zur Kostenoptimierung dar, ohne die Qualität zu beeinträchtigen - sie senken die Werkzeugkosten um 25-60 % und verkürzen gleichzeitig die Vorlaufzeiten und verbessern die Flexibilität der Fertigung.
Wichtigste Erkenntnisse:
- Modulare Werkzeugsysteme reduzieren die anfänglichen Werkzeuginvestitionen um 40-60 % durch gemeinsame Basiskomponenten und austauschbare Einsätze
- Familienwerkzeuge ermöglichen die gleichzeitige Produktion mehrerer Teilevarianten, wodurch die Maschinenauslastung optimiert und die Kosten pro Teil gesenkt werden
- Die strategische Designplanung für Modularität erfordert eine Vorab-Analyse, liefert aber eine 3-5-fache Kapitalrendite über den Lebenszyklus des Werkzeugs
- Die richtige Materialauswahl und präzise Fertigung sind entscheidend - H13-Werkzeugstahlbasen mit P20-Einsätzen bieten ein optimales Verhältnis von Haltbarkeit zu Kosten
Verständnis der modularen Werkzeugarchitektur
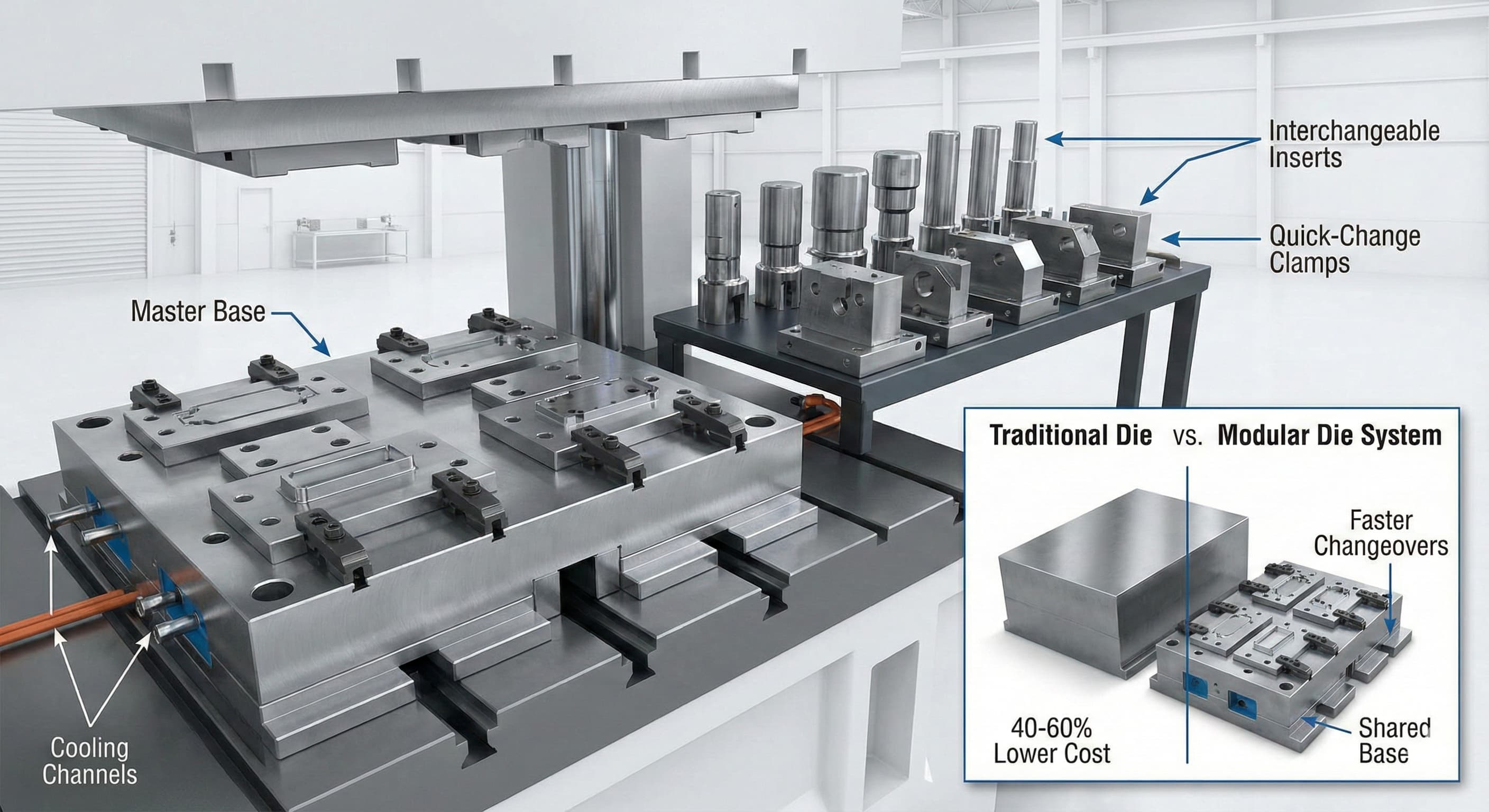
Modulare Werkzeuge restrukturieren die traditionelle Werkzeugtechnik grundlegend, indem sie feste Basiskomponenten von variablen Formgebungselementen trennen. Die Basisstruktur beherbergt das Auswurfsystem, die Kühlkanäle und die Montageschnittstellen, während austauschbare Einsätze die Teilegeometrie definieren. Diese Architektur ermöglicht es den Herstellern, erhebliche Skaleneffekte über Produktfamilien hinweg zu nutzen.
Das typische modulare System besteht aus drei Hauptebenen: der Masterbasis (15.000-45.000 €), standardisierten Unterplatten (3.000-8.000 € pro Stück) und Präzisionseinsätzen (500-2.500 € pro Kavität). Bei der Herstellung von 5-10 verwandten Teilen reduziert die gemeinsame Basisinfrastruktur die individuellen Werkzeugkosten um 40-60 % im Vergleich zu dedizierten Werkzeugen.
Die Materialauswahl spielt eine entscheidende Rolle für den modularen Erfolg. H13-Werkzeugstahl (gehärtet auf 48-52 HRC) bietet die optimale Grundlage für Anwendungen mit hohem Volumen und bietet eine außergewöhnliche Beständigkeit gegen thermische Zyklen und Dimensionsstabilität. Für die Produktion mit geringerem Volumen bietet P20-Stahl (28-32 HRC) eine angemessene Leistung bei 30 % geringeren Kosten. Die Einsatzmaterialien hängen von der Teilekomplexität ab: Einfache Geometrien verwenden P20, während komplizierte Merkmale, die scharfe Details erfordern, von A2-Werkzeugstahl profitieren, der auf 58-62 HRC gehärtet ist.
Die Designüberlegungen gehen über die Materialauswahl hinaus. Modulare Systeme erfordern präzise Ausrichtungsmechanismen - typischerweise erreicht durch Stiftbolzen mit ±0,02 mm Positioniergenauigkeit und mechanische Klemmen, die einen Klemmdruck von 150-200 bar aushalten. Die Konstruktion des Kühlsystems wird komplexer und erfordert Schnellkupplungen und flexible Verteilersysteme, um verschiedene Einsatzkonfigurationen aufzunehmen.
Designstrategien für Familienwerkzeuge
Familienwerkzeuge konsolidieren mehrere Teilevarianten in einem einzigen Werkzeugsystem, wodurch die Maschinenauslastung maximiert und die Rüstkosten minimiert werden. Die Strategie funktioniert besonders gut für Komponenten mit ähnlichen Materialstärken, Dimensionshüllen und Produktionsvolumina.
Drei primäre Familienwerkzeugkonfigurationen dominieren Fertigungsanwendungen: Streifenlayout, kreisförmige Anordnung und modulare Kavitätsblöcke. Streifenlayouts ordnen Teile linear an, ideal für progressive Operationen und Teile mit ähnlichen Geometrien. Kreisförmige Anordnungen optimieren die Materialausnutzung für runde oder kompakte Komponenten, während modulare Kavitätsblöcke maximale Flexibilität für gemischte Teilefamilien bieten.
Kritische Designparameter umfassen Kavitätsabstand, Optimierung des Angusskanalsystems und Auswurfsynchronisation. Der minimale Kavitätsabstand beträgt typischerweise 25-40 mm, abhängig von der Teilegröße und den Materialflussanforderungen. Angusskanalsysteme müssen Materialverschwendung gegen Füllqualität abwägen - Heißkanalsysteme reduzieren die Materialverschwendung um 15-25 %, erhöhen aber die Werkzeugkosten um 20.000-50.000 €.
Die Volumenanalyse bestimmt die optimale Familiengruppierung. Teile mit Produktionsverhältnissen innerhalb von 3:1 passen gut zusammen, während größere Unterschiede Ineffizienzen verursachen. Zum Beispiel maximiert die Gruppierung eines Teils mit einem jährlichen Volumen von 100.000 Einheiten mit einer Komponente von 25.000 Einheiten die Werkzeugauslastung, aber die Paarung mit einem Spezialartikel von 5.000 Einheiten schafft unnötige Komplexität.
| Familienwerkzeugkonfiguration | Optimale Teileanzahl | Einrichtzeit | Materialeffizienz | Werkzeugkostenbereich |
|---|---|---|---|---|
| Streifenlayout | 2-4 Teile | 15-25 Minuten | 75-85% | €25.000-60.000 |
| Kreisförmige Anordnung | 4-8 Teile | 20-35 Minuten | 80-90% | €35.000-80.000 |
| Modulare Kavitätsblöcke | 3-6 Teile | 10-20 Minuten | 70-80% | €40.000-100.000 |
Die Gleichmäßigkeit der Wandstärke wird in Familienwerkzeugen aufgrund unterschiedlicher Teilegeometrien und Fließmuster besonders anspruchsvoll. Die Analyse der numerischen Strömungsmechanik hilft, die Angussstellen und die Angusskanalgröße zu optimieren, um eine konsistente Füllung aller Kavitäten zu gewährleisten.
Kostenanalyse und ROI-Berechnungen
Die Quantifizierung der Werkzeugkostenreduzierung erfordert eine umfassende Analyse, die über die anfängliche Investition hinausgeht. Traditionelle Einzelzweckwerkzeuge für eine fünfteilige Familie kosten typischerweise 150.000-300.000 €, während äquivalente modulare oder Familienwerkzeugsysteme zwischen 80.000-180.000 € liegen - was eine sofortige Einsparung von 25-40 % darstellt.
Der wahre Wert ergibt sich jedoch durch die Lebenszyklusanalyse. Modulare Systeme ermöglichen schnelle Designiterationen durch Einsatzmodifikationen, die 1.500-5.000 € kosten, im Vergleich zu 25.000-50.000 € für komplette Werkzeugumbauten. Familienwerkzeuge reduzieren die Rüstkosten pro Teil von 150-300 € auf 30-75 €, was sich besonders bei mittelgroßen Produktionsläufen auswirkt.
Die Reduzierung der Vorlaufzeit bietet zusätzlichen Wert. Standardwerkzeuge benötigen 12-16 Wochen für komplexe Werkzeuge, während modulare Systeme mit vorgefertigten Basen dies auf 6-10 Wochen für die Entwicklung neuer Einsätze reduzieren. Familienwerkzeuge eliminieren mehrere Rüstvorgänge und reduzieren die gesamte Produktionszeit um 15-30 % bei gemischten Teillläufen.
Verbesserungen der Maschinenauslastung verstärken die Kostenvorteile. Einzelzweckwerkzeuge erreichen aufgrund von Umrüstanforderungen und Terminplanungsbeschränkungen oft eine Auslastung von 40-60 %. Familienwerkzeuge können die Auslastung auf 75-85 % steigern und so die Produktionskapazität ohne Investitionen in Kapitalausrüstung effektiv erhöhen.
| Kostenkategorie | Traditionelle Werkzeuge | Modulare Werkzeuge | Familienwerkzeuge | Einsparpotenzial |
|---|---|---|---|---|
| Anfangsinvestition | €200.000 | €120.000 | €100.000 | 40-50% |
| Designänderungen | €35.000 | €8.000 | €15.000 | 57-77% |
| Einrichtungskosten/Lauf | €250 | €180 | €75 | 28-70% |
| Vorlaufzeit (Wochen) | 14-18 | 8-12 | 10-14 | 30-44% |
Materialauswahl und Haltbarkeitsüberlegungen
Die Auswahl des Werkzeugmaterials wirkt sich direkt auf die anfänglichen Kosten und die langfristige Haltbarkeit aus. Die erhöhte Komplexität modularer und Familiensysteme erfordert eine sorgfältige Materialabstimmung auf die Anwendungsanforderungen und Produktionsvolumina.
Für Druckgussanwendungen mit hohem Volumen, die 500.000 Zyklen überschreiten, bietet H13-Werkzeugstahl eine optimale Leistung. Sein Gehalt von 1,05 % Chrom und 1,50 % Molybdän bietet eine ausgezeichnete Beständigkeit gegen thermische Ermüdung und hält die Härte bis zu 600 °C aufrecht. Oberflächenbehandlungen wie Nitridbeschichtung verlängern die Werkzeuglebensdauer um 40-60 %, was die Werkzeugkosten um 3.000-8.000 € erhöht, aber die Austauschhäufigkeit reduziert.
Anwendungen mit mittlerem Volumen (100.000-500.000 Zyklen) profitieren von dem ausgewogenen Verhältnis von Leistung und Kosten von P20-Stahl. Vorgehärtet auf 28-32 HRC, eliminiert P20 das Risiko von Wärmebehandlungsverzug und bietet gleichzeitig eine angemessene Verschleißfestigkeit. Seine überlegene Bearbeitbarkeit reduziert die Fertigungszeit um 20-25 % im Vergleich zu H13.
Spezielle Anwendungen erfordern maßgeschneiderte Lösungen.Thixoforming-Operationen, die bei 580-620 °C arbeiten, erfordern hochwertige Werkzeugstähle wie H11 oder kundenspezifische Legierungen mit erhöhter Wärmeleitfähigkeit. Während die anfänglichen Kosten um 40-60 % steigen, rechtfertigt die verlängerte Werkzeuglebensdauer die Investition für die Produktion mit hohem Volumen.
Einsatzmaterialien folgen anderen Optimierungskriterien. Anwendungen mit häufigen Wechseln priorisieren Bearbeitbarkeit und Kosten gegenüber ultimativer Haltbarkeit. 1018-Stahl oder Aluminium 7075-T6 bieten eine angemessene Leistung für Prototypen- und Kleinserieneinsätze und reduzieren die Kosten um 60-70 % im Vergleich zu Werkzeugstahlalternativen.
Die Materialien des Kühlsystems beeinflussen die Leistung erheblich. Kühlleitungen aus Kupferlegierung bieten eine 3x bessere Wärmeleitfähigkeit als Stahl, kosten aber 4x mehr. Für Anwendungen mit hohen Zyklen rechtfertigt die verbesserte Wärmeabfuhr die Investition durch reduzierte Zykluszeiten und verlängerte Werkzeuglebensdauer.
Fertigungspräzision und Qualitätskontrolle
Modulare Werkzeugsysteme und Familienwerkzeugsysteme erfordern erhöhte Präzisionsstandards, um einen korrekten Sitz und eine konsistente Teilequalität zu gewährleisten. Die Maßtoleranzen werden im Vergleich zu Einzelzweckwerkzeugen um 30-50 % enger, wobei kritische Schnittstellen eine Genauigkeit von ±0,01 mm erfordern.
Die Herstellung von Basiskomponenten bildet die Grundlage für den Systemerfolg. Montageflächen erfordern Oberflächengüten von Ra 0,4 μm oder besser, um Mikrobewegungen während der Produktion zu verhindern. Stiftbolzenlöcher halten eine Positionstoleranz von ±0,005 mm ein, während Klemmflächen über ihre gesamte Spannweite innerhalb von 0,02 mm flach bleiben müssen.
Die Einsatzherstellung gleicht Präzision mit Kosteneffizienz aus. Kritische Formflächen halten eine Maßtoleranz von ±0,025 mm ein, während nicht kritische Merkmale auf ±0,05 mm reduziert werden können. Die Anforderungen an die Oberflächengüte variieren je nach Anwendung: Oberflächen der Klasse A für sichtbare Teile erfordern Ra 0,2 μm, während funktionale Oberflächen Ra 0,8 μm akzeptieren.
Die Qualitätskontrollverfahren gehen über die traditionelle Werkzeugverifizierung hinaus. Modulare Systeme erfordern Montageverifizierungsprotokolle, die den korrekten Sitz des Einsatzes, die Integrität des Kühlkreislaufs und die Synchronisation des Auswurfsystems bestätigen. Familienwerkzeuge erfordern eine Validierung der Durchflussanalyse, die eine ausgewogene Füllung aller Kavitäten gewährleistet.
Für hochpräzise Ergebnisse,Fordern Sie ein kostenloses Angebot an und erhalten Sie innerhalb von 24 Stunden Preise von Microns Hub.
Mess- und Inspektionsprotokolle passen sich der modularen Komplexität an. Koordinatenmessmaschinen überprüfen die Geometrie der Basiskomponenten, während optische Komparatoren die Einsatzprofile überprüfen. Die Montageverifizierung verwendet Gut/Ausschuss-Lehren, die den korrekten Sitz und die Funktion vor Produktionsversuchen bestätigen.
Integration in die moderne Fertigung
Industrie 4.0-Technologien verstärken die Vorteile modularer Werkzeuge und Familienwerkzeuge durch verbesserte Überwachung, vorausschauende Wartung und automatisierte Wechselsysteme. Intelligente Werkzeuge integrieren Sensoren, die Temperatur, Druck und Zykluszahlen überwachen und Echtzeit-Leistungsfeedback liefern.
Automatisierte Wechselsysteme reduzieren die Rüstzeiten von 30-60 Minuten auf 5-15 Minuten durch robotergestützte Einsatzhandhabung und vorgegebene Positionierungssysteme. Obwohl die Systemkosten um 50.000-150.000 € steigen, amortisiert sich die Automatisierung innerhalb von 18-24 Monaten für Produktionsumgebungen mit hohem Mix.
Die Digital-Twin-Technologie ermöglicht die virtuelle Optimierung von Familienwerkzeugkonfigurationen vor der physischen Fertigung. Simulationssoftware sagt Füllmuster voraus, identifiziert potenzielle Qualitätsprobleme und optimiert Angusskanalsysteme, wodurch die Kosten für die physische Prototypenerstellung um 40-60 % gesenkt werden.
Vorausschauende Wartungsalgorithmen analysieren Sensordaten, um den Verschleiß des Einsatzes vorherzusagen und den Austausch zu planen, bevor es zu einer Qualitätsminderung kommt. Dieser proaktive Ansatz reduziert die Ausschussraten um 15-25 % und eliminiert Notfallreparaturzeiten.
Die Integration mit Blechbearbeitungsdiensten schafft umfassende Fertigungslösungen, die mehrere Prozesse in optimierten Produktionsabläufen kombinieren. Dieser ganzheitliche Ansatz reduziert die Handhabungskosten und verbessert die allgemeine Qualitätskontrolle.
Implementierungsstrategie und Planung
Die erfolgreiche Implementierung modularer Werkzeuge erfordert eine systematische Analyse bestehender Produktportfolios und zukünftiger Entwicklungspläne. Der Prozess beginnt mit einer umfassenden Teilefamilienanalyse, die Möglichkeiten zur Konsolidierung und Standardisierung identifiziert.
Die Teileklassifizierung untersucht Dimensionshüllen, Materialanforderungen, Produktionsvolumina und Qualitätsspezifikationen. Komponenten mit ähnlichen Eigenschaften werden zu Kandidaten für Familienwerkzeuge, während Teile, die häufige Designänderungen erfordern, von modularen Ansätzen profitieren.
Die Investitionsanalyse vergleicht traditionelle Werkzeugkosten mit modularen Alternativen über einen Zeitraum von 3-5 Jahren. Die Analyse umfasst anfängliche Werkzeugkosten, Modifikationskosten, Einsparungen bei der Rüstzeit und Verbesserungen der Maschinenauslastung. Die Amortisationszeiten liegen typischerweise zwischen 12 und 24 Monaten, abhängig von den Produktionsvolumina und der Teilekomplexität.
Die Risikobewertung identifiziert potenzielle Herausforderungen, darunter erhöhte Designkomplexität, Anforderungen an die Lieferantenfähigkeit und Anforderungen an die Qualitätskontrolle. Die Risikominderungsstrategien gehen auf jedes identifizierte Risiko durch Lieferantenqualifizierung, verbesserte Inspektionsverfahren und Notfallplanung ein.
Wenn Sie mit Microns Hub zusammenarbeiten, profitieren Sie von direkten Herstellerbeziehungen, die im Vergleich zu Marktplatzplattformen eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Liebe zum Detail erhält, die für eine erfolgreiche Implementierung modularer Werkzeuge erforderlich ist.
Die Implementierung erfolgt durch Pilotprogramme, die Konzepte an repräsentativen Teilefamilien validieren, bevor sie in vollem Umfang eingesetzt werden. Die Ergebnisse der Pilotprogramme fließen in die Verfeinerung von Designstandards, Fertigungsverfahren und Qualitätskontrollprotokollen ein. Zu den Erfolgsmessgrößen gehören Kostensenkungen, Qualitätsverbesserungen und Vorlaufzeitverkürzungen.
Schulungsprogramme stellen sicher, dass die Produktionsteams den Betrieb modularer Systeme, die Umrüstverfahren und die Wartungsanforderungen verstehen. Dokumentationsstandards erfassen die gewonnenen Erkenntnisse und legen Best Practices für zukünftige Anwendungen fest.
Erweiterte Designoptimierung
Die Optimierung modularer Werkzeuge und Familienwerkzeuge geht über die grundlegende Konsolidierung hinaus und umfasst ausgefeilte Designstrategien, die die Effizienz maximieren und die Kosten minimieren. Zu den fortschrittlichen Techniken gehören parametrische Designsysteme, Topologieoptimierung und Multi-Objective-Optimierungsalgorithmen.
Das parametrische Design ermöglicht schnelle Konfigurationsänderungen durch variable Geometriemodifikation. Mastervorlagen enthalten Designregeln und -beschränkungen, die Kühlkanäle, Auswurfsysteme und Strukturelemente automatisch anpassen, wenn sich die Einsatzkonfigurationen ändern. Dieser Ansatz reduziert die Designzeit für abgeleitete Produkte um 50-70 %.
Topologieoptimierungsalgorithmen bestimmen die optimale Materialverteilung innerhalb von Werkzeugstrukturen und reduzieren das Gewicht um 20-30 % bei gleichzeitiger Aufrechterhaltung der strukturellen Integrität. Die Gewichtsreduzierung führt zu Materialkosteneinsparungen und verbesserten Handhabungseigenschaften während der Rüstvorgänge.
Die Multi-Objective-Optimierung gleicht konkurrierende Anforderungen aus, darunter Werkzeugkosten, Zykluszeit, Teilequalität und Werkzeuglebensdauer. Genetische Algorithmen untersuchen Tausende von Designvarianten und identifizieren Pareto-optimale Lösungen, die die beste Gesamtleistung bieten.
Die Optimierung des Kühlsystems verwendet numerische Strömungsmechanik und Wärmeübertragungsanalyse, um die Kanalführung, die Durchmessergröße und die Durchflussverteilung zu optimieren. Fortschrittliche Kühlkonstruktionen reduzieren die Zykluszeiten um 10-20 % und verbessern gleichzeitig die Konsistenz der Teilequalität durch eine bessere Temperaturkontrolle.
Die Integration mit unseren Fertigungsdienstleistungen bietet umfassende Lösungen, die Designoptimierung, Werkzeugherstellung und Produktionsimplementierung umfassen. Dieser integrierte Ansatz gewährleistet eine nahtlose Ausführung vom Konzept bis zur Serienproduktion.
Häufig gestellte Fragen
Welches Mindestproduktionsvolumen rechtfertigt die Investition in modulare Werkzeuge?
Modulare Werkzeuge werden für kombinierte Familienvolumina von mehr als 50.000 Einheiten pro Jahr über 3-5 verwandte Teile wirtschaftlich. Einzelteilvolumina von nur 10.000 Einheiten können modulare Ansätze rechtfertigen, wenn Designänderungen häufig sind oder zukünftiges Volumenwachstum erwartet wird.
Wie beeinflussen modulare Werkzeuge die Teilequalität im Vergleich zu dedizierten Werkzeugen?
Richtig konstruierte modulare Systeme erreichen die gleiche Teilequalität wie dedizierte Werkzeuge. Zu den kritischen Faktoren gehören präzise Einsatz-Basis-Schnittstellen (±0,01 mm), die korrekte Integration des Kühlkreislaufs und validierte Montageverfahren. Einige Anwendungen können aufgrund optimierter Kühl- und Auswurfsysteme leichte Verbesserungen erfahren.
Welche Wartungsanforderungen unterscheiden sich zwischen modularen und traditionellen Werkzeugen?
Modulare Systeme erfordern zusätzliche Aufmerksamkeit auf die Sauberkeit der Schnittstellen, die Dichtheitsintegrität und die Ausrichtungsprüfung. Die Wartungsintervalle können aufgrund der erhöhten Komplexität um 10-20 % verkürzt werden, aber die Wartungskosten auf Einsatzebene sinken im Vergleich zur kompletten Werkzeugwartung erheblich.
Können bestehende Werkzeuge in modulare Systeme umgewandelt werden?
Die Umwandlungsfähigkeit hängt von der ursprünglichen Werkzeugkonstruktion und dem Zustand ab. Einfache Geometrien mit ausreichend Strukturmaterial können oft eine Umwandlung aufnehmen, während komplexe Werkzeuge möglicherweise eine vollständige Rekonstruktion erfordern. Die Umwandlungskosten liegen typischerweise zwischen 40-70 % der Investition in ein neues modulares Werkzeug.
Welche Vorlaufzeitvorteile bieten Familienwerkzeuge?
Familienwerkzeuge reduzieren die gesamten Produktionsvorlaufzeiten um 25-40 % durch den Wegfall mehrerer Rüstvorgänge und Umrüstungen. Die Design- und Fertigungsvorlaufzeiten können sich aufgrund der erhöhten Komplexität um 2-4 Wochen verlängern, aber die Effizienzsteigerungen in der Produktion kompensieren die längere anfängliche Entwicklung mehr als.
Wie vergleichen sich die Materialkosten zwischen modularen und traditionellen Ansätzen?
Die anfänglichen Materialkosten für modulare Systeme steigen aufgrund von Präzisionsschnittstellen und Spezialkomponenten typischerweise um 15-25 %. Die Materialkosten über den Lebenszyklus sinken jedoch durch den Austausch auf Einsatzebene im Vergleich zum kompletten Werkzeugumbau, was zu Materialkosteneinsparungen von 30-50 % über 3-5 Jahre führt.
Welche Designbeschränkungen gelten für modulare Werkzeugsysteme?
Modulare Systeme funktionieren am besten mit Teilen, die ähnliche Materialflussanforderungen, Auswurfsmuster und Kühlbedürfnisse haben. Extreme Aspektverhältnisse, komplexe Hinterschneidungen oder stark variierende Zykluszeiten können die Konsolidierungsmöglichkeiten einschränken. Eine sorgfältige Teilefamilienanalyse identifiziert optimale Gruppierungen und vermeidet gleichzeitig problematische Kombinationen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece