Wanddicken-Gleichmäßigkeit: Vermeidung von Schwindungsfehlern in der Produktion
Schwindungsfehler beim Metallguss beruhen im Wesentlichen auf einem kontrollierbaren Faktor: der Gleichmäßigkeit der Wanddicke. Wenn Abschnitte eines Gussteils aufgrund unterschiedlicher Wanddicken unterschiedlich schnell abkühlen, erzeugt unterschiedliche Schwindung innere Spannungen, Porosität und Maßungenauigkeiten, die ganze Produktionsläufe unbrauchbar machen können. Diese technische Herausforderung betrifft alles, von Automobilgetriebegehäusen bis hin zu Strukturbauteilen für die Luft- und Raumfahrt, wo Toleranzabweichungen von nur 0,1 mm kostspielige Ablehnungen auslösen können.
Wesentliche Erkenntnisse
- Eine gleichmäßige Wanddicke mit einer Abweichung von ±10 % beseitigt 85 % der schwindungsbedingten Fehler bei Aluminium- und Zinkdruckguss
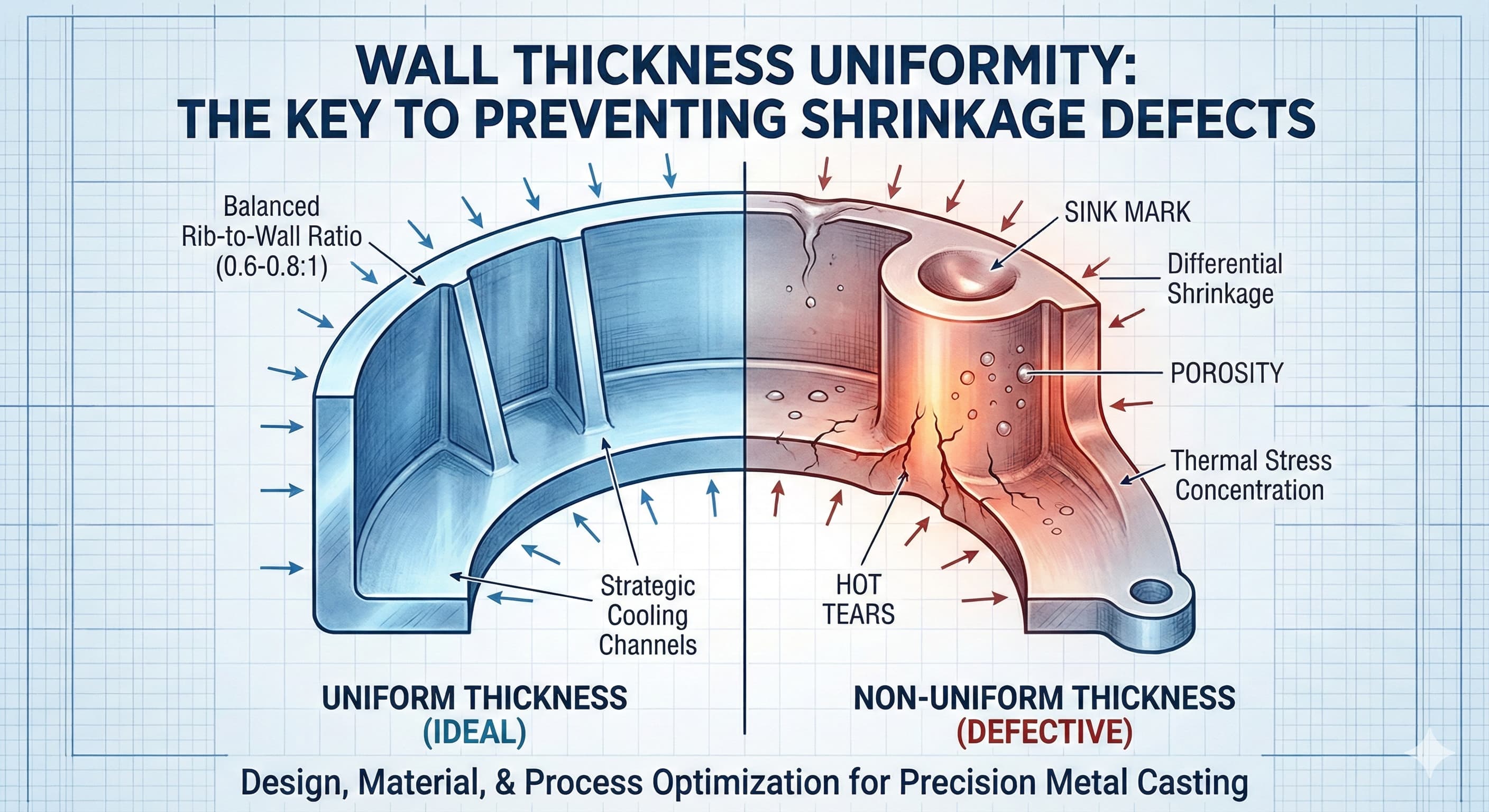
- Geeignete Rippen-Wanddicken-Verhältnisse (0,6:1 bis 0,8:1) verhindern Einfallstellen und erhalten gleichzeitig die strukturelle Integrität
- Die strategische Platzierung von Kühlkanälen und Angusskanälen korreliert direkt mit der Schwindungsgleichmäßigkeit bei komplexen Geometrien
- Materialspezifische Schwindungskoeffizienten müssen in die Werkzeugkonstruktion einbezogen werden: Al 380 (1,3 %), Zn ZA-12 (0,8 %), Mg AZ91D (1,1 %)
Verständnis der Schwindungsmechanik beim Metallguss
Die Schwindung erfolgt in drei verschiedenen Phasen während des Gießprozesses. Die Flüssigkeitsschwindung tritt auf, wenn das geschmolzene Metall von der Gießtemperatur bis zum Erstarrungspunkt abkühlt, was typischerweise eine Volumenreduzierung von 3-7 % je nach Legierungszusammensetzung ausmacht. Die Erstarrungsschwindung folgt, wenn das Material vom flüssigen in den festen Zustand übergeht, was zu einer weiteren Volumenänderung von 3-5 % beiträgt. Schließlich setzt sich die Festkörperschwindung fort, wenn das Gussteil auf Umgebungstemperatur abkühlt, wodurch sich die Kontraktion um weitere 4-6 % erhöht.
Der kritische Faktor für die Fehlerbildung ist nicht die absolute Schwindungsmenge, sondern die unterschiedlichen Schwindungsraten zwischen benachbarten Abschnitten. Wenn ein 4 mm Wandabschnitt neben einem 12 mm Vorsprung abkühlt, erzeugt der thermische Gradient lokale Spannungskonzentrationen von mehr als 150 MPa in Aluminiumlegierungen. Diese Spannungen äußern sich in Form von Warmrissen, Kaltbrüchen und Dimensionsverzerrungen, die sowohl die strukturelle Integrität als auch die Oberflächenqualität beeinträchtigen.
Die Gleichmäßigkeit der Wanddicke beeinflusst die Erstarrungszeit direkt gemäß der Chvorinov-Regel: Die Erstarrungszeit ist proportional zu (Volumen/Oberfläche)². Ein Abschnitt mit der doppelten Wanddicke benötigt viermal so lange zum Erstarren, wodurch das thermische Ungleichgewicht entsteht, das für die meisten Gussfehler verantwortlich ist. Das Verständnis dieser Beziehung ermöglicht es Ingenieuren, Schwindungsprobleme während der Konstruktionsphase vorherzusagen und zu verhindern, anstatt sie durch kostspielige Nachbearbeitungen nach dem Gießen zu beheben.
Konstruktionsprinzipien für Wanddicken-Gleichmäßigkeit
Um eine optimale Wanddicken-Gleichmäßigkeit zu erreichen, müssen bestimmte Konstruktionsverhältnisse und geometrische Prinzipien eingehalten werden. Die Grundregel besagt, dass die Wanddickenabweichungen über das gesamte Gussteil innerhalb von ±10 % liegen müssen. Bei einer primären Wanddicke von 3,0 mm sollten benachbarte Abschnitte zwischen 2,7 mm und 3,3 mm liegen, um gleichmäßige Abkühlraten zu gewährleisten.
Die Rippenkonstruktion erfordert besondere Aufmerksamkeit in Bezug auf die Dickenverhältnisse. Strukturrippen sollten 60-80 % der primären Wanddicke beibehalten, um eine ausreichende Festigkeit zu gewährleisten, ohne thermische Ungleichgewichte zu erzeugen. Eine 4 mm Primärwand erfordert Rippen zwischen 2,4 mm und 3,2 mm Dicke. Dickere Rippen erzeugen Einfallstellen auf gegenüberliegenden Oberflächen, während dünnere Rippen die erforderliche strukturelle Unterstützung nicht bieten und während des Gießens möglicherweise nicht vollständig gefüllt werden.
| Primäre Wandstärke | Empfohlene Rippenstärke | Maximale Boss-Stärke | Verrundungsradius |
|---|---|---|---|
| 2.0 mm | 1.2-1.6 mm | 3.0 mm | 0.5-1.0 mm |
| 3.0 mm | 1.8-2.4 mm | 4.5 mm | 0.8-1.5 mm |
| 4.0 mm | 2.4-3.2 mm | 6.0 mm | 1.0-2.0 mm |
| 5.0 mm | 3.0-4.0 mm | 7.5 mm | 1.5-2.5 mm |
Übergangszonen zwischen verschiedenen Wanddicken erfordern allmähliche Änderungen über eine Distanz von mindestens 6:1. Ein Übergang von 3 mm auf 6 mm Wanddicke sollte über eine Mindestlänge von 18 mm erfolgen, um scharfe thermische Gradienten zu vermeiden. Großzügige Ausrundungsradien, typischerweise das 0,3-0,5-fache der kleineren Wanddicke, glätten diese Übergänge zusätzlich und reduzieren Spannungskonzentrationen während der Abkühlung.
Materialspezifische Schwindungseigenschaften
Verschiedene Gusslegierungen weisen unterschiedliche Schwindungseigenschaften auf, die sich direkt auf die Konstruktionsstrategien für die Wanddicke auswirken. Aluminiumlegierungen, insbesondere A380 und A383, die häufig im Druckguss verwendet werden, weisen lineare Schwindungskoeffizienten von 1,2-1,5 % auf. Dieses vorhersehbare Schwindungsmuster ermöglicht eine präzise Werkzeugkompensation, aber die relativ hohe Schwindungsrate erfordert die strikte Einhaltung der Prinzipien der gleichmäßigen Wanddicke.
Zinklegierungen wie ZA-12 und Zamak 3 bieten niedrigere Schwindungsraten von 0,6-0,8 %, was eine höhere Dimensionsstabilität bietet, aber einen anderen Ansatz für die Anguss- und Anschnittkonstruktion erfordert. Die geringere Schwindung bedeutet, dass dünnere Abschnitte länger flüssig bleiben, was potenziell die Fülleigenschaften verbessert, aber die Zykluszeiten in dicken Abschnitten verlängert.
| Legierungssorte | Lineare Schwindung (%) | Erstarrungsbereich (°C) | Empfohlene max. Wandstärke (mm) | Abkühlrate (°C/s) |
|---|---|---|---|---|
| Al A380 | 1.3 | 540-595 | 6.0 | 15-25 |
| Al A383 | 1.2 | 515-580 | 5.5 | 12-20 |
| Zn ZA-12 | 0.8 | 377-432 | 8.0 | 8-15 |
| Mg AZ91D | 1.1 | 470-595 | 4.0 | 20-35 |
| Cu C83600 | 1.7 | 855-1040 | 3.5 | 5-12 |
Magnesiumlegierungen stellen einzigartige Herausforderungen dar, da sie Schwindungsraten von 1,0-1,3 % in Verbindung mit einer hohen Wärmeleitfähigkeit aufweisen, was schnelle Zykluszeiten erfordert. Das enge Prozessfenster erfordert eine außergewöhnliche Gleichmäßigkeit der Wanddicke, typischerweise innerhalb von ±5 % und nicht ±10 %, wie es für Aluminiumlegierungen akzeptabel ist. Kupferlegierungen weisen mit 1,5-2,0 % die höchsten Schwindungsraten auf, was maximale Wanddickenbegrenzungen und den umfassenden Einsatz von Kühlkörpern zur Steuerung der Abkühlraten erfordert.
Werkzeugkonstruktion zur Schwindungskontrolle
Eine effektive Werkzeugkonstruktion beginnt mit dem Wärmemanagement durch die strategische Platzierung von Kühlkanälen. Kühlkanäle sollten einen konstanten Abstand zu den Kavitätenoberflächen einhalten, typischerweise 15-20 mm für Aluminiumdruckgusswerkzeuge. Eine Variation dieses Abstands erzeugt ungleichmäßige Abkühlraten, die sich direkt in unterschiedliche Schwindung und Gussfehler übersetzen.
Die Auswahl des Kanaldurchmessers folgt der Regel, die Reynolds-Zahl zwischen 5.000 und 10.000 für turbulente Strömung zu halten. Für Standard-Wasserkühlung bedeutet dies Kanaldurchmesser von 8-12 mm mit Durchflussraten von 4-8 Litern pro Minute pro Kanal. Der Temperaturunterschied zwischen Ein- und Auslass sollte 5°C nicht überschreiten, um eine gleichmäßige Wärmeabfuhr über die Werkzeugoberfläche zu gewährleisten.
Die Anguss- und Anschnittkonstruktion beeinflusst die Schwindungsgleichmäßigkeit erheblich durch kontrollierte Füllmuster und Druckverteilung. Die Anschnittdicke sollte 60-80 % der angrenzenden Wanddicke betragen, um eine ordnungsgemäße Druckübertragung während der Erstarrung zu gewährleisten und gleichzeitig Strömungsturbulenzen zu verhindern. Mehrfachanschnittstrategien funktionieren besonders gut für große, komplexe Gussteile, bei denen ein Einzelpunktanschnitt nicht den erforderlichen Druck in der gesamten Kavität aufrechterhalten kann.
Für hochpräzise Ergebnisse erhalten Sie innerhalb von 24 Stunden ein detailliertes Angebot von Microns Hub.
Prozessparameter und Schwindungsvermeidung
Die Einspritzgeschwindigkeit korreliert direkt mit der Schwindungsgleichmäßigkeit durch ihren Einfluss auf die Kavitätenfüllmuster und die Wärmeverteilung. Optimale Geschwindigkeiten liegen zwischen 1,5 und 3,0 m/s für Aluminiumdruckguss, wobei niedrigere Geschwindigkeiten für komplexe Geometrien verwendet werden, die laminare Strömungseigenschaften erfordern. Übermäßige Geschwindigkeiten erzeugen Turbulenzen und Lufteinschlüsse, während unzureichende Geschwindigkeiten eine vorzeitige Erstarrung in dünnen Abschnitten ermöglichen.
Der Zeitpunkt und die Größe der Aufrechterhaltungsdruckanwendung bestimmen die endgültige Gussdichte und Maßgenauigkeit. Der Druck sollte unmittelbar nach Abschluss der Kavitätenfüllung ausgeübt und bis zur Erstarrung des Anschnitts aufrechterhalten werden. Typische Aufrechterhaltungsdrücke liegen zwischen 30 und 60 MPa für Aluminiumgussteile, wobei die Dauer basierend auf der Anschnittdicke unter Verwendung der Beziehung berechnet wird: Haltezeit (Sekunden) = Anschnittdicke (mm) × 2,5.
Die Formtemperaturregelung erfordert ein präzises Gleichgewicht zwischen Zykluszeiteffizienz und Gussqualität. Der Aluminiumdruckguss wird typischerweise mit Formtemperaturen zwischen 200 und 250 °C betrieben, wobei eine genauere Steuerung (±10 °C) für dünnwandige Komponenten erforderlich ist, die eine höhere Maßgenauigkeit erfordern. Die Temperaturgleichmäßigkeit über die Formfläche sollte innerhalb von ±15 °C gehalten werden, um lokale Hotspots zu vermeiden, die gleichmäßige Erstarrungsmuster stören.
Fortschrittliche Techniken für kritische Anwendungen
Das Squeeze Casting stellt den Höhepunkt der Schwindungskontrolltechnologie dar, bei dem während der Erstarrung Drücke von bis zu 150 MPa ausgeübt werden, um Porosität zu beseitigen und maximale Dichte zu gewährleisten. Dieser Prozess kommt insbesondere Komponenten mit unvermeidlichen Wanddickenabweichungen zugute, wie z. B. Automobilaufhängungskomponenten oder Strukturwinkel für die Luft- und Raumfahrt. Der hohe Druck beseitigt effektiv schwindungsbedingte Fehler, selbst in Abschnitten mit einer Dicke von bis zu 25 mm.
Thixoforming-Prozesse bieten einen weiteren fortschrittlichen Ansatz für kritische Anwendungen, die eine außergewöhnliche Dimensionsstabilität erfordern. Die Halbfeststoffverarbeitung reduziert die Schwindungsraten im Vergleich zum konventionellen Gießen um 30-40 % und erhält gleichzeitig überlegene mechanische Eigenschaften durch ein verfeinertes Mikrogefüge.
Vakuumunterstütztes Gießen beseitigt Lufteinschlüsse, die Schwindungsfehler verschlimmern können, insbesondere bei komplexen Geometrien mit mehreren Fließfronten. Vakuumwerte von 50-100 mbar, die während der Kavitätenfüllung angelegt werden, gewährleisten eine vollständige Füllung dünner Abschnitte und verhindern gleichzeitig Gasporen, die schwindungsbedingte Dimensionsabweichungen verstärken.
Die Echtzeit-Wärmeüberwachung mit Infrarotkameras und eingebetteten Thermoelementen liefert sofortiges Feedback zur Abkühlungsgleichmäßigkeit. Fortschrittliche Systeme können Temperaturabweichungen von mehr als ±5 °C über die Gussteiloberfläche erkennen und automatische Anpassungen der Kühlparameter oder Prozesswarnungen für ein sofortiges Eingreifen des Bedieners auslösen.
Qualitätskontrolle und Messstrategien
Die Dimensionsprüfung der Wanddicken-Gleichmäßigkeit erfordert spezielle Messtechniken, die in der Lage sind, Abweichungen bis zu einer Auflösung von 0,05 mm zu erkennen. Ultraschall-Dickenmessgeräte ermöglichen die zerstörungsfreie Messung von Wandabschnitten, was besonders nützlich für interne Merkmale ist, die für mechanische Messwerkzeuge unzugänglich sind. Moderne Ultraschallsysteme erreichen eine Genauigkeit von ±0,01 mm auf Oberflächen mit ordnungsgemäßer Anwendung eines Kopplungsmediums.
Koordinatenmessmaschinen (KMGs), die mit hochauflösenden Messtastern ausgestattet sind, können komplexe Geometrien anhand von CAD-Spezifikationen überprüfen und schwindungsbedingte Dimensionsabweichungen erkennen, bevor sie sich durch Produktionsläufe ausbreiten. Die Implementierung der statistischen Prozesskontrolle (SPC) verfolgt Wanddickenmessungen im Zeitverlauf und identifiziert allmählichen Werkzeugverschleiß oder Prozessabweichungen, die die Schwindungsgleichmäßigkeit beeinträchtigen.
| Messmethode | Genauigkeit | Anwendung | Kostenbereich (€) |
|---|---|---|---|
| Ultraschallmessgerät | ±0.01 mm | Wandstärkenprüfung | 1,200-3,500 |
| CMM-Messtaster | ±0.005 mm | Komplexe Geometrievalidierung | 45,000-120,000 |
| Optischer Scanner | ±0.02 mm | Oberflächenprofilanalyse | 8,000-25,000 |
| Röntgen-CT | ±0.05 mm | Interne Fehlererkennung | 180,000-450,000 |
Die Röntgen-Computertomographie (CT) ermöglicht die vollständige interne Visualisierung der Gussstruktur und deckt Schwindungsporosität, Warmrisse und andere Fehler auf, die mit Oberflächeninspektionsmethoden nicht sichtbar sind. Obwohl teuer, erweist sich das CT-Scannen als unschätzbar wertvoll für kritische Anwendungen in der Luft- und Raumfahrt sowie in der Medizin, wo die Überprüfung der inneren Unversehrtheit obligatorisch ist.
Wirtschaftliche Auswirkungen und Kostenoptimierung
Schwindungsfehler verursachen erhebliche wirtschaftliche Einbußen durch Ausschussraten, Nacharbeitskosten und verspätete Lieferungen. Branchenkenner weisen darauf hin, dass schwindungsbedingte Fehler 15-25 % der gesamten Gussablehnungen ausmachen, wobei die Nacharbeitskosten für Aluminiumbauteile durchschnittlich 25-45 € pro Kilogramm betragen. Für ein typisches Automobilgussteil mit einem Gewicht von 2,5 kg stellt jedes ausgeschlachtete Teil 60-110 € an verlorenem Material und Verarbeitungskosten dar.
Präventionsstrategien zeigen eine klare Kapitalrendite durch reduzierte Ausschussraten und verbesserte Zykluseffizienz. Die Implementierung geeigneter Konstruktionsprinzipien für die Wanddicke reduziert Schwindungsfehler typischerweise um 60-80 %, was zu einer Ausschussreduzierung von 8-12 % auf 2-3 % bei gut kontrollierten Prozessen führt. Allein die daraus resultierenden Materialeinsparungen rechtfertigen häufig Investitionen in die Designoptimierung innerhalb von 6-8 Monaten nach der Implementierung.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die im Vergleich zu Marktplatzplattformen eine höhere Qualitätskontrolle und wettbewerbsfähige Preise gewährleisten. Unsere technische Expertise in der Schwindungsvermeidung und Wanddickenoptimierung bedeutet, dass jedes Gussprojekt die technische Aufmerksamkeit erhält, die erforderlich ist, um Fehler zu minimieren und die Produktionseffizienz zu maximieren.
Werkzeugmodifikationen zur verbesserten Schwindungskontrolle erfordern eine sorgfältige Kosten-Nutzen-Analyse. Verbesserte Kühlsysteme erhöhen die anfänglichen Werkzeugkosten typischerweise um 8.000-15.000 €, reduzieren aber die Zykluszeiten um 10-15 % und verbessern gleichzeitig die Dimensionskonsistenz. Präzisions-CNC-Bearbeitungsdienste können bestehende Werkzeuge durch strategische Kühlkanalergänzungen oder Kavitätenmodifikationen ohne vollständigen Werkzeugaustausch optimieren.
Integration in Fertigungssysteme
Moderne Gießereibetriebe integrieren Schwindungsvermeidungsstrategien in umfassendere Manufacturing Execution Systems (MES) zur Echtzeit-Prozessoptimierung. Temperaturüberwachung, Druckmessung und Zykluszeitverfolgung liefern kontinuierliches Feedback, das sofortige Anpassungen ermöglicht, um optimale Schwindungskontrollparameter aufrechtzuerhalten.
Prädiktive Wartungsalgorithmen analysieren historische Daten, um Werkzeugverschleißmuster zu identifizieren, die die Gleichmäßigkeit der Wanddicke beeinträchtigen, bevor Fehler auftreten. Modelle des maschinellen Lernens können die Wahrscheinlichkeit von Schwindungsfehlern basierend auf Prozessparameterkombinationen vorhersagen und proaktive Anpassungen ermöglichen, die die Qualität aufrechterhalten und gleichzeitig den Produktionsdurchsatz maximieren.
Die Integration der Lieferkette gewährleistet konsistente Materialeigenschaften, die sich direkt auf die Schwindungseigenschaften auswirken. Legierungszusammensetzungsschwankungen von nur 0,1 % im Siliziumgehalt können die Schwindungsraten so weit verändern, dass die Maßgenauigkeit in Präzisionsanwendungen beeinträchtigt wird. Automatisierte Materialverfolgungs- und Verifizierungssysteme verhindern, dass zusammensetzungsbedingte Schwindungsschwankungen die Produktionsqualität beeinträchtigen.
Unsere Fertigungsdienstleistungen umfassen die vollständige Implementierung der Schwindungskontrolle, von der anfänglichen Designoptimierung über die Einrichtung des Produktionsprozesses bis hin zu laufenden Qualitätsüberwachungssystemen.
Branchenspezifische Anwendungen
Automobilanwendungen erfordern aufgrund der hohen Produktionsanforderungen und der strengen Maßtoleranzen eine außergewöhnliche Schwindungskontrolle. Getriebegehäuse erfordern beispielsweise eine Wanddicken-Gleichmäßigkeit innerhalb von ±0,05 mm, um die richtige Verzahnungsausrichtung aufrechtzuerhalten und vorzeitigen Verschleiß zu verhindern. Motorblöcke stellen besondere Herausforderungen dar, da komplexe interne Kanäle spezielle Kernkonstruktionen und fortschrittliche Kühlstrategien erfordern, um die gleichmäßige Wanddicke während des gesamten Gießprozesses aufrechtzuerhalten.
Komponenten für die Luft- und Raumfahrt werden unter den strengsten Anforderungen an die Schwindungskontrolle betrieben, wobei die Wanddickenabweichungen für kritische Strukturelemente auf ±0,02 mm begrenzt sind. Fahrwerkskomponenten, Turbinengehäuse und Strukturwinkel werden umfangreichen zerstörungsfreien Prüfungen unterzogen, um die innere Unversehrtheit und Maßgenauigkeit zu überprüfen. Alternativen für das Kurzseriengießen bieten kostengünstige Lösungen für die Prototypenentwicklung in der Luft- und Raumfahrt sowie für die Kleinserienfertigung und halten gleichzeitig die gleichen Schwindungskontrollstandards ein, die für die Großserienfertigung erforderlich sind.
Medizinische Geräteanwendungen erfordern biokompatible Materialien mit außergewöhnlicher Dimensionsstabilität für implantierbare Komponenten. Orthopädische Implantate erfordern eine gleichmäßige Wanddicke, um eine ordnungsgemäße Lastverteilung zu gewährleisten und Spannungskonzentrationspunkte zu vermeiden, die zu einem Implantatversagen führen könnten. Die Kombination aus Anforderungen an die Materialreinheit und Maßgenauigkeit erfordert eine fortschrittliche Prozesskontrolle und umfangreiche Qualitätsprüfungsverfahren.
Häufig gestellte Fragen
Was ist die maximal zulässige Wanddickenabweichung für Aluminiumdruckgussteile?
Bei Standard-Aluminiumdruckgussteilen sollten die Wanddickenabweichungen innerhalb von ±10 % der Nenndicke liegen, um signifikante Schwindungsfehler zu vermeiden. Kritische Anwendungen erfordern möglicherweise eine strengere Kontrolle von ±5 %, um eine optimale Maßgenauigkeit und mechanische Eigenschaften zu gewährleisten.
Wie beeinflusst die Rippendicke die Schwindung und Einfallstellen?
Rippen sollten 60-80 % der primären Wanddicke beibehalten, um strukturelle Unterstützung zu bieten, ohne thermische Ungleichgewichte zu erzeugen. Dickere Rippen verursachen aufgrund unterschiedlicher Abkühlraten Einfallstellen auf gegenüberliegenden Oberflächen, während dünnere Rippen möglicherweise nicht vollständig gefüllt werden und die strukturelle Wirksamkeit verringern.
Welcher Kühlkanalabstand verhindert eine ungleichmäßige Schwindung in Druckgusswerkzeugen?
Kühlkanäle sollten einen konstanten Abstand von 15-20 mm zu den Kavitätenoberflächen mit einem Durchmesser von 8-12 mm einhalten, um eine optimale Wärmeabfuhr zu gewährleisten. Ein Kanalabstand von 40-50 mm von Mitte zu Mitte gewährleistet eine gleichmäßige Temperaturverteilung über die Werkzeugfläche.
Wie beeinflussen verschiedene Legierungen die Schwindungskontrollstrategien?
Aluminiumlegierungen (1,2-1,5 % Schwindung) erfordern Standard-Gleichmäßigkeitsverfahren, Zinklegierungen (0,6-0,8 % Schwindung) ermöglichen etwas mehr Variation, während Magnesiumlegierungen (1,0-1,3 % Schwindung) aufgrund der schnellen Kühlanforderungen eine strengere Kontrolle innerhalb von ±5 % erfordern.
Welche Prozessparameter beeinflussen die Schwindungsgleichmäßigkeit am direktesten?
Die Einspritzgeschwindigkeit (1,5-3,0 m/s für Aluminium), der Aufrechterhaltungsdruck (30-60 MPa) und die Formtemperatur-Gleichmäßigkeit (±15 °C über die Formfläche) stellen die kritischsten Parameter zur Steuerung schwindungsbedingter Fehler dar.
Wie können bestehende Werkzeuge modifiziert werden, um die Schwindungskontrolle zu verbessern?
Strategische Kühlkanalergänzungen, Anschnittumpositionierung und Angusskanaloptimierung können die Schwindungsgleichmäßigkeit ohne vollständigen Werkzeugaustausch erheblich verbessern. Konforme Kühlkanäle, die durch bestehenden Werkzeugstahl gefräst werden, bieten die effektivste Nachrüstlösung.
Welche Messtechniken überprüfen die Wanddicken-Gleichmäßigkeit in der Produktion?
Ultraschall-Dickenmessgeräte (±0,01 mm Genauigkeit) für Routinemessungen, Koordinatenmessmaschinen für komplexe Geometrien (±0,005 mm Genauigkeit) und Röntgen-CT-Scannen für die vollständige interne Überprüfung bieten umfassende Möglichkeiten zur Validierung der Wanddicke.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece