Magnesium-Druckguss: Leichtbaustrategien für Automobilkomponenten
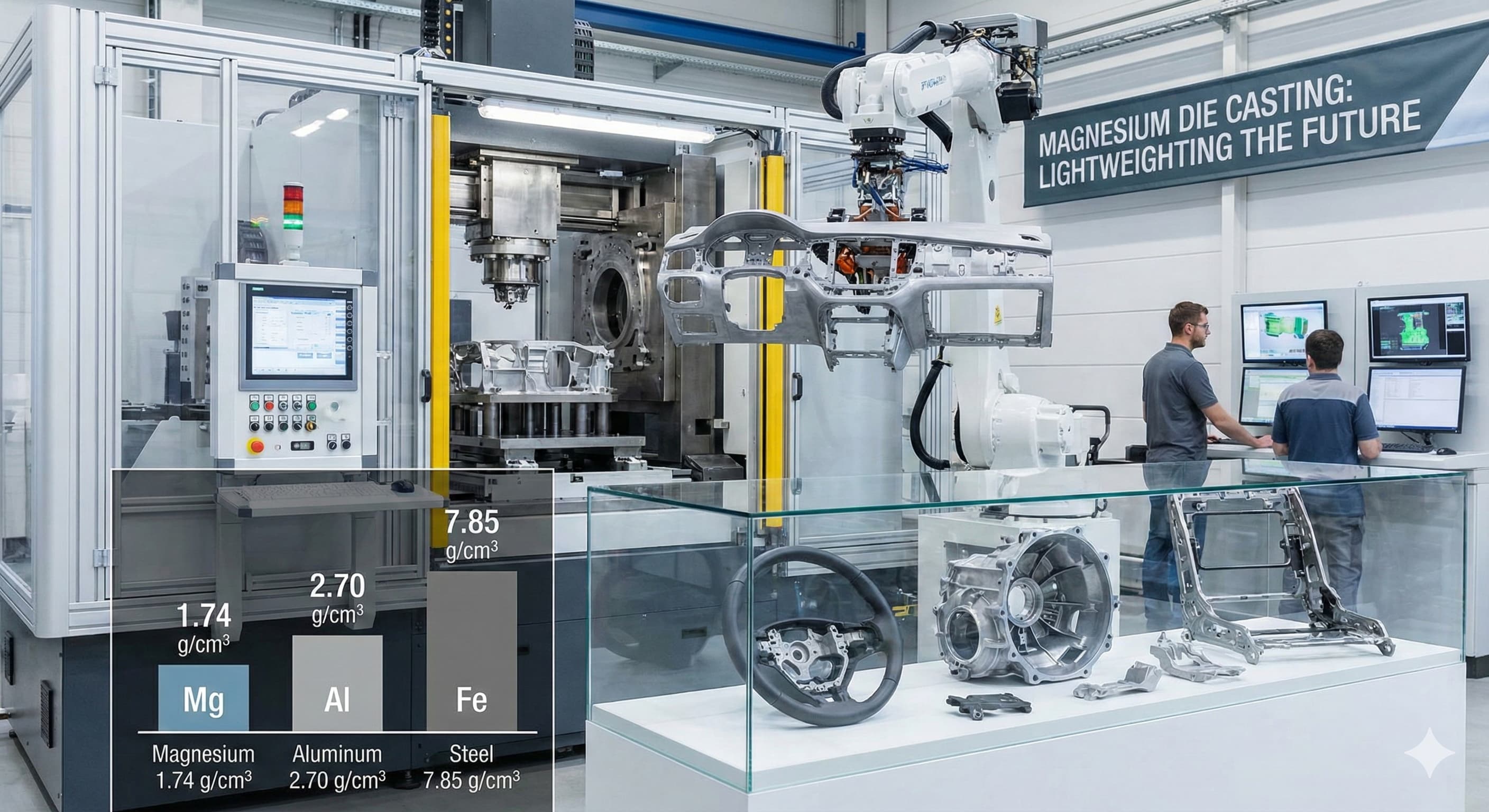
Automobilhersteller stehen vor einer beispiellosen Herausforderung: Reduzierung des Fahrzeuggewichts um 15-20 % bei gleichzeitiger Aufrechterhaltung der strukturellen Integrität und Kosteneffizienz. Magnesium-Druckguss erweist sich als die praktikabelste Lösung, da er eine um 35 % geringere Dichte als Aluminium und um 75 % geringere Dichte als Stahl aufweist, was ihn zum leichtesten Strukturmetall macht, das für Automobilanwendungen verfügbar ist.
Wichtigste Erkenntnisse:
- Magnesium-Druckguss erzielt Gewichtsreduzierungen von 25-40 % im Vergleich zu Aluminiumäquivalenten bei Beibehaltung vergleichbarer Festigkeits-Gewichts-Verhältnisse
- AZ91D- und AM60B-Legierungen dominieren Automobilanwendungen mit Zugfestigkeiten von 240 MPa bzw. 220 MPa
- Fortschrittliche Angusssysteme und kontrollierte Erstarrung reduzieren die Porosität auf weniger als 2 % und erfüllen damit die Qualitätsstandards der Automobilindustrie
- Die Integration mit modularen Werkzeugstrategien reduziert die Werkzeugkosten für Bauteilfamilien um 30-50 %
Materialeigenschaften und Legierungsauswahl für Automobilkomponenten
Die außergewöhnliche spezifische Festigkeit von Magnesium macht es für Leichtbaustrategien im Automobilbereich unverzichtbar. Die Dichte von 1,74 g/cm³ bietet unmittelbare Gewichtsvorteile, aber die Legierungsauswahl bestimmt die Leistungsmerkmale, die für Automobilanwendungen entscheidend sind.
AZ91D ist nach wie vor die Arbeitspferde-Legierung für den Automobil-Druckguss und enthält 9 % Aluminium und 1 % Zink. Diese Zusammensetzung bietet eine optimale Gießbarkeit mit Werkzeugfüllfähigkeiten in Abschnitten von nur 0,6 mm Dicke. Die Legierung erreicht eine Zugfestigkeit von 230-240 MPa mit 2-3 % Dehnung und eignet sich für Instrumententafeln, Sitzgestelle und Getriebegehäuse.
AM60B bietet eine höhere Duktilität mit 6-8 % Dehnung, wodurch es für crashsensible Komponenten wie Lenkradarmaturen und Türrahmen bevorzugt wird. Der reduzierte Aluminiumgehalt (6 %) verbessert die Schlagfestigkeit bei gleichzeitiger Beibehaltung einer respektablen Zugfestigkeit von 220 MPa.
| Eigenschaft | AZ91D | AM60B | AS41B | AE44 |
|---|---|---|---|---|
| Dichte (g/cm³) | 1.81 | 1.78 | 1.77 | 1.84 |
| Zugfestigkeit (MPa) | 240 | 220 | 210 | 250 |
| Streckgrenze (MPa) | 160 | 130 | 140 | 180 |
| Dehnung (%) | 2-3 | 6-8 | 6-10 | 4-6 |
| Betriebstemperatur (°C) | 120 | 120 | 150 | 175 |
| Kostenfaktor | 1.0 | 1.1 | 1.4 | 1.8 |
Für Anwendungen bei erhöhten Temperaturen enthalten die Legierungen AS41B und AE44 Silizium bzw. Seltenerdelemente. AS41B behält die strukturelle Integrität bis zu 150 °C bei und eignet sich für motornah angeordnete Komponenten, während AE44 bis zu 175 °C zuverlässig für Getriebegehäuse und Ölwanne funktioniert.
Druckguss-Prozessoptimierung zur Gewichtsreduzierung
Um eine optimale Gewichtsreduzierung zu erreichen, ist eine präzise Steuerung der Prozessparameter beim Druckguss erforderlich. Die Optimierung der Wandstärke stellt die primäre Strategie zur Gewichtsreduzierung dar, wobei moderne Techniken gleichmäßige Wände von nur 0,8 mm Dicke in großen Automobilkomponenten ermöglichen.
Kaltkammer-Druckguss dominiert Magnesiumanwendungen im Automobilbereich aufgrund der Reaktivität des Metalls mit Heißkammeranlagen. Schussgeschwindigkeiten zwischen 3-6 m/s gewährleisten eine vollständige Werkzeugfüllung bei gleichzeitiger Minimierung von Turbulenzen, die Porosität erzeugen. Die Angussgeschwindigkeit muss 40 m/s überschreiten, um eine vorzeitige Erstarrung in dünnen Abschnitten zu verhindern.
Die kontrollierte Erstarrung durch optimierte Kühlkanalplatzierung verhindert die Bildung von Schwindungsfehlern, die die strukturelle Integrität beeinträchtigen.Die Aufrechterhaltung einer gleichmäßigen Wandstärke innerhalb von ±0,2 mm gewährleistet konsistente mechanische Eigenschaften über die gesamte Komponente.
Die Werkzeugtemperaturen erfordern eine sorgfältige Steuerung zwischen 200-250 °C für Magnesiumlegierungen. Niedrigere Temperaturen verursachen eine unvollständige Füllung in dünnen Abschnitten, während übermäßige Hitze das Werkzeuglöten fördert und die Werkzeuglebensdauer verkürzt. Wärmemanagementsysteme mit integrierten Heiz- und Kühlkreisläufen halten optimale Temperaturgradienten aufrecht.
Fortschrittliche Angusssysteme für den Leichtbau
Ausgefeilte Angusskonstruktionen ermöglichen die Herstellung von leichten Komponenten mit komplexen Geometrien. Fächerangüsse verteilen den Materialfluss über breite, dünne Abschnitte und halten gleichzeitig laminare Strömungsverhältnisse aufrecht. Die Angussdicke liegt typischerweise zwischen 0,4 und 0,8 mm, was etwa 60-80 % der angrenzenden Wandstärke entspricht.
Mehrfachangusssysteme erweisen sich als unerlässlich für große Automobilkomponenten wie Instrumententafelträger. Die strategische Platzierung der Angüsse gewährleistet die gleichzeitige Füllung entfernter Abschnitte und verhindert gleichzeitig Bindenähte in hochbelasteten Bereichen. Die numerische Strömungsmechanik optimiert die Angusslage, um eine vollständige Füllung mit minimalem Materialabfall zu erreichen.
Strategien für die strukturelle Gestaltung zur maximalen Gewichtsreduzierung
Effektiver Leichtbau geht über die Materialauswahl hinaus und umfasst eine intelligente strukturelle Gestaltung. Das hervorragende Steifigkeits-Gewichts-Verhältnis von Magnesium ermöglicht eine dünnwandige Konstruktion mit strategischen Verstärkungsrippen, die die strukturelle Leistung aufrechterhalten.
Die Rippenkonstruktion folgt spezifischen geometrischen Regeln für den Magnesium-Druckguss. Die Rippendicke sollte 60 % der angrenzenden Wandstärke nicht überschreiten, um Einfallstellen und innere Porosität zu vermeiden. Formschrägen von 1-2° erleichtern das Auswerfen und erhalten gleichzeitig die strukturelle Effizienz. Ein Rippenabstand von 20-30 mm bietet eine optimale Steifigkeitserhöhung, ohne die Gießbarkeit zu beeinträchtigen.
Die Integration von Hohlprofilen stellt eine fortschrittliche Leichtbautechnik dar. Verlorene Salzkern oder zusammenklappbare Metallkerne erzeugen innere Hohlräume, die das Gewicht im Vergleich zu Vollprofilen um 15-25 % reduzieren. Kernmaterialien müssen Gießtemperaturen von 650-700 °C standhalten und gleichzeitig Dimensionsstabilität bieten.
| Designmerkmal | Gewichtsreduzierung | Komplexitätsfaktor | Auswirkung auf Werkzeugkosten |
|---|---|---|---|
| Wanddickenoptimierung | 20-30% | Niedrig | +5-10% |
| Strategische Verrippung | 10-15% | Mittel | +15-20% |
| Hohlprofile | 15-25% | Hoch | +30-50% |
| Topologieoptimierung | 25-35% | Hoch | +40-60% |
| Multifunktionsintegration | 30-45% | Sehr hoch | +50-80% |
Für hochpräzise Ergebnisse,Erhalten Sie Ihr individuelles Angebot innerhalb von 24 Stunden von Microns Hub.
Qualitätskontrolle und Fehlervermeidung
Automobilanwendungen erfordern strenge Qualitätsstandards mit Fehlerraten unter 100 PPM. Die Reaktivität von Magnesium mit atmosphärischer Feuchtigkeit und Sauerstoff erfordert spezielle Handhabungsverfahren, um Einschlüsse und Gasporen zu vermeiden.
Schutzatmosphären mit SF6 oder alternativen Schutzgasen verhindern die Oxidation während des Schmelzens und Haltens. SF6-Konzentrationen von 0,2-0,5 % in der Luft bieten einen angemessenen Schutz bei gleichzeitiger Minimierung der Umweltbelastung. Alternative Systeme mit SO2 oder CO2 bieten ökologische Vorteile bei vergleichbarem Schutzniveau.
Zerstörungsfreie Prüfmethoden überprüfen die innere Qualität ohne Zerstörung der Komponenten. Die Röntgeninspektion erkennt Porositätsgrade von mehr als 2 Volumenprozent, während die Ultraschallprüfung Defekte unter der Oberfläche identifiziert. Die Akzeptanzkriterien erfordern typischerweise Porositätsgrade unter 2 % ohne einzelne Hohlräume mit einem Durchmesser von mehr als 2 mm.
Die Dimensionskontrolle hält Toleranzen ein, die für die Automobilmontage entscheidend sind. Der Wärmeausdehnungskoeffizient von Magnesium von 26 μm/m·K erfordert temperaturgeregelte Messumgebungen. Koordinatenmessgeräte mit Temperaturkompensation gewährleisten eine Genauigkeit von ±0,05 mm für kritische Abmessungen.
Oberflächenbehandlung und Veredelung
Die Korrosionsanfälligkeit von Magnesium erfordert schützende Oberflächenbehandlungen für den Einsatz im Automobilbereich. Die Anodisierung bietet einen hervorragenden Korrosionsschutz mit Schichtdicken von 5-25 μm. Die Typ-III-Anodisierung erzielt eine überlegene Haltbarkeit für Außenanwendungen.
Konversionsbeschichtungen bieten einen kostengünstigen Schutz für Innenraumkomponenten. Chromatbehandlungen, die jedoch aufgrund von Umweltbedenken auslaufen, bieten eine ausgezeichnete Lackhaftung. Alternative chromfreie Systeme mit Permanganat- oder Phosphatchemie bieten eine vergleichbare Leistung.
Kostenanalyse und wirtschaftliche Überlegungen
Während Magnesium einen Preisaufschlag gegenüber Aluminium verlangt, umfasst die Gesamtkostenrechnung Verarbeitungsvorteile und nachgelagerte Einsparungen. Die Rohstoffkosten für AZ91D liegen typischerweise zwischen 3,20 und 3,80 € pro Kilogramm, verglichen mit 1,80 bis 2,20 € für Aluminium A380.
Die Verarbeitungseffizienz gleicht die Materialkosten durch reduzierte Zykluszeiten aus. Die geringere latente Schmelzwärme von Magnesium ermöglicht eine schnellere Erstarrung, wodurch die Zykluszeiten im Vergleich zu Aluminium um 15-25 % reduziert werden. Die Werkzeuge erreichen schneller stationäre Temperaturen, was die Produktivität in der Serienfertigung verbessert.
| Kostenelement | Magnesium AZ91D | Aluminium A380 | Differenz |
|---|---|---|---|
| Materialkosten (€/kg) | 3.50 | 2.00 | +75% |
| Verarbeitungskosten (€/kg) | 2.80 | 3.20 | -12.5% |
| Zykluszeit (Sekunden) | 45 | 60 | -25% |
| Werkzeugstandzeit (Schuss) | 80,000 | 100,000 | -20% |
| Sekundäre Operationen | Minimal | Mittel | -30% |
| Gesamtteilkosten | €8.50 | €9.20 | -7.6% |
Kostenvorteile auf Fahrzeugebene rechtfertigen Materialprämien durch verbesserte Kraftstoffeffizienz und Leistung. Gewichtsreduzierungen von 1 kg sparen typischerweise 15-25 € an Kraftstoffkosten über die Lebensdauer des Fahrzeugs, während sie gleichzeitig verkleinerte Antriebsstränge und verbesserte Handlingeigenschaften ermöglichen.
Integration mit Fertigungssystemen
Die erfolgreiche Implementierung des Magnesium-Druckgusses erfordert die Integration in die bestehende Fertigungsinfrastruktur. Viele Automobilzulieferer nutzen Spritzgussdienstleistungen neben dem Druckguss, um hybride Komponentenlösungen zu schaffen, die sowohl Gewicht als auch Funktionalität optimieren.
Automatisierungssysteme müssen die besonderen Handhabungsanforderungen von Magnesium berücksichtigen. Roboterentnahmegeräte verwenden spezielle Greifer, die für die thermischen Eigenschaften von Magnesium ausgelegt sind. Die Entnahmekräfte bleiben aufgrund der geringeren Wärmeausdehnung von Magnesium minimal, wodurch der Werkzeugverschleiß reduziert und die Teilequalität verbessert wird.
Qualitätsmanagementsysteme integrieren Echtzeitüberwachung mit statistischer Prozesskontrolle. Die Temperaturüberwachung an mehreren Werkzeugpositionen verhindert eine Überhitzung, die zu Werkzeuglöten führt. Drucksensoren im Hydrauliksystem erkennen Abweichungen, die auf Werkzeugverschleiß oder Prozessdrift hindeuten.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unser integrierter Ansatz für unsere Fertigungsdienstleistungen bedeutet, dass jedes Magnesium-Druckgussprojekt die spezielle Aufmerksamkeit und das technische Fachwissen erhält, das für Automobilanwendungen erforderlich ist.
Umwelt- und Nachhaltigkeitsaspekte
Der Magnesium-Druckguss unterstützt die Nachhaltigkeitsziele der Automobilindustrie auf mehreren Wegen. Die Gewichtsreduzierung von 35 % im Vergleich zu Aluminium führt direkt zu einem geringeren Kraftstoffverbrauch und niedrigeren CO2-Emissionen über die Lebensdauer des Fahrzeugs.
Der Energiebedarf für die primäre Magnesiumproduktion hat sich mit modernen Elektrolyseverfahren, die 35-40 MWh pro Tonne verbrauchen, im Vergleich zu historisch 45-50 MWh deutlich reduziert. Die Recyclingeffizienz nähert sich 95 %, wobei sekundäres Magnesium nur 5 % der Energie der Primärproduktion benötigt.
Die End-of-Life-Recyclingfähigkeit gewährleistet geschlossene Materialkreisläufe. Magnesiumkomponenten behalten ihre metallurgischen Eigenschaften über mehrere Recyclingzyklen hinweg, im Gegensatz zu Aluminium, das Zusätze von Primärmaterial benötigt, um die Festigkeitseigenschaften zu erhalten.
Alternative Schmelztechnologien
Induktionsschmelzanlagen verbessern die Energieeffizienz und reduzieren gleichzeitig die Umweltbelastung. Die frequenzgesteuerte Induktion bietet eine präzise Temperaturregelung mit einem Wirkungsgrad von 85-90 % im Vergleich zu 60-70 % bei gasbefeuerten Öfen. Die reduzierte Verbrennung eliminiert direkte CO2-Emissionen am Einsatzort.
Elektromagnetisches Rühren gewährleistet eine homogene Legierungszusammensetzung bei gleichzeitiger Minimierung der Schlackenbildung. Die reduzierte Oxidbildung reduziert den Materialabfall und macht aggressive Flussmittelchemikalien überflüssig. Der Salzflussmittelverbrauch sinkt im Vergleich zu herkömmlichen Schmelzanlagen um 60-80 %.
Zukünftige Entwicklungen und fortschrittliche Anwendungen
Neue Magnesiumlegierungen zielen auf spezifische Automobilanwendungen mit verbesserten Leistungsmerkmalen ab. Calciumhaltige Legierungen wie AXJ530 bieten eine verbesserte Kriechfestigkeit für Antriebsstranganwendungen, während Lithiumzusätze in LAE442 die Dichte auf 1,35 g/cm³ reduzieren.
Die Vakuum-Druckgusstechnologie eliminiert Gasporen für kritische strukturelle Anwendungen. Kammerdrücke unter 100 mbar verhindern den Gaseinschluss während des Füllens und ermöglichen dünnwandige Gussteile mit nahezu endkonturnaher Genauigkeit. Vakuumsysteme lassen sich durch Nachrüstmodifikationen in bestehende Kaltkammeranlagen integrieren.
Halbfeste Verarbeitungstechniken wie Thixomolding kombinieren die Vorteile des Druckgusses mit nahezu endkonturnahen Fähigkeiten. Teilweise verfestigtes Magnesium weist ein nicht-Newtonsches Fließverhalten auf und füllt komplexe Geometrien mit minimalen Turbulenzen. Prozesstemperaturen 50-80 °C unterhalb des herkömmlichen Druckgusses reduzieren den Werkzeugverschleiß und verlängern die Werkzeuglebensdauer.
| Technologie | Aktueller Status | Potenzial zur Gewichtsreduzierung | Zeitplan |
|---|---|---|---|
| Vakuum-Druckguss | Kommerziell | 5-10% zusätzlich | Verfügbar |
| Halbstarre Verarbeitung | Entwicklung | 10-15% zusätzlich | 2-3 Jahre |
| Mg-Al-Hybridbauteile | Pilotprojekt | 15-25% ggü. Voll-Al | 3-5 Jahre |
| Additive Fertigung | Forschung | 30-50% optimiert | 5-7 Jahre |
Häufig gestellte Fragen
Welche typischen Toleranzen sind mit Magnesium-Druckguss für Automobilkomponenten erreichbar?
Der Magnesium-Druckguss erreicht Maßtoleranzen von ±0,08-0,15 mm für Merkmale bis zu 100 mm, wobei für kritische Abmessungen durch sekundäre Bearbeitung engere Toleranzen von ±0,05 mm möglich sind. Die Oberflächengüte liegt typischerweise zwischen 1,6-3,2 μm Ra im gegossenen Zustand.
Wie schneidet Magnesium-Druckguss im Vergleich zu Aluminium in Bezug auf die Korrosionsbeständigkeit ab?
Unbehandeltes Magnesium weist eine geringere Korrosionsbeständigkeit als Aluminium auf und erfordert Schutzbeschichtungen für den Einsatz im Automobilbereich. Mit geeigneten Anodisierungs- oder Konversionsbeschichtungsbehandlungen erreichen Magnesiumkomponenten einen Korrosionsschutz in Automobilqualität, der die Anforderungen des 1000-Stunden-Salzsprühtests erfüllt.
Welche Brandschutzaspekte sind bei der Arbeit mit Magnesium-Druckguss zu berücksichtigen?
Die Magnesiumzündtemperatur von 650 °C liegt über den typischen Druckgusstemperaturen von 620-680 °C, wodurch das Brandrisiko im Normalbetrieb minimal ist. Notfallverfahren erfordern Feuerlöscher der Klasse D, die speziell für Metallbrände entwickelt wurden. Systeme auf Wasserbasis sind strengstens verboten, da sie Magnesiumbrände verstärken.
Können Magnesium-Druckgussteile geschweißt oder mit anderen Automobilmaterialien verbunden werden?
Magnesiumkomponenten werden durch mechanische Befestigung, Klebeverbindungen oder spezielle Schweißtechniken mit anderen Materialien verbunden. Das Rührreibschweißen ermöglicht das Verbinden mit Aluminiumkomponenten, während für den Automobilbereich zugelassene Strukturklebstoffe dauerhafte Verbindungen gewährleisten. Das traditionelle Lichtbogenschweißen erfordert eine Schutzgasabschirmung und Magnesium-Füllmaterialien.
Welche minimalen Wandstärken sind im Magnesium-Druckguss für Automobile erreichbar?
Die minimale Wandstärke hängt von der Bauteilgröße und der Legierungsauswahl ab. Kleine Komponenten erreichen durchgehend 0,6 mm dicke Wände, während größere Automobilteile wie Instrumententafeln eine Dicke von 0,8-1,0 mm beibehalten. Eine gleichmäßige Wandstärkenvariation innerhalb von ±0,2 mm gewährleistet gleichbleibende mechanische Eigenschaften.
Wie wirken sich Recyclingaspekte auf die Konstruktion von Magnesium-Druckgusskomponenten aus?
Die Design für Recycling erfordert die Minimierung unähnlicher Materialeinsätze und die Gewährleistung einer sauberen Trennung am Ende der Lebensdauer. Magnesium behält seine Eigenschaften über mehrere Recyclingzyklen hinweg bei, aber die Verunreinigung durch Stahlbefestigungen oder Aluminiumeinsätze beeinträchtigt die Legierungsqualität. Schnappverbindungen eliminieren dauerhafte Befestigungen und erhalten gleichzeitig die Montageintegrität.
Wie sind die typischen Vorlaufzeiten und Werkzeugkosten für Magnesium-Automobil-Druckgusswerkzeuge?
Die Werkzeugherstellung dauert 12-16 Wochen für komplexe Automobilkomponenten, wobei die Kosten je nach Bauteilkomplexität und Kavitätenanzahl zwischen 85.000 und 250.000 € liegen. H13-Werkzeugstahl bietet ein optimales Gleichgewicht zwischen Wärmeleitfähigkeit und Verschleißfestigkeit für den Magnesiumeinsatz, mit einer erwarteten Werkzeuglebensdauer von 80.000-120.000 Schuss.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece