Thixoforming (Halbzeuggießen): Hohe Festigkeit, geringe Porosität
Porosität im traditionellen Metallguss kann die Bauteilintegrität zerstören, wobei der Hohlraumanteil in schlecht kontrollierten Prozessen 5 % übersteigt. Thixoforming eliminiert diese kritische Schwäche, indem es das einzigartige Verhalten von Metall im halbfesten Zustand manipuliert, wobei Legierungen ihre strukturelle Integrität beibehalten, während sie bei präzise kontrollierten Temperaturen wie dicke Paste fließen.
Wichtige Erkenntnisse:
- Thixoforming erreicht Porositätswerte unter 0,5 %, verglichen mit 2-5 % beim konventionellen Druckguss
- Die Verarbeitung im halbfesten Zustand ermöglicht komplexe Geometrien mit Wandstärkenvariationen von 1,5-25 mm in einzelnen Komponenten
- Die Materialausnutzung erreicht eine Effizienz von 95-98 % durch präzise Rohmaterialkontrolle und minimale Gratbildung
- Prozesstemperaturen, die 50-80 °C niedriger sind als beim Flüssigguss, reduzieren die thermische Belastung und verlängern die Lebensdauer der Form
Grundlagen des Thixoformings verstehen
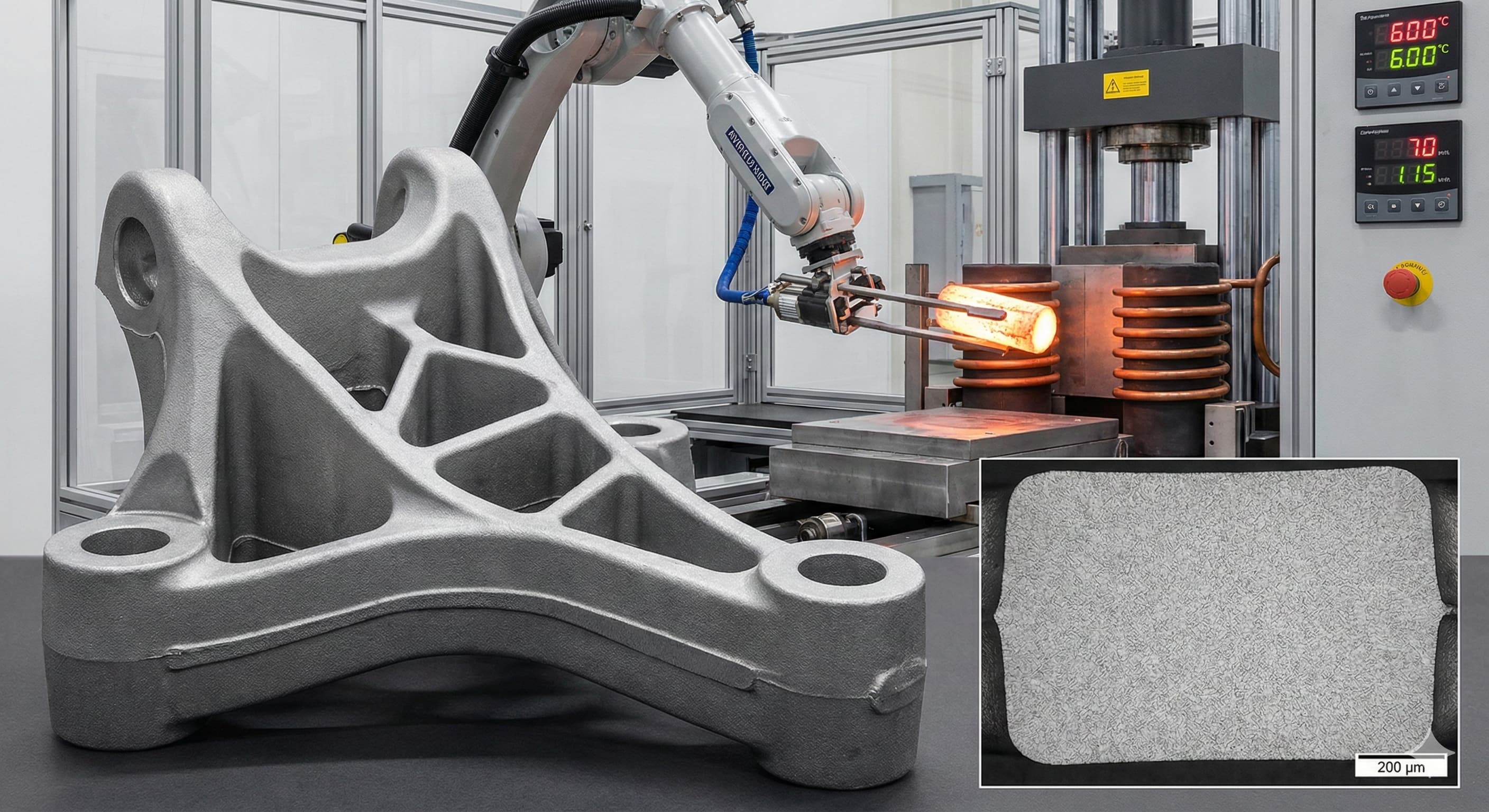
Thixoforming nutzt die thixotropen Eigenschaften von Metalllegierungen in ihrem halbfesten Zustand, wo das Material ein nicht-Newtonsches Fluidverhalten zeigt. Bei Temperaturen zwischen dem Solidus- und Liquiduspunkt – typischerweise 580-620 °C für Aluminiumlegierungen wie A356 – enthält das Metall sowohl feste Dendriten als auch flüssige Phasen in sorgfältig kontrollierten Anteilen.
Der Prozess beginnt mit speziell vorbereitetem Rohmaterial, das globulare Kornstrukturen anstelle von dendritischen Strukturen aufweist, die beim konventionellen Gießen zu finden sind. Diese mikrostrukturelle Modifikation wird durch elektromagnetisches Rühren während der anfänglichen Verfestigung erreicht, wodurch kugelförmige feste Partikel entstehen, die in flüssigem Metall suspendiert sind. Beim Wiedererhitzen auf halbfeste Temperaturen ermöglichen diese globularen Strukturen eine kontrollierte Verformung unter angelegtem Druck.
Kritische Prozessparameter sind der Feststoffanteil (typischerweise 40-60 %), die Aufheizrate (2-5 °C/Minute) und der Formdruck (20-100 MPa). Das enge Temperaturfenster erfordert Präzisionsheizsysteme mit einer Genauigkeit von ±2 °C, um die optimale Viskosität aufrechtzuerhalten. Zu hohe Temperaturen führen zu einem übermäßigen Flüssigkeitsanteil und potenzieller Porosität, während unzureichende Wärme die richtigen Fließeigenschaften verhindert.
| Parameter | Aluminium A356 | Magnesium AZ91 | Zink ZA-8 |
|---|---|---|---|
| Solidus-Temperatur | 557°C | 470°C | 374°C |
| Liquidus-Temperatur | 613°C | 598°C | 386°C |
| Optimaler Prozessbereich | 580-600°C | 480-520°C | 376-382°C |
| Festkörperanteil | 45-55% | 40-60% | 50-70% |
| Umformdruck | 50-80 MPa | 30-60 MPa | 80-120 MPa |
Materialauswahl und Eigenschaften
Aluminiumlegierungen dominieren Thixoforming-Anwendungen aufgrund ihres breiten halbfesten Temperaturbereichs und ihrer ausgezeichneten mechanischen Eigenschaften. A356-Aluminium bietet ein optimales Gleichgewicht mit einem Siliziumgehalt (6,5-7,5 %), der die Fließfähigkeit verbessert und gleichzeitig die Festigkeit beibehält. Der kontrollierte Verfestigungsprozess erreicht Zugfestigkeiten von 280-320 MPa, verglichen mit 200-250 MPa beim konventionellen Druckguss identischer Legierungen.
Magnesiumlegierungen wie AZ91D bieten außergewöhnliche Festigkeits-Gewichts-Verhältnisse in thixoformierten Komponenten. Die Verarbeitung im halbfesten Zustand eliminiert Probleme mit Heißrissen, die beim Flüssigmagnesiumguss üblich sind, und erreicht gleichzeitig Zugfestigkeiten von bis zu 275 MPa. Das enge Verarbeitungsfenster von Magnesium erfordert jedoch eine präzise atmosphärische Kontrolle, um Oxidation zu verhindern.
Zinklegierungen, insbesondere ZA-8 und ZA-12, weisen beim Thixoforming eine überlegene Maßgenauigkeit mit erreichbaren Toleranzen von ±0,05 mm bei kritischen Abmessungen auf. Die höhere Dichte (6,3 g/cm³) im Vergleich zu Aluminium (2,7 g/cm³) erfordert angepasste Formdrücke, ermöglicht aber komplizierte Merkmale, die mit anderen Verfahren unmöglich sind.
| Eigenschaft | Thixoformiertes A356 | Druckguss A380 | Sandguss A356 |
|---|---|---|---|
| Zugfestigkeit | 300 MPa | 280 MPa | 220 MPa |
| Streckgrenze | 210 MPa | 190 MPa | 150 MPa |
| Dehnung | 8-12% | 3-5% | 4-7% |
| Porositätsgrad | <0.5% | 2-4% | 3-6% |
| Oberflächenrauheit Ra | 1.6-3.2 μm | 3.2-6.3 μm | 12.5-25 μm |
Prozesstechnologie und Ausrüstung
Thixoforming-Ausrüstung integriert präzise Temperaturregelung, hydraulische Formsysteme und spezialisierte Rohmaterialhandhabung. Die Induktionserwärmung sorgt für eine schnelle, gleichmäßige Temperaturverteilung, die für die Aufrechterhaltung der halbfesten Konsistenz unerlässlich ist. Moderne Systeme verfügen über eine Temperaturüberwachung im geschlossenen Regelkreis mit Thermoelementen, die innerhalb von 5 mm von der Knüppeloberfläche positioniert sind.
Hydraulische Pressen, die für das Thixoforming entwickelt wurden, liefern eine kontrollierte Kraftanwendung mit Druckanstiegsraten von 5-15 MPa/Sekunde. Langsamere Raten ermöglichen einen ordnungsgemäßen Materialfluss in komplexe Geometrien, während übermäßige Geschwindigkeit Turbulenzen und eingeschlossene Luft erzeugt. Die Anforderungen an die Presskraft reichen von 200-2000 Tonnen, abhängig von der Bauteilgröße und -komplexität.
Das Werkzeugdesign unterscheidet sich erheblich vom konventionellen Gießen und verfügt über optimierte Angussstellen und Läufersysteme. Die Angussgeschwindigkeiten müssen unter 2 m/s bleiben, um turbulente Strömungen zu verhindern, was durch berechnete Querschnittsflächen erreicht wird. Entlüftungssysteme erfordern eine präzise Positionierung, da halbfestes Material Luft nicht so effektiv verdrängen kann wie flüssiges Metall.
Für Hersteller, die Prozessalternativen evaluieren, können Metallguss in Kleinserien Ansätze das Thixoforming für die Prototypenentwicklung und die Produktionsphasen mit geringem Volumen ergänzen.
Qualitätskontrolle und Inspektionsmethoden
Die Porositätsmessung in thixoformierten Bauteilen erfordert spezielle Techniken, die über die Sichtprüfung hinausgehen. Röntgenradiographie mit 2 % Empfindlichkeitsstandards gemäß ASTM E155 zeigt die interne Hohlraumverteilung. Die Computertomographie (CT) bietet eine dreidimensionale Porositätskartierung mit einer Auflösung von bis zu 10 μm, die für kritische Luft- und Raumfahrt- und Automobilanwendungen unerlässlich ist.
Mechanische Testprotokolle folgen ASTM B557 für Zugeigenschaften, wobei die Probenorientierung die Ergebnisse aufgrund der Kornstrukturrichtwirkung um 5-15 % beeinflusst. Dauerfestigkeitsprüfungen gemäß ASTM D7791 demonstrieren die überlegene Leistung thixoformierter Bauteile, wobei die Dauerfestigkeitsgrenzen 20-30 % höher sind als bei konventionellen Gussteilen.
Die Maßprüfung erfolgt mit Koordinatenmessmaschinen (KMG) mit einer Tastergenauigkeit von ±0,001 mm. Kritische Abmessungen erfordern eine statistische Prozesskontrolle mit Cpk-Werten über 1,33, um eine gleichbleibende Qualität zu gewährleisten. Die Oberflächenrauheitsmessung mit Profilometern verifiziert Ra-Werte, die typischerweise zwischen 1,6 und 6,3 μm liegen, abhängig von der Vorbereitung der Werkzeugoberfläche.
Für hochpräzise Ergebnisse,Holen Sie sich in 24 Stunden ein Angebot von Microns Hub.
| Inspektionsmethode | Erkennungsfähigkeit | Typische Standards | Anwendungen |
|---|---|---|---|
| Röntgenradiographie | Porosität >2% Volumen | ASTM E155 | Produktionsscreening |
| CT-Scanning | Hohlräume >10 μm | ASTM E1441 | Kritische Komponenten |
| Ultraschallprüfung | Dichtevariationen | ASTM E664 | Strukturelle Integrität |
| Metallographie | Mikrostrukturanalyse | ASTM E3 | Prozessoptimierung |
Kostenanalyse und wirtschaftliche Überlegungen
Die Wirtschaftlichkeit des Thixoformings hängt stark vom Produktionsvolumen und der Bauteilkomplexität ab. Die anfänglichen Werkzeugkosten liegen zwischen 25.000 und 150.000 € für typische Automobilkomponenten, vergleichbar mit Werkzeugen für den Kokillenguss, jedoch mit längeren Lebenszyklen. Die Werkzeugverschleißraten sinken im Vergleich zum Flüssigkeitsdruckguss um 40-60 % aufgrund des reduzierten Thermoschocks und der niedrigeren Verarbeitungstemperaturen.
Die Materialkosten umfassen die spezielle Rohmaterialvorbereitung, die 0,15-0,25 € pro Kilogramm über den Standardlegierungspreis hinausgeht. Die Near-Net-Shape-Fähigkeiten reduzieren jedoch die Bearbeitungsanforderungen um 30-70 %, wobei Materialausnutzungsraten von 95-98 % die Rohmaterialprämien ausgleichen. Der Energieverbrauch sinkt im Vergleich zu Flüssiggussverfahren um 15-25 % aufgrund des geringeren Heizbedarfs.
Die Arbeitskosten spiegeln den teilautomatisierten Charakter der Thixoforming-Operationen wider. Zykluszeiten von 60-180 Sekunden für typische Komponenten ermöglichen Produktionsraten von 20-60 Teilen pro Stunde und Maschine. Die Qualitätskonsistenz reduziert die Inspektionsanforderungen und die Ausschussraten unter 2 % für etablierte Prozesse.
Die Break-Even-Analyse zeigt typischerweise Kostenvorteile gegenüber bearbeiteten Komponenten bei einem Volumen von mehr als 1.000 Einheiten pro Jahr. Im Vergleich zum Kokillenguss wird das Thixoforming wirtschaftlich, wenn Premium-Eigenschaften 15-25 % höhere Stückkosten rechtfertigen.
Anwendungen und Branchenumsetzung
Automobilanwendungen führen die Thixoforming-Einführung an, insbesondere für Aufhängungskomponenten, Motorhalterungen und Strukturknoten, die ein hohes Festigkeits-Gewichts-Verhältnis erfordern. Mercedes-Benz implementiert thixoformierte Aluminium-Aufhängungsarme, die eine Gewichtsreduzierung von 30 % erreichen und gleichzeitig die Crash-Leistungsstandards einhalten. Die überlegene Dauerfestigkeit ermöglicht eine Designoptimierung, die mit konventionellem Gießen unmöglich ist.
Luft- und Raumfahrtkomponenten profitieren von der Porositätskontrolle und den mechanischen Eigenschaften des Thixoformings. Fahrwerkskomponenten, Aktuatorgehäuse und Strukturbeschläge nutzen das Verfahren für kritische Anwendungen, bei denen die Folgen eines Ausfalls schwerwiegend sind. Boeing-Spezifikationen erfordern für bestimmte Anwendungen Porositätswerte unter 0,2 %, die nur durch die Verarbeitung im halbfesten Zustand erreichbar sind.
Elektronikgehäuse nutzen die Maßgenauigkeit und die elektromagnetischen Abschirmeigenschaften des Thixoformings. Magnesiumgehäuse für Telekommunikationsgeräte erreichen Wandstärkenvariationen von 1,2-8 mm in einzelnen Komponenten und halten gleichzeitig Toleranzen von ±0,1 mm bei Befestigungsmerkmalen ein.
Anwendungen für Konsumgüter umfassen Sportgeräte, Elektrowerkzeuge und Gerätekomponenten, bei denen Premium-Eigenschaften höhere Kosten rechtfertigen. Golfschlägerköpfe, die durch Thixoforming hergestellt werden, weisen aufgrund einer gleichmäßigen Dichteverteilung konsistente Leistungseigenschaften auf.
Fortgeschrittene Prozessvariationen
Das Thixoinjektionsgießen kombiniert die Verarbeitung im halbfesten Zustand mit den Prinzipien des Spritzgießens und erreicht Zykluszeiten, die mit Spritzgussdienstleistungen vergleichbar sind, während die Eigenschaften von Metallkomponenten erhalten bleiben. Das Verfahren verwendet beheizte Zylinder, um die halbfesten Temperaturen während des Einspritzens aufrechtzuerhalten, wodurch komplexe Geometrien mit Hinterschneidungen und Innenräumen ermöglicht werden.
Rheocasting-Prozesse umgehen die Rohmaterialvorbereitung, indem sie halbfestes Material direkt aus flüssigem Metall durch kontrollierte Kühlung und Rühren erzeugen. Dieser Ansatz reduziert die Materialkosten, erfordert aber eine präzise Prozesskontrolle, um konsistente globulare Strukturen zu erzielen. Elektromagnetische Rührsysteme, die mit Frequenzen von 50-100 Hz betrieben werden, erzeugen optimale Mikrostrukturen.
Hybridprozesse kombinieren Thixoforming mit sekundären Operationen wie Bearbeitung oder Fügen. Insert-Molding-Fähigkeiten ermöglichen Metall-Polymer-Verbundkomponenten mit mechanischen Verriegelungen, die durch konventionelle Montagemethoden unmöglich sind. Gewindeeinsätze, Sensoren und elektrische Verbindungen werden während des Formens nahtlos integriert.
Prozessoptimierung und Fehlerbehebung
Die Optimierung der Temperaturregelung erfordert das Verständnis der Wärmeübertragungsdynamik innerhalb halbfester Knüppel. Thermische Gradienten von mehr als 10 °C über den Knüppeldurchmesser verursachen ungleichmäßigen Fluss und potenzielle Defekte. Das Design der Induktionsspule mit mehreren Zonen ermöglicht den Gradientenausgleich und hält eine Gleichmäßigkeit von ±3 °C aufrecht.
Flusssimulationssoftware wie MAGMASOFT und FLOW-3D integriert halbfeste rheologische Modelle für die Werkzeugfüllanalyse. Viskositätsvorhersagen ermöglichen die Optimierung der Angussgröße und die Gestaltung des Fließwegs. Die Simulationsgenauigkeit erfordert Materialeigenschaftsdatenbanken, die spezifisch für globulare Mikrostrukturen und nicht für konventionelle Flüssigmetalldaten sind.
Häufige Defekte sind Kaltfließnähte aufgrund unzureichender Temperatur, Oberflächenblasen durch eingeschlossene Gase und Maßabweichungen aufgrund inkonsistenter Feststoffanteile. Prozessüberwachungssysteme verfolgen wichtige Parameter in Echtzeit, wobei die statistische Prozesskontrolle Abweichungen vor der Defektentstehung erkennt.
Wartungspläne für Werkzeuge erfordern spezielle Verfahren aufgrund unterschiedlicher Verschleißmuster. Oberflächenbehandlungen wie Nitridbeschichtungen verlängern die Werkzeuglebensdauer im Vergleich zu unbehandeltem Werkzeugstahl um das 2-3-fache. Die Anwendung von Trennmitteln unterscheidet sich vom Flüssigguss und erfordert Formulierungen, die mit halbfesten Temperaturen und Drücken kompatibel sind.
| Defekttyp | Ursache | Präventionsmethode | Erkennungsmethode |
|---|---|---|---|
| Kalte Schweißnähte | Niedrige Temperatur/Druck | Prozessparameterkontrolle | Sichtprüfung |
| Porosität | Eingeschlossene Luft/Gase | Verbesserte Entlüftung | Röntgen-/CT-Scanning |
| Oberflächenblasen | Gaseinschluss | Optimierung der Werkzeugbeschichtung | Oberflächeninspektion |
| Dimensionsabweichung | Temperaturunterschiede | Thermische Überwachung | CMM-Messung |
Zukünftige Entwicklungen und neue Technologien
Die Integration künstlicher Intelligenz ermöglicht eine prädiktive Prozesskontrolle durch die Analyse von Sensordatenmustern. Algorithmen des maschinellen Lernens identifizieren optimale Parameterkombinationen für neue Geometrien, wodurch die Einrichtungszeit und die Ausschussraten reduziert werden. Prädiktive Wartungspläne, die auf Werkzeugtemperaturprofilen und Drucksignaturen basieren, verhindern unerwartete Ausfälle.
Die Entwicklung fortschrittlicher Legierungen konzentriert sich auf die Erweiterung des Temperaturbereichs für die Verarbeitung im halbfesten Zustand. Modifizierte Aluminiumzusammensetzungen mit Seltenerd-Zusätzen halten globulare Strukturen über breitere Temperaturbereiche aufrecht und verbessern die Prozessrobustheit. Hybridlegierungen, die verschiedene Basismetalle kombinieren, ermöglichen Eigenschaftsgradienten innerhalb einzelner Komponenten.
Additive Fertigungsanwendungen verwenden thixotrope Pasten für den direkten Metalldruck. Die Extrusion im halbfesten Zustand durch beheizte Düsen ermöglicht das stützfreie Drucken von überhängenden Merkmalen und behält gleichzeitig mechanische Eigenschaften bei, die mit Schmiedematerialien vergleichbar sind. Die Schichtbindungsfestigkeit nähert sich aufgrund kontrollierter thermischer Profile den Eigenschaften des Schüttguts an.
Automatisierungsfortschritte umfassen Roboterhandhabungssysteme für heiße Knüppel und automatisierte Qualitätsprüfung. Bildverarbeitungssysteme identifizieren Oberflächendefekte während der Produktion und ermöglichen Prozessanpassungen in Echtzeit. Die Integration mit Enterprise-Resource-Planning-Systemen (ERP) optimiert die Produktionsplanung und die Materialbestandsverwaltung.
Wählen Sie Microns Hub für Thixoforming-Exzellenz
Wenn Sie thixoformierte Komponenten von Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise in der Verarbeitung im halbfesten Zustand und unser personalisierter Serviceansatz bedeuten, dass jedes Projekt die Liebe zum Detail erhält, die für optimale Ergebnisse erforderlich ist. Mit umfassenden Fähigkeiten, die unsere Fertigungsdienstleistungen umfassen, bieten wir integrierte Lösungen von der Designoptimierung bis zur Endkontrolle.
Häufig gestellte Fragen
Welche Porositätswerte kann Thixoforming im Vergleich zum konventionellen Druckguss erreichen?
Thixoforming erreicht konsistent Porositätswerte unter 0,5 %, während der konventionelle Druckguss typischerweise zwischen 2 und 5 % liegt. Diese drastische Verbesserung resultiert aus den kontrollierten Fließeigenschaften von halbfestem Metall, das Turbulenzen eliminiert und den Gaseinschluss während der Werkzeugfüllung reduziert.
Welche Materialien eignen sich am besten für Thixoforming-Anwendungen?
Aluminiumlegierungen wie A356 und A357 werden am häufigsten verwendet, da sie einen breiten halbfesten Temperaturbereich und ausgezeichnete mechanische Eigenschaften aufweisen. Magnesiumlegierungen (AZ91D) bieten überlegene Festigkeits-Gewichts-Verhältnisse, während Zinklegierungen (ZA-8) eine außergewöhnliche Maßgenauigkeit für Präzisionskomponenten bieten.
Wie verhalten sich die Werkzeugkosten für Thixoforming im Vergleich zu anderen Gießverfahren?
Die anfänglichen Werkzeugkosten liegen zwischen 25.000 und 150.000 € für typische Komponenten, ähnlich wie beim Kokillenguss. Die Werkzeuglebensdauer erhöht sich jedoch aufgrund des reduzierten Thermoschocks und der niedrigeren Verarbeitungstemperaturen um 40-60 %, wodurch die Gesamtbetriebskosten für die Mittel- bis Großserienproduktion günstiger sind.
Welche Maßtoleranzen sind mit Thixoforming erreichbar?
Typische Toleranzen liegen zwischen ±0,1 und ±0,2 mm für die meisten Merkmale, wobei kritische Abmessungen bei ordnungsgemäßer Prozesskontrolle ±0,05 mm erreichen. Oberflächenrauheiten von Ra 1,6-3,2 μm sind Standard, wodurch sekundäre Bearbeitungsvorgänge oft entfallen.
Welche Mindestproduktionsvolumina machen Thixoforming wirtschaftlich rentabel?
Die Break-Even-Analyse zeigt typischerweise Kostenvorteile gegenüber bearbeiteten Komponenten bei einem Volumen von mehr als 1.000 Einheiten pro Jahr. Für komplexe Geometrien, die eine hohe Festigkeit und geringe Porosität erfordern, wird Thixoforming aufgrund reduzierter Bearbeitungsanforderungen und überlegener Materialeigenschaften auch bei geringeren Volumina wettbewerbsfähig.
Wie verhält sich die mechanische Festigkeit von thixoformierten Teilen im Vergleich zum konventionellen Gießen?
Thixoformiertes Aluminium A356 erreicht Zugfestigkeiten von 280-320 MPa im Vergleich zu 200-250 MPa beim konventionellen Druckguss. Die kontrollierte Mikrostruktur und die reduzierte Porosität führen zu einer 20-30 % höheren Dauerfestigkeit und verbesserten Dehnungseigenschaften.
Was sind die Hauptbeschränkungen des Thixoforming-Prozesses?
Zu den Hauptbeschränkungen gehören das enge Temperaturverarbeitungsfenster, das eine präzise Steuerung (±2 °C) erfordert, die speziellen Kosten für die Rohmaterialvorbereitung und die derzeitige Beschränkung auf bestimmte Legierungssysteme. Komplexe Geometrien mit sehr dünnen Wänden (<1,5 mm) können Fließherausforderungen darstellen, die eine sorgfältige Optimierung des Werkzeugdesigns erfordern.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece