Hinterschneidungen in der CNC-Bearbeitung: T-Nutenfräser vs. 5-Achsen-Strategien
Die Bearbeitung von Hinterschneidungen stellt eine der größten geometrischen Herausforderungen in der Präzisionsfertigung dar. Diese Merkmale – definiert als Oberflächen, die von einem Schneidwerkzeug, das sich entlang einer einzelnen Achse bewegt, nicht erreicht werden können – erfordern spezielle Strategien, die sich direkt auf die Zykluszeiten, Werkzeugkosten und die allgemeine Projektmachbarkeit auswirken.
Wichtige Erkenntnisse:
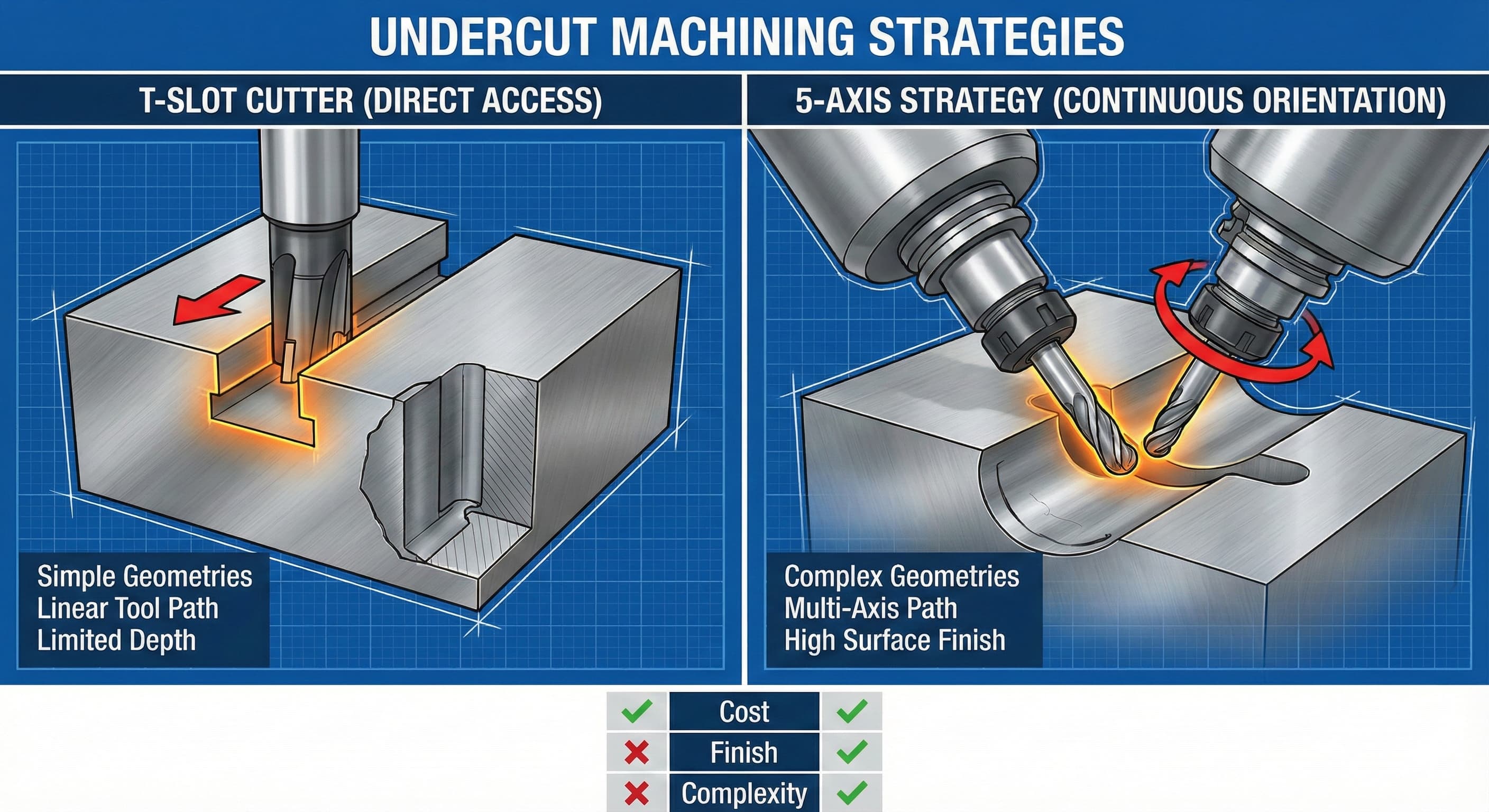
- T-Nutenfräser eignen sich hervorragend für einfache Hinterschneidungen, sind jedoch auf bestimmte Geometrien und Tiefen bis zu 15-20 mm beschränkt
- Die simultane 5-Achsen-Bearbeitung ermöglicht komplexe Hinterschnittprofile mit hervorragender Oberflächengüte (Ra 0,8-1,6 μm)
- Hybridansätze, die beide Methoden kombinieren, können die Zykluszeiten für komplexe Bauteile um 25-40 % reduzieren
- Die Materialauswahl und die Werkstücksteifigkeit bestimmen die optimale Strategie für die Hinterschnittbearbeitung
Verständnis der Geometrie-Klassifizierungen von Hinterschneidungen
Hinterschneidungen in der CNC-Bearbeitung lassen sich in drei Hauptkategorien einteilen: einfache lineare Hinterschneidungen, komplexe gekrümmte Hinterschneidungen und zusammengesetzte multidirektionale Hinterschneidungen. Jede Klassifizierung erfordert unterschiedliche Werkzeugansätze und Maschinenfähigkeiten.
Einfache lineare Hinterschneidungen, wie z. B. T-Nuten und Schwalbenschwanzprofile, weisen eine geradlinige Geometrie auf, die mit speziellen Schaftfräsern zugänglich ist. Diese liegen typischerweise zwischen 2 und 25 mm Tiefe mit Wandwinkeln zwischen 45 und 90 Grad. Die Norm ISO 2768-m gilt für allgemeine Toleranzen, während spezifische Merkmale möglicherweise engere Kontrollen bis zu ±0,05 mm erfordern.
Komplexe gekrümmte Hinterschneidungen umfassen sphärische Hohlräume, geformte Oberflächen unter Überhängen und organische Formen, die in Luft- und Raumfahrtkomponenten zu finden sind. Diese Geometrien können nicht mit herkömmlichen 3-Achsen-Strategien bearbeitet werden und erfordern kontinuierliche Mehrachsen-Werkzeugwege, um eine ordnungsgemäße Späneabfuhr und Oberflächenqualität aufrechtzuerhalten.
Zusammengesetzte Hinterschneidungen kombinieren mehrere Richtungen und weisen oft unterschiedliche Tiefen innerhalb eines einzelnen Merkmals auf. Medizinische Implantate, Turbinenschaufeln und Spritzgusskerne enthalten häufig diese anspruchsvollen Geometrien, die die Grenzen sowohl der Werkzeugausstattung als auch der Maschinenfähigkeit ausreizen.
T-Nutenfräser: Spezialwerkzeuge für den direkten Zugriff
T-Nutenfräser stellen den direktesten Ansatz für die Bearbeitung linearer Hinterschneidungen dar. Diese Werkzeuge verfügen über einen schmalen Schaft mit einem vergrößerten Schneidkopf, der den Zugang zu engen Räumen ermöglicht und gleichzeitig Material in Bereichen entfernt, die mit herkömmlichen Schaftfräsern nicht erreichbar sind.
Standard-T-Nutenfräser haben einen Kopfdurchmesser von 6-50 mm, wobei der Schaftdurchmesser typischerweise 30-50 % der Kopfgröße beträgt, um die erforderliche Steifigkeit zu gewährleisten. Hartmetallsorten wie K20-K30 bieten eine optimale Verschleißfestigkeit für Stahlkomponenten, während Werkzeuge mit PKD-Spitze sich hervorragend für Aluminiumlegierungen wie 6061-T6 und 7075-T6 eignen.
Die Schnittparameter für T-Nutenbearbeitungen erfordern eine sorgfältige Berücksichtigung der Werkzeugdurchbiegung und Vibration. Empfohlene Schnittgeschwindigkeiten liegen zwischen 80 und 150 m/min für Stahl (abhängig von der Härte), mit Vorschüben zwischen 0,1 und 0,3 mm pro Zahn. Die erweiterte Werkzeuggeometrie begrenzt die Schnitttiefe auf 0,5-2,0 mm pro Durchgang, was sich erheblich auf die Zykluszeiten für tiefe Hinterschneidungen auswirkt.
| Werkzeugtyp | Max. Tiefe (mm) | Schnittgeschwindigkeit (m/min) | Vorschub (mm/Zahn) | Typische Kosten (€) |
|---|---|---|---|---|
| HSS-T-Nutenfräser | 15 | 60-80 | 0.05-0.15 | 45-85 |
| Hartmetall-T-Nutenfräser | 25 | 120-180 | 0.15-0.25 | 120-220 |
| PKD-T-Nutenfräser | 20 | 200-400 | 0.2-0.4 | 350-650 |
Die Lebensdauer des Werkzeugs wird aufgrund der freitragenden Schneidgeometrie kritisch. Geeignete Werkstückspann- und Schwingungsdämpfungssysteme sind unerlässlich, um vorzeitigen Werkzeugausfall zu verhindern und die Maßhaltigkeit während der gesamten Produktionsläufe aufrechtzuerhalten.
5-Achsen-Simultanbearbeitungsstrategien
Die simultane Fünf-Achsen-Bearbeitung verändert die Zugänglichkeit von Hinterschneidungen, indem sie kontinuierliche Werkzeugorientierungsänderungen während des gesamten Schneidwegs ermöglicht. Diese Fähigkeit ermöglicht es herkömmlichen Schaftfräsern, auf komplexe Geometrien zuzugreifen und gleichzeitig optimale Schnittbedingungen und hervorragende Oberflächengüten beizubehalten.
Der grundlegende Vorteil liegt in der Manipulation der Werkzeugachse. Durch das Neigen und Drehen des Werkstücks oder der Spindel halten die Schneidwerkzeuge einen senkrechten Eingriff in komplexe Oberflächen aufrecht, wodurch die geometrischen Einschränkungen, die T-Nutenfräsern inhärent sind, beseitigt werden. Dies führt zu einer verbesserten Späneabfuhr, reduzierten Schnittkräften und einer verbesserten Oberflächenqualität.
Die Programmierung von 5-Achsen-Hinterschnittstrategien erfordert eine hochentwickelte CAM-Software, die in der Lage ist, Kollisionen zu erkennen und Werkzeugwege zu optimieren. Vor- und Nacheilungswinkel müssen sorgfältig gesteuert werden, um ein Ausklinken zu verhindern und gleichzeitig eine vollständige Materialentfernung zu gewährleisten. Typische Voreilungswinkel liegen zwischen 2 und 5 Grad, wobei die Nacheilungswinkel basierend auf den Materialeigenschaften und der gewünschten Oberflächengüte angepasst werden.
Die Maschinenkinematik spielt eine entscheidende Rolle bei der Strategieauswahl. Tisch-Tisch-Konfigurationen (A- und C-Achse auf dem Tisch) eignen sich hervorragend für schwere Werkstücke, haben aber möglicherweise eingeschränkte Werkzeugzugangswinkel. Kopf-Kopf-Konfigurationen (B- und C-Achse an der Spindel) bieten eine hervorragende Zugänglichkeit, sind aber aufgrund von Spindelbelastungseinschränkungen typischerweise auf leichtere Komponenten beschränkt.
Für hochpräzise Ergebnisse Senden Sie Ihr Projekt für ein 24-Stunden-Angebot von Microns Hub.
Die Optimierung der Vorschubgeschwindigkeit bei der 5-Achsen-Hinterschnittbearbeitung erfordert eine dynamische Anpassung basierend auf dem momentanen Werkzeugeingriff. Moderne CNC-Steuerungen verwenden fortschrittliche Algorithmen, um eine konsistente Spanbelastung aufrechtzuerhalten und gleichzeitig plötzliche Beschleunigungsänderungen zu verhindern, die die Oberflächengüte oder Maßhaltigkeit beeinträchtigen könnten.
Vergleichende Analyse: Leistungs- und Kostenfaktoren
Die Auswahl zwischen T-Nutenfräsern und 5-Achsen-Strategien erfordert eine umfassende Analyse der Teilegeometrie, des Produktionsvolumens und der Kostenbeschränkungen. Jeder Ansatz bietet je nach spezifischen Anwendungsanforderungen unterschiedliche Vorteile.
| Faktor | T-Nutenfräser | 5-Achsen Simultan | Einfluss auf die Auswahl |
|---|---|---|---|
| Rüstzeit | 15-30 Minuten | 45-90 Minuten | Hohe Stückzahlen bevorzugen T-Nut |
| Programmierkomplexität | Gering | Hoch | Qualifikationsanforderungen unterscheiden sich erheblich |
| Oberflächengüte (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | Entscheidend für sichtbare Oberflächen |
| Werkzeugkosten pro Merkmal | €2-8 | €0.50-3 | Abhängig von Volumen und Komplexität |
| Zykluszeit (einfache Hinterschneidung) | 100% | 150-200% | T-Nut-Vorteil bei einfacher Geometrie |
Materialüberlegungen beeinflussen die Strategieauswahl erheblich. Kaltverfestigende Legierungen wie Inconel 718 profitieren von der kontinuierlichen Schneidwirkung, die mit 5-Achsen-Ansätzen möglich ist, während Aluminiumlegierungen mit beiden Methoden akzeptable Ergebnisse erzielen können. Die verbesserten Späneabfuhreigenschaften der 5-Achsen-Bearbeitung sind besonders wertvoll bei der Bearbeitung von Materialien, die zu Kaltverfestigung neigen oder lange, zähe Späne erzeugen.
Die geometrische Komplexität dient als primärer Entscheidungsfaktor. Einfache T-Nuten, Schwalbenschwänze und lineare Hinterschneidungen mit Tiefen unter 15 mm bevorzugen typischerweise Spezialfräser. Komplexe gekrümmte Hinterschneidungen, Merkmale mit variabler Tiefe oder Hinterschneidungen, die mehrere Ausrichtungen erfordern, erfordern 5-Achsen-Fähigkeiten.
Berücksichtigen Sie bei der Bewertung umfassender Fertigungslösungen, wie die Hinterschnittbearbeitung in andere Prozesse integriert wird. Komponenten, die sowohl präzise CNC-Merkmale als auch geformte Elemente erfordern, können von unseren Blechfertigungsdiensten für hybride Fertigungsansätze profitieren.
Fortgeschrittene Hybridstrategien
In hochentwickelten Produktionsumgebungen werden häufig Hybridansätze eingesetzt, die T-Nutenfräser und 5-Achsen-Strategien innerhalb einzelner Bearbeitungsprogramme kombinieren. Diese Methodik optimiert die Zykluszeiten und hält gleichzeitig die Qualitätsstandards über verschiedene Merkmalsanforderungen hinweg aufrecht.
Die grobe Hinterschnittentfernung verwendet häufig 5-Achsen-Strategien mit Standard-Schaftfräsern, um effizient große Mengen an Material zu entfernen. Die überlegene Späneabfuhr und die reduzierte Werkzeugbelastung ermöglichen aggressive Materialabtragsraten von 15-25 cm³/min in Aluminiumlegierungen. Die abschließende Profilierung verwendet dann spezielle T-Nutenfräser, um eine präzise Maßkontrolle und eine verbesserte Oberflächengüte auf kritischen Oberflächen zu erzielen.
Sequenzielle Werkzeugwechsel innerhalb von Hybridprogrammen erfordern eine sorgfältige Berücksichtigung der Werkstückbezugssysteme und der Werkzeuglängenkompensation. Die Aufrechterhaltung konsistenter Koordinatensysteme wird kritisch, wenn zwischen verschiedenen Werkzeuggeometrien und Bearbeitungsstrategien gewechselt wird. Geeignete Einrichtungs- und Verifizierungsverfahren verhindern das kostspielige Ausschuss von teilweise fertiggestellten Komponenten.
Fortschrittliche CAM-Systeme bieten jetzt integrierte Hybridprogrammierfunktionen, die die Werkzeugauswahl und die Bearbeitungsstrategien basierend auf der Analyse der Merkmalsgeometrie automatisch optimieren. Diese Systeme bewerten Faktoren wie Materialabtragsraten, Werkzeugzugangswinkel und Anforderungen an die Oberflächengüte, um optimierte Bearbeitungssequenzen zu generieren.
Das Temperaturmanagement wird in Hybridstrategien aufgrund unterschiedlicher Schnittlasten und verlängerter Zykluszeiten immer wichtiger. Flutkühlmittelsysteme mit Durchflussraten von 15-25 Litern pro Minute tragen dazu bei, konstante Temperaturen aufrechtzuerhalten und gleichzeitig eine ausreichende Späneabfuhr für beide Schneidmethoden zu gewährleisten.
Materialspezifische Überlegungen
Verschiedene Materialien reagieren unterschiedlich auf T-Nuten- und 5-Achsen-Hinterschnittbearbeitungsstrategien, was maßgeschneiderte Ansätze für optimale Ergebnisse erfordert. Das Verständnis dieser materialspezifischen Verhaltensweisen ermöglicht eine fundierte Strategieauswahl und Parameteroptimierung.
Aluminiumlegierungen, insbesondere 6061-T6 und 7075-T6, lassen sich mit beiden Ansätzen gut bearbeiten, weisen jedoch unterschiedliche Verhaltensweisen auf. T-Nutenfräser in Aluminium können aufgrund der hervorragenden Wärmeableitungseigenschaften hohe Materialabtragsraten erzielen, während 5-Achsen-Strategien von der Fähigkeit des Materials profitieren, kurze, leicht abzuführende Späne zu erzeugen. PKD-bestückte Werkzeuge eignen sich hervorragend für Aluminiumanwendungen und bieten eine Verbesserung der Werkzeuglebensdauer von 300-500 % im Vergleich zu Hartmetallalternativen.
| Materialgüte | Bevorzugte Strategie | Typische Werkzeugstandzeit | Schnittgeschwindigkeit (m/min) | Besondere Überlegungen |
|---|---|---|---|---|
| Al 6061-T6 | Entweder/Hybrid | 2000-4000 Teile | 200-400 | Aufbauschneiden verhindern |
| Stahl 4140 (HRC 30) | 5-Achsen bevorzugt | 150-300 Teile | 120-180 | Kaltverfestigung kontrollieren |
| Edelstahl 316L | 5-Achsen erforderlich | 80-150 Teile | 80-120 | Kontinuierliches Schneiden unerlässlich |
| Inconel 718 | Nur 5-Achsen | 25-60 Teile | 45-80 | Wärmemanagement entscheidend |
Edelstahlsorten wie 316L und 17-4 PH stellen aufgrund der Kaltverfestigungseigenschaften besondere Herausforderungen dar. T-Nutenfräser, die mit intermittierender Schneidwirkung arbeiten, können eine Kaltverfestigung induzieren, was zu schnellem Werkzeugverschleiß und schlechter Oberflächenqualität führt. Kontinuierliche 5-Achsen-Schneidstrategien halten einen konstanten Eingriff aufrecht und verhindern so die Kaltverfestigung, während gleichzeitig eine akzeptable Werkzeuglebensdauer und Oberflächengüte erzielt werden.
Titanlegierungen, einschließlich Ti-6Al-4V, erfordern unabhängig von der Schneidstrategie spezielle Ansätze. Die geringe Wärmeleitfähigkeit und die chemische Reaktivität des Materials mit Schneidwerkzeugen erfordern optimierte Parameter und möglicherweise exotische Werkzeugmaterialien. Detaillierte Strategien zur Titanbearbeitung finden Sie in unserem Leitfaden zur Reduzierung des Werkzeugverschleißes bei der Titanbearbeitung für umfassende CAD-Optimierungsansätze.
Überlegungen zu Spannvorrichtungen und Werkstückspannung
Eine erfolgreiche Hinterschnittbearbeitung erfordert robuste Werkstückspannsysteme, die in der Lage sind, die Teilesteifigkeit aufrechtzuerhalten und gleichzeitig den Werkzeugzugang zu engen Bereichen zu ermöglichen. Die Wahl zwischen T-Nuten- und 5-Achsen-Strategien beeinflusst die Anforderungen an die Spannvorrichtung und die Einrichtungskomplexität erheblich.
T-Nutenfräseranwendungen profitieren typischerweise von herkömmlichen Schraubstock- oder Spannplattenaufbauten, da die Anforderungen an den Werkzeugzugang relativ vorhersehbar bleiben. Die erweiterte Werkzeuggeometrie erzeugt jedoch erhebliche Biegemomente, die Schnittkräfte und Vibrationen verstärken. Werkstückspannsysteme müssen in der Nähe der Schneidzone eine angemessene Unterstützung bieten und gleichzeitig die Anforderungen an den Werkzeugfreiraum erfüllen.
Die Fünf-Achsen-Bearbeitung erfordert anspruchsvollere Spannvorrichtungslösungen, die die Werkstückzugänglichkeit während komplexer Werkzeugwegsequenzen aufrechterhalten. Grabsteinspannvorrichtungen, indexierte Drehtische und kundenspezifische Spannvorrichtungen ermöglichen mehrere Teileausrichtungen und minimieren gleichzeitig Einrichtungsänderungen. Die Möglichkeit, Hinterschneidungen aus verschiedenen Anstellwinkeln zu bearbeiten, reduziert oft die gesamten Spannvorrichtungsanforderungen im Vergleich zu T-Nutenfräsermethoden.
Berücksichtigen Sie bei der Bearbeitung komplexer Geometrien, die mehrere Aufspannungen erfordern, Konstruktionsstrategien, die Halteelemente für komplexe CNC-Teile integrieren, um die Teileintegrität während der gesamten Bearbeitungssequenzen aufrechtzuerhalten.
Die Schwingungsdämpfung wird aufgrund der inhärenten Werkzeugflexibilität besonders wichtig für T-Nutenbearbeitungen. Zusätzliche Unterstützungssysteme, einschließlich Lünetten und Antivibrationsspannvorrichtungen, tragen dazu bei, die Maßhaltigkeit aufrechtzuerhalten und die Werkzeuglebensdauer zu verlängern. Diese Systeme müssen sorgfältig konstruiert werden, um Interferenzen mit den Schneidwerkzeugwegen zu vermeiden und gleichzeitig eine maximale Unterstützungseffektivität zu gewährleisten.
Qualitätskontroll- und Inspektionsstrategien
Hinterschnittmerkmale stellen einzigartige Inspektionsherausforderungen dar, die spezielle Messtechniken und -geräte erfordern. Die Zugänglichkeitsbeschränkungen, die die Bearbeitung erschweren, wirken sich auch auf die Qualitätsprüfungsverfahren aus.
Koordinatenmessmaschinen (KMGs), die mit Gelenkmessköpfen ausgestattet sind, ermöglichen eine umfassende Hinterschnittinspektion, die Programmierung wird jedoch deutlich komplexer. Die Messkopfzugangswinkel müssen sorgfältig geplant werden, um Kollisionen zu vermeiden und gleichzeitig eine vollständige Merkmalsprüfung zu erreichen. Tastsensorsysteme mit Kugeldurchmessern von 2-5 mm bieten typischerweise ein optimales Gleichgewicht zwischen Zugangsfähigkeit und Messgenauigkeit.
Optische Messsysteme, einschließlich Laserscanner und Streifenlichtsysteme, bieten berührungslose Inspektionsalternativen, die besonders wertvoll für komplexe gekrümmte Hinterschneidungen sind. Diese Systeme erfassen vollständige Oberflächengeometriedaten und ermöglichen einen umfassenden Vergleich mit CAD-Modellen mit einer Genauigkeit von typischerweise ±0,025 mm für die meisten industriellen Anwendungen.
Die In-Prozess-Überwachung wird aufgrund des eingeschränkten visuellen Zugangs während der Schneidvorgänge immer wichtiger für die Hinterschnittbearbeitung. Spindellastüberwachung, Schwingungsanalyse und Schallemissionssensoren helfen, Werkzeugverschleiß oder Schneidanomalien zu erkennen, bevor sie sich auf die Teilequalität auswirken. Moderne CNC-Systeme integrieren diese Überwachungsfunktionen, um Echtzeit-Feedback und automatische Parameteranpassung zu ermöglichen.
Die Implementierung der statistischen Prozesskontrolle (SPC) erfordert eine sorgfältige Berücksichtigung der Messwiederholbarkeit und der Bedienertechnik. Hinterschnittmerkmale weisen oft eine höhere Messunsicherheit auf als zugängliche Oberflächen, was angepasste Kontrollgrenzen und Stichprobenstrategien erfordert, um eine effektive Prozesskontrolle aufrechtzuerhalten.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz sorgen dafür, dass jedes Projekt die Aufmerksamkeit erhält, die es verdient, mit umfassenden Inspektionsmöglichkeiten auch für die anspruchsvollsten Hinterschnittgeometrien.
Kostenoptimierungsstrategien
Ein effektives Kostenmanagement bei der Hinterschnittbearbeitung erfordert eine umfassende Analyse der Werkzeugkosten, Zykluszeiten, Einrichtungsanforderungen und Qualitätsüberlegungen. Das Verständnis der gesamten Kostenauswirkungen ermöglicht fundierte Entscheidungen, die die anfänglichen Ausgaben mit der langfristigen Produktionseffizienz in Einklang bringen.
Die Werkzeugkosten variieren dramatisch zwischen den Ansätzen. T-Nutenfräser kosten je nach Größe und Beschichtung zwischen 45 und 650 €, mit einer typischen Werkzeuglebensdauer von 150-4000 Teilen, basierend auf Material und Schnittbedingungen. 5-Achsen-Strategien verwenden herkömmliche Schaftfräser, die 15-150 € kosten, erfordern aber möglicherweise mehrere Werkzeuge für die vollständige Hinterschnittbearbeitung.
Die Programmier- und Einrichtungskosten sprechen aufgrund der geringeren Komplexität für T-Nutenfräser bei einfachen Geometrien. 5-Achsen-Strategien erweisen sich jedoch oft als wirtschaftlicher für komplexe Hinterschneidungen, wenn die gesamten Zykluszeiten und sekundären Operationen berücksichtigt werden. Die Möglichkeit, mehrere Hinterschnittausrichtungen in einzelnen Aufspannungen zu bearbeiten, eliminiert Zwischenhandhabungs- und Neupositionierungskosten.
Volumenüberlegungen beeinflussen die Kostenoptimierungsentscheidungen erheblich. Kleinserienprototypen und kundenspezifische Teile können trotz höherer Einrichtungskosten 5-Achsen-Ansätze bevorzugen, während die Serienproduktion oft von dedizierten T-Nutenfräserwerkzeugen und optimierten Spannvorrichtungssystemen profitiert.
Eine umfassende Kostenanalyse, die verschiedene Fertigungsprozesse abdeckt, finden Sie in unserem detaillierten Leitfaden zu Kostentreibern der CNC-Bearbeitung, der spezifische Strategien zur Reduzierung der Teilepreise durch Designoptimierung bietet.
Sekundäre Operationen wie Entgraten, Oberflächenveredelung und Inspektion erhöhen die Komplexität der Kostenberechnungen. Die Fünf-Achsen-Bearbeitung erzeugt typischerweise überlegene Oberflächengüten, die nur minimale Nachbearbeitung erfordern, während T-Nutenbearbeitungen möglicherweise zusätzliche Veredelungsschritte erfordern, um vergleichbare Qualitätsniveaus zu erreichen.
Integration mit Fertigungsdienstleistungen
Die Hinterschnittbearbeitung stellt oft eine Komponente umfassender Fertigungsprogramme dar, die mehrere Prozesse und Technologien umfassen können. Das Verständnis, wie Hinterschnittstrategien in umfassendere Fertigungsfähigkeiten integriert werden, trägt zur Optimierung der gesamten Projektabwicklung und Kosteneffizienz bei.
Viele Komponenten, die komplexe Hinterschneidungen erfordern, enthalten auch Merkmale, die besser für alternative Fertigungsprozesse geeignet sind. Blechkomponenten mit bearbeiteten Hinterschneidungen, Gussteile, die eine Endbearbeitung erfordern, und Baugruppen, die mehrere Fertigungstechnologien kombinieren, profitieren von einer integrierten Produktionsplanung, die alle Prozessinteraktionen berücksichtigt.
Die Optimierung der Durchlaufzeit treibt häufig die Entscheidungen bei der Prozessauswahl voran. Komponenten, die sowohl präzise Hinterschneidungen als auch andere Fertigungsoperationen erfordern, können von parallelen Verarbeitungsstrategien profitieren, bei denen verschiedene Merkmale gleichzeitig mit geeigneten Technologien hergestellt werden. Dieser Ansatz minimiert die Gesamtprojektdauer und hält gleichzeitig die Qualitätsstandards über alle Merkmale hinweg aufrecht.
Die Integration des Qualitätssystems gewährleistet konsistente Standards über mehrere Fertigungsprozesse hinweg. Wenn die Hinterschnittbearbeitung ein Element komplexer Fertigungsprogramme darstellt, wird die Aufrechterhaltung der Rückverfolgbarkeit und Dokumentation für Branchen mit strengen regulatorischen Anforderungen wie Luft- und Raumfahrt, Medizinprodukte und Automobilanwendungen von entscheidender Bedeutung.
Erfahren Sie, wie die Hinterschnittbearbeitung in unsere Fertigungsdienstleistungen integriert wird, um umfassende Lösungen zu entwickeln, die sowohl die individuelle Teilequalität als auch die Gesamteffizienz des Projekts optimieren.
Häufig gestellte Fragen
Welche maximale Tiefe kann mit T-Nutenfräsern im Vergleich zur 5-Achsen-Bearbeitung erreicht werden?
T-Nutenfräser sind aufgrund der Werkzeugsteifigkeit und der Schwingungsbeschränkungen typischerweise auf Tiefen von 15-25 mm begrenzt. Die erweiterte Werkzeuggeometrie erzeugt eine erhebliche Durchbiegung, die die Maßhaltigkeit über diese Tiefen hinaus beeinträchtigt. Die Fünf-Achsen-Bearbeitung mit herkömmlichen Schaftfräsern kann nahezu unbegrenzte Hinterschnitttiefen erreichen, da die Werkzeuge unabhängig von der Merkmaltiefe einen senkrechten Eingriff in die Oberflächen aufrechterhalten. Die Werkstücksteifigkeit und die Zugänglichkeit der Spannvorrichtung können jedoch praktische Einschränkungen für extrem tiefe Merkmale auferlegen.
Wie beeinflussen die Anforderungen an die Oberflächengüte die Wahl zwischen T-Nutenfräsern und 5-Achsen-Strategien?
Die simultane Fünf-Achsen-Bearbeitung erzeugt typischerweise überlegene Oberflächengüten im Bereich von Ra 0,8-1,6 μm aufgrund des kontinuierlichen Werkzeugeingriffs und der optimalen Schneidgeometrie. T-Nutenfräser erreichen im Allgemeinen Oberflächen von Ra 1,6-3,2 μm aufgrund der Werkzeugdurchbiegung und der unterbrochenen Schneidwirkung. Für kritische Oberflächen, die nur minimale Nachbearbeitung erfordern, bieten 5-Achsen-Strategien erhebliche Vorteile. Spezialisierte T-Nutenfräser mit optimierten Geometrien und Beschichtungen können jedoch für viele Anwendungen bei geringerer Programmierungskomplexität akzeptable Oberflächen erzielen.
Welche Materialien sind für die Hinterschnittbearbeitung mit T-Nutenfräsern ungeeignet?
Kaltverfestigende Materialien, einschließlich austenitischer Edelstähle (316L, 321), Inconel-Legierungen und Hastelloy-Sorten, schneiden aufgrund der intermittierenden Schneidwirkung, die eine Kaltverfestigung induziert, mit T-Nutenfräsern schlecht ab. Diese Materialien erfordern einen kontinuierlichen Schneideingriff, der nur mit 5-Achsen-Strategien möglich ist. Darüber hinaus können Materialien mit schlechter Bearbeitbarkeit wie gehärtete Werkzeugstähle über HRC 45 bei Verwendung der für T-Nutenfräser typischen erweiterten Geometrien zu übermäßigem Werkzeugverschleiß führen.
Wie wirkt sich das Teilevolumen auf die wirtschaftliche Wahl zwischen den Schneidstrategien aus?
Die Kleinserienproduktion (1-50 Teile) bevorzugt typischerweise 5-Achsen-Strategien trotz höherer Programmierkosten, da die Werkzeuginvestitionen angemessen bleiben und die Einrichtungsflexibilität Vorteile bietet. Mittlere Volumina (50-500 Teile) erfordern eine detaillierte Kostenanalyse unter Berücksichtigung der Werkzeuglebensdauer, der Zykluszeiten und der Qualitätsanforderungen. Die Serienproduktion (>500 Teile) rechtfertigt oft dedizierte T-Nutenwerkzeuge und optimierte Spannvorrichtungen, wenn die Geometrie dies zulässt, da die reduzierten Programmier- und Einrichtungskosten pro Teil die höheren anfänglichen Werkzeuginvestitionen ausgleichen.
Welche Inspektionsherausforderungen sind einzigartig für bearbeitete Hinterschneidungen?
Die Hinterschnittinspektion steht vor erheblichen Zugänglichkeitsbeschränkungen, die die Messverfahren erschweren. Standardmäßige KMG-Taster erfordern Gelenkköpfe oder spezielle Tasterkonfigurationen, um enge Bereiche zu erreichen, was die Programmierungskomplexität und die Messunsicherheit erhöht. Optische Messsysteme bieten Vorteile für komplexe Geometrien, können aber bei stark reflektierenden Oberflächen oder tiefen, schmalen Hinterschneidungen Schwierigkeiten haben. Gut/Ausschuss-Lehren bieten eine effiziente Produktionsinspektion, erfordern aber eine kundenspezifische Fertigung für jede Hinterschnittgeometrie, wodurch sie hauptsächlich für Anwendungen mit hohem Volumen geeignet sind.
Können Hybridansätze, die beide Methoden kombinieren, die gesamten Bearbeitungskosten senken?
Hybridstrategien bieten oft die optimale Kosteneffizienz für komplexe Komponenten mit mehreren Hinterschnitttypen. Die Verwendung der 5-Achsen-Schruppbearbeitung zur Entfernung von großen Materialmengen, gefolgt von der Endbearbeitung mit T-Nutenfräsern, kann die Zykluszeiten um 25-40 % reduzieren und gleichzeitig die Maßhaltigkeit aufrechterhalten. Hybridansätze erfordern jedoch eine ausgeklügelte Programmierung und ein sorgfältiges Werkzeugwechselmanagement, um die Genauigkeit des Koordinatensystems während der gesamten Bearbeitungssequenz aufrechtzuerhalten. Die Vorteile rechtfertigen typischerweise die erhöhte Komplexität für die mittlere bis hohe Volumenproduktion geometrisch komplexer Teile.
Welche Rolle spielt die Werkstückmaterialstärke bei der Strategieauswahl?
Dünnwandige Komponenten mit Hinterschneidungen stellen unabhängig von der Schneidstrategie einzigartige Herausforderungen dar. T-Nutenfräser erzeugen erhebliche Schnittkräfte, die in dünnen Abschnitten zu Durchbiegungen oder Vibrationen führen und möglicherweise die Maßhaltigkeit beeinträchtigen können. 5-Achsen-Strategien ermöglichen optimierte Werkzeugwege, die die Schnittkräfte durch geeignete Vor-/Nacheilungswinkel und Zustellungssteuerung minimieren. Komponenten mit einer Wandstärke unter 2-3 mm erfordern typischerweise 5-Achsen-Ansätze mit speziellen Dünnwandbearbeitungstechniken, um akzeptable Toleranzen aufrechtzuerhalten und Werkstückverformungen zu verhindern.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece