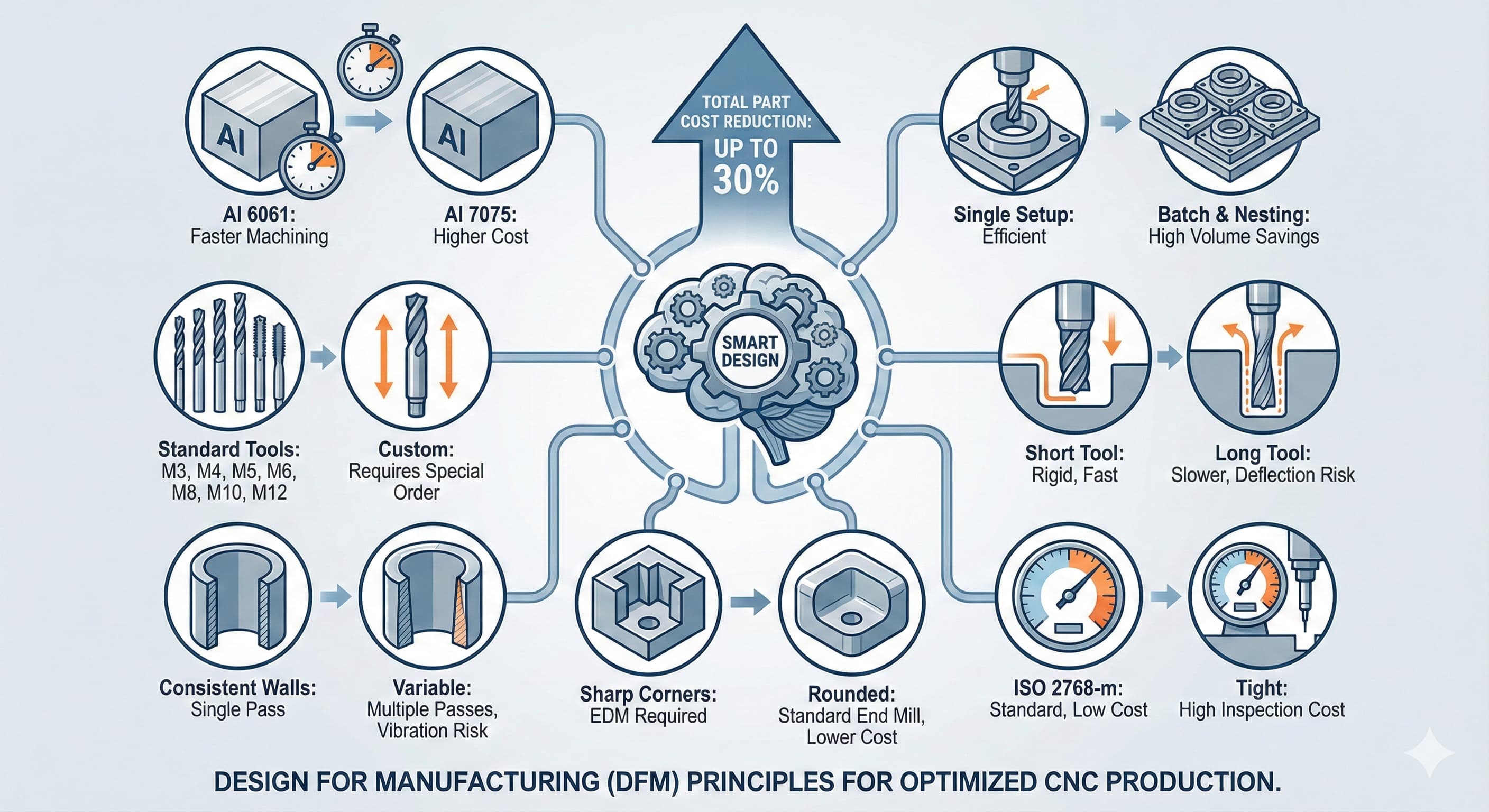
CNC-Bearbeitungskosten-Treiber: 7 Design-Anpassungen zur Reduzierung des Teilepreises um 30 %
Die meisten Ingenieure konzentrieren sich zuerst auf die Funktionalität und erst dann auf die Kosten – ein kostspieliger Fehler, wenn es um die CNC-Bearbeitung geht. Nach zwei Jahrzehnten der Optimierung von Fertigungsprozessen bei Microns Hub habe ich wiederkehrende Designmuster identifiziert, die die Teilekosten um 20-50 % in die Höhe treiben, ohne einen nennenswerten Mehrwert zu schaffen. Die Lösung sind nicht billigere Materialien oder minderwertige Lieferanten, sondern intelligente Designänderungen, die mit den CNC-Fähigkeiten arbeiten und nicht gegen sie.
Wesentliche Erkenntnisse
- Die Zugänglichkeit von Standardwerkzeugen reduziert die Bearbeitungszeit um 40-60 % im Vergleich zu komplexen Geometrien, die spezielle Fräser erfordern
- Die Materialauswahl über die Legierungsart hinaus – unter Berücksichtigung der Bearbeitbarkeitswerte und der Lagerverfügbarkeit – beeinflusst die Gesamtkosten stärker als der Rohmaterialpreis
- Die Feature-Konsolidierung durch Design for Manufacturing (DFM)-Prinzipien kann sekundäre Operationen vollständig eliminieren
- Toleranzspezifikationsstrategie: Das Anwenden enger Toleranzen nur dort, wo es funktional kritisch ist, reduziert die Inspektionszeit und die Ausschussraten erheblich
Die CNC-Kostenstruktur verstehen: Die versteckten Variablen
Die CNC-Bearbeitungskosten lassen sich in fünf Hauptkategorien unterteilen, aber die meisten Ingenieure berücksichtigen nur zwei. Neben den offensichtlichen Material- und Maschinenzeitkosten machen die Rüstkomplexität, die Werkzeuganforderungen und die Qualitätssicherungsprotokolle oft 40-70 % der gesamten Teilekosten bei der Klein- bis Mittelserienfertigung aus.
Die Rüstzeit skaliert überproportional mit der geometrischen Komplexität. Ein einfacher rechteckiger Block mit Standardbohrungen wird in einer Aufspannung bearbeitet, während ein Teil, das mehrere Ausrichtungen erfordert, sowohl die Rüstzeit als auch die Vorrichtungskosten vervielfacht. Jede zusätzliche Aufspannung addiert 15-45 Minuten Nicht-Bearbeitungszeit, abhängig von der Teilekomplexität und den Vorrichtungsanforderungen.
Die Werkzeugkosten summieren sich, wenn Designs spezielle Fräser erfordern. Standard-Schaftfräser mit Durchmessern von 3 mm, 6 mm, 10 mm und 20 mm bewältigen 85 % der Bearbeitungsvorgänge effizient. Die Anforderung eines 2,3-mm-Schaftfräsers für eine bestimmte Taschen-Tiefe verdoppelt die Werkzeugkosten und verlängert die Vorlaufzeit für die Werkzeugbeschaffung.
| Kostenkomponente | Typischer Prozentsatz | Hauptfaktoren | Auswirkung auf das Design |
|---|---|---|---|
| Rohmaterial | 20-35% | Legierungstyp, Lagergröße, Verfügbarkeit | Hoch |
| Maschinenzeit | 25-40% | Schnittgeschwindigkeit, Effizienz des Werkzeugwegs | Sehr hoch |
| Einrichtung & Vorrichtung | 15-25% | Anzahl der Setups, Komplexität der Vorrichtung | Sehr hoch |
| Werkzeugausstattung | 8-15% | Werkzeugtyp, Austauschhäufigkeit | Hoch |
| Qualitätssicherung | 5-12% | Toleranzanforderungen, Inspektionszeit | Mittel |
Ingenieure wählen Materialien typischerweise nur aufgrund ihrer mechanischen Eigenschaften aus und ignorieren dabei die Bearbeitbarkeitsfaktoren, die die Fertigungskosten drastisch beeinflussen. Aluminium 6061-T6 und 7075-T6 erfüllen beide die Festigkeitsanforderungen für viele Luft- und Raumfahrtanwendungen, aber 6061-T6 lässt sich aufgrund der besseren Spanbildung und der geringeren Werkzeugverschleißraten 40 % schneller bearbeiten.
Bearbeitbarkeitswerte quantifizieren die Schneideffizienz verschiedener Legierungen. Das American Iron and Steel Institute (AISI) bewertet Materialien auf einer Skala, bei der AISI 1212-Stahl 100 % entspricht. Aluminium 6061-T6 erreicht 90-95 %, während 7075-T6 70-75 % erreicht. Dieser Unterschied von 20 Punkten führt direkt zu Schwankungen der Zykluszeit.
Die Lagerverfügbarkeit stellt einen weiteren versteckten Kostentreiber dar. Die Angabe einer 25,4 mm dicken Platte, wenn Standardware in den Größen 25 mm oder 30 mm erhältlich ist, führt zu Materialverschwendung und potenziellen Beschaffungsverzögerungen. Europäische Lieferanten führen typischerweise metrische Abmessungen: 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm Dicke für Aluminiumplatten.
| Material | Bearbeitbarkeitsbewertung | Schnittgeschwindigkeit (m/min) | Werkzeugstandzeitfaktor | Relative Kosten/Stunde |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Edelstahl 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titan Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Benutzerdefinierte Lochdurchmesser erzwingen Werkzeugwechsel und reduzieren die Schnittparameter. Standard-Bohrergrößen in metrischer Progression (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) laufen mit optimalen Vorschüben und Geschwindigkeiten, während ein 4,3-mm-Loch entweder untermaßig gebohrt und gerieben oder mit einem Standardbohrer mit reduzierten Parametern gebohrt werden muss.
Gewindespezifikationen folgen einer ähnlichen Logik. ISO-metrische Gewinde (M3, M4, M5, M6, M8, M10, M12) verwenden Standard-Gewindebohrergrößen und bewährte Schnittparameter. Benutzerdefinierte Gewinde erfordern spezielle Gewindebohrer, längere Zykluszeiten und ein höheres Ausschussrisiko aufgrund der Gefahr von Gewindebohrerbruch.
Das Verhältnis von Lochtiefe zu Durchmesser beeinflusst die Bohreffizienz und die Werkzeuglebensdauer erheblich. Das Einhalten von Verhältnissen unter 3:1 für Standard-Spiralbohrer und 5:1 für spezielle Tieflochbohrer optimiert die Spanabfuhr und verhindert Kaltverfestigung. Ein Loch mit einem Durchmesser von 6 mm sollte mit Standardwerkzeugen maximal 18 mm tief sein.
Senkbohr- und Ansenkvorgänge erhöhen die Komplexität, wenn die Abmessungen nicht mit den Standardanforderungen für Befestigungselemente übereinstimmen. ISO 4762-Zylinderschrauben definieren spezifische Senkbohrdurchmesser und -tiefen. M6-Schrauben erfordern 10-mm-Senkbohrungen mit 6 mm Tiefe – das Abweichen von diesen Standards erhöht die Bearbeitungszeit ohne funktionellen Nutzen.
Design-Anpassung Nr. 3: Implementieren Sie eine konsistente Wandstärkenstrategie
Variable Wandstärken erfordern mehrere Schnittdurchgänge mit unterschiedlichen Werkzeugen, während eine konsistente Dicke Ein-Pass-Operationen mit optimierten Schnittparametern ermöglicht. Dünne Wände unter 1,5 mm Dicke bei Aluminium oder 2 mm bei Stahl führen zu Vibrationsproblemen, die reduzierte Schnittgeschwindigkeiten und spezielle Werkstückspannungen erfordern.
Taschenbearbeitungen profitieren erheblich von einer konsistenten Bodendicke. Die Programmiersoftware optimiert die Werkzeugwege, wenn die Materialentfernung während des gesamten Schneidvorgangs gleichmäßig bleibt. Taschen mit variabler Tiefe erfordern mehrere Schruppdurchgänge und erhöhen die Zykluszeit proportional.
Entformungswinkel eliminieren sekundäre Bearbeitungsvorgänge für Teile, die eine Nachbearbeitungs-Montage oder Beschichtungsprozesse erfordern. Das Einbeziehen von Entformungswinkeln von 0,5-2,0 Grad an vertikalen Wänden vereinfacht die Teileentnahme aus Vorrichtungen und reduziert die Gratbildung während der Schneidvorgänge.
Für hochpräzise Ergebnisse laden Sie Ihre CAD-Dateien in die Microns Hub Sofortangebotsmaschine hoch.
Design-Anpassung Nr. 4: Minimieren Sie die Feature-Komplexität durch geometrische Optimierung
Komplexe geometrische Features erhöhen die Programmierzeit und die Komplexität der Werkzeugwegberechnung exponentiell. Scharfe Innenecken erfordern EDM-Finishing oder mehrere Werkzeugdurchgänge mit immer kleineren Schaftfräsern. Das Angeben von Ecken mit einem Radius von 0,5 mm anstelle von scharfen Ecken eliminiert sekundäre Operationen und erhält gleichzeitig die funktionelle Leistung für die meisten Anwendungen.
Hinterschnitte und umgekehrte Entformungswinkel erzwingen zusätzliche Aufspannungen oder spezielle Werkzeuge. Fünf-Achsen-Bearbeitungsfunktionen bewältigen einige komplexe Geometrien in einzelnen Aufspannungen, aber die Programmierkomplexität und die Rüstzeit übersteigen oft die Kosteneinsparungen durch reduzierte Handhabung. Das Eliminieren von Hinterschnitten durch Designrevision reduziert typischerweise die Gesamtkosten und verbessert gleichzeitig die Teilefestigkeit durch eine bessere Spannungsverteilung.
Anforderungen an die Oberflächenbeschaffenheit bestimmen die Auswahl der Schnittparameter und die Strategien für den letzten Durchgang. Eine Oberflächenbeschaffenheit von Ra 1,6 μm wird durch Standardbearbeitungsparameter erreicht, während Ra 0,8 μm zusätzliche Finishing-Durchgänge mit reduzierten Vorschubgeschwindigkeiten erfordert. Spiegelglatte Oberflächen unter Ra 0,4 μm erfordern sekundäre Polierarbeiten, die erhebliche Kosten und Vorlaufzeiten verursachen.
| Feature-Typ | Standardansatz | Zeitmultiplikator | Kostenauswirkung | DFM-Alternative |
|---|---|---|---|---|
| Scharfe Innenecke | Mehrere Werkzeugdurchgänge + EDM | 3,5x | +250% | 0,5 mm Radius Ecke |
| Tiefer, schmaler Schlitz | Eintauchfräsen + Seitenfräsen | 2,8x | +180% | Breiterer Schlitz oder Durchgangsloch |
| Komplexer Hinterschnitt | 5-Achsen oder mehrere Aufspannungen | 4,2x | +320% | Geometrie eliminieren oder vereinfachen |
| Sehr dünne Wand (<1mm) | Leichte Schnitte, spezielle Vorrichtungen | 2,2x | +120% | Auf mindestens 1,5 mm erhöhen |
Die Toleranzspezifikation stellt den häufigsten Kosteninflationierungsfaktor bei der Präzisionsbearbeitung dar. ISO 2768-Allgemeintoleranzen decken die meisten funktionalen Anforderungen ohne spezifische Angaben ab. Die mittlere Güte (ISO 2768-m) bietet ±0,1 mm für Abmessungen bis 30 mm, ±0,15 mm für Abmessungen von 30-120 mm und ±0,2 mm für Abmessungen von 120-400 mm.
Kritische Toleranzen, die eine statistische Prozesskontrolle (SPC) erfordern, erhöhen die Inspektionszeit und die potenziellen Nacharbeitskosten. Jede Abmessung, die eine Koordinatenmessmaschine (KMM) erfordert, addiert 2-5 Minuten Inspektionszeit plus Dokumentationsanforderungen. Das Beschränken enger Toleranzen auf funktional kritische Features reduziert den Aufwand für die Qualitätssicherung erheblich.
Die Anwendung von geometrischer Dimensionierung und Tolerierung (GD&T) gemäß den ASME Y14.5-Standards kommuniziert die Designabsicht effektiver als die traditionelle Plus/Minus-Tolerierung. Komplexe GD&T-Schemata, die spezielle Inspektionsgeräte erfordern, erhöhen jedoch die Kosten ohne entsprechenden funktionellen Nutzen in vielen Anwendungen.
Positionstoleranzen für Lochmuster demonstrieren dieses Prinzip deutlich. Eine Positionstoleranz von ±0,05 mm auf einem Lochkreis erfordert eine KMM-Inspektion, während eine Toleranz von ±0,1 mm die Überprüfung mit einem Gut/Ausschuss-Lehre zum einem Drittel der Inspektionskosten ermöglicht.
Design-Anpassung Nr. 6: Optimieren Sie den Bearbeitungszugang und die Werkzeugfreiheit
Einschränkungen beim Werkzeugzugang erzwingen längere Werkzeuge mit reduzierter Steifigkeit, was Vibrationen erhöht und die Schnittparameter einschränkt. Standard-Schaftfräser-Längen-zu-Durchmesser-Verhältnisse von 3:1 oder 4:1 bieten eine optimale Steifigkeit für die meisten Anwendungen. Die Anforderung von Verhältnissen von 6:1 oder höher reduziert die Schnittgeschwindigkeiten um 30-50 % und erhöht das Risiko von Werkzeugdurchbiegung.
Freiraumanforderungen um bearbeitete Features ermöglichen die Auswahl größerer, steiferer Werkzeuge. Ein 20-mm-Schaftfräser entfernt Material 4x schneller als ein 10-mm-Schaftfräser, wenn ausreichend Freiraum vorhanden ist. Taschenbearbeitungen profitieren besonders von großzügigen Eckradien, die zu den verfügbaren Werkzeuggrößen passen.
Die Integration der Vorrichtungskonstruktion während der Teilekonstruktionsphase eliminiert Interferenzprobleme und reduziert die Rüstkomplexität. Standard-Schraubstockbackenabstände, Drehtischabmessungen und Werkstückspanneinschränkungen sollten Designentscheidungen frühzeitig im Entwicklungsprozess beeinflussen, anstatt teure kundenspezifische Spannlösungen zu erzwingen.
Die Programmierzugänglichkeit beeinflusst sowohl die anfängliche Programmierzeit als auch die zukünftige Modifikationseffizienz. Features, die sich in schwer zugänglichen Bereichen befinden, erfordern konservative Schnittparameter und eine umfangreiche Werkzeugwegüberprüfung, was sowohl die Programmierzeit als auch die Zykluszeit erhöht.
Design-Anpassung Nr. 7: Batch-Verarbeitung und Feature-Konsolidierung
Die Feature-Konsolidierung reduziert Werkzeugwechsel und optimiert Schnittsequenzen. Das Gruppieren aller Bohrvorgänge ermöglicht eine einzelne Werkzeugaufspannung mit optimierten Parametern über mehrere Lochgrößen hinweg. Sequentielle Taschenbearbeitungen mit konsistenten Tiefen rationalisieren Schrupp- und Schlichtdurchgänge.
Die Eliminierung sekundärer Operationen durch die Optimierung der primären Aufspannung stellt eine bedeutende Kostensenkungsmöglichkeit dar. Teile, die Bohr-, Gewinde- und Senkbohrvorgänge erfordern, werden effizient abgeschlossen, wenn die Lochpositionen die Zugänglichkeit mit einer einzigen Aufspannung ermöglichen. Komplexe Teile, die Flip-Operationen oder mehrere Werkstückspannungen erfordern, vervielfachen die Handhabungszeit und führen zu Herausforderungen bei der Positionsgenauigkeit.
Batch-freundliche Designüberlegungen ermöglichen eine effiziente Produktionsskalierung. Teile, die für einfache Spannvorrichtungen und konsistente Werkzeuganforderungen ausgelegt sind, werden effizient in Mengen vom Prototyp bis zum Produktionsvolumen verarbeitet. Unsere Fertigungsdienstleistungen optimieren die Rüstverfahren für volumenangepasste Produktionsmethoden.
Die Optimierung der Materialausnutzung durch nesting-freundliche Geometrien reduziert den Rohmaterialabfall und ermöglicht eine effiziente Programmierung für Mehrfachteilaufspannungen. Rechteckige oder kreisförmige Begrenzungsprofile lassen sich effizienter verschachteln als komplexe Außenprofile, die einzelne Lagerstücke erfordern.
| Designstrategie | Zeitersparnis | Kostenreduzierung | Qualitätsauswirkung | Implementierungsschwierigkeit |
|---|---|---|---|---|
| Standardwerkzeuggrößen | 20-35% | 15-28% | Verbessert | Niedrig |
| Konstante Wandstärke | 15-25% | 12-20% | Neutral | Mittel |
| Vereinfachte Toleranzen | 5-15% | 8-18% | Neutral | Niedrig |
| Merkmalskonsolidierung | 25-40% | 20-35% | Verbessert | Hoch |
| Materialoptimierung | 10-20% | 15-25% | Verbessert | Mittel |
Die Implementierung dieser Kostensenkungsstrategien erfordert die Integration einer systematischen Designprüfung in bestehende Entwicklungsprozesse. Eine frühzeitige DFM-Überprüfung identifiziert Optimierungsmöglichkeiten vor dem Design-Freeze, wenn Änderungen relativ einfach und kostengünstig bleiben.
Die CAD-Modellanalyse mit Fertigungssimulationssoftware prognostiziert Bearbeitungssequenzen und identifiziert potenzielle Probleme vor der physischen Produktion. Softwaretools wie CAMWorks, Mastercam oder Fusion 360 liefern realistische Zykluszeitschätzungen und heben problematische Features hervor, die Designaufmerksamkeit erfordern.
Die funktionsübergreifende Zusammenarbeit zwischen Konstrukteuren und Fertigungsingenieuren gewährleistet ein optimales Gleichgewicht zwischen funktionalen Anforderungen und Produktionseffizienz. Regelmäßige Designprüfungen unter Einbeziehung des Fertigungs-Inputs verhindern kostspielige Redesign-Zyklen und beschleunigen die Time-to-Market-Ziele.
Dokumentationsstandards, die DFM-Richtlinien enthalten, ermöglichen eine konsistente Anwendung über mehrere Projekte und Teammitglieder hinweg. Standardisierte Designregeln, bevorzugte Materialspezifikationen und genehmigte Toleranzschemata reduzieren die Designvariation und ermöglichen eine effizientere Angebotserstellung und Produktionsplanung.
Messen des Erfolgs der Kostensenkung
Die Quantifizierung der erreichten Kostensenkungen erfordert die Festlegung einer Basislinie und die systematische Verfolgung über mehrere Kostenkomponenten hinweg. Die gesamten Teilekosten umfassen Material, Bearbeitungszeit, Rüstzeit, Werkzeugverbrauch und Qualitätssicherungsaufwand – die jeweils unterschiedlich auf spezifische Designänderungen reagieren.
Die Messung der Zykluszeitreduzierung liefert den direktesten Indikator für die Fertigungseffizienz. Der Vergleich der tatsächlichen Bearbeitungszeit vor und nach der Designoptimierung quantifiziert das Ausmaß der Verbesserung und validiert theoretische Vorhersagen aus der Simulationssoftware.
Qualitätsmetriken, einschließlich der Erstdurchlaufausbeute und der Ausschussprozentsätze, zeigen Verbesserungen der Designrobustheit über die einfache Kostensenkung hinaus an. Vereinfachte Designs weisen typischerweise eine verbesserte Herstellbarkeit durch reduzierte Variation und höhere Prozessfähigkeitsindizes auf.
Die langfristige Kostenverfolgung zeigt die Wirksamkeit der Optimierungsstrategie über Produktionsvolumina und Zeiträume hinweg. Die anfängliche Reduzierung der Rüstkomplexität vervielfacht sich bei höheren Produktionsmengen, während die Materialoptimierung unabhängig von den Volumenstufen konsistente Vorteile bietet.
Häufig gestellte Fragen
Was ist die effektivste einzelne Designänderung zur Reduzierung der CNC-Bearbeitungskosten?
Die Standardisierung von Lochgrößen und Gewindespezifikationen führt typischerweise zu einer Kostensenkung von 15-25 % bei minimalen Auswirkungen auf das Design. Die Verwendung von metrischen Standardbohrergrößen (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) und ISO-metrischen Gewinden eliminiert spezielle Werkzeuganforderungen und ermöglicht optimale Schnittparameter während der gesamten Produktion.
Wie beeinflussen Toleranzspezifikationen die gesamten Teilekosten?
Enge Toleranzen unter ±0,05 mm können die Teilekosten durch zusätzliche Inspektionsanforderungen und potenzielle Nacharbeiten um 30-80 % erhöhen. Das Anwenden von ISO 2768-Allgemeintoleranzen für nicht kritische Abmessungen und das Reservieren enger Toleranzen nur für funktional kritische Features optimiert das Kosten-Leistungs-Verhältnis effektiv.
Welche Materialien bieten das beste Verhältnis von Bearbeitbarkeit zu Leistung für die Kostenoptimierung?
Aluminium 6061-T6 bietet eine ausgezeichnete Bearbeitbarkeit (90-95 Bewertung) mit guten Festigkeitseigenschaften für die meisten Anwendungen. Für Stahlkomponenten bieten die Güten 1018 oder 12L14 eine bessere Bearbeitbarkeit im Vergleich zu Edelstahlsorten und behalten gleichzeitig eine ausreichende Festigkeit für viele strukturelle Anwendungen bei.
Wie wirkt sich die Feature-Komplexität auf die Bearbeitungszeit und die Kosten aus?
Komplexe Features, die spezielle Werkzeuge oder mehrere Aufspannungen erfordern, können die Teilekosten um 200-400 % erhöhen. Scharfe Innenecken, tiefe schmale Schlitze und komplexe Hinterschnitte beeinflussen die Kosten besonders durch verlängerte Programmierzeit, spezielle Werkzeuganforderungen und reduzierte Schnittparameter.
Welche Wandstärkenrichtlinien minimieren die Bearbeitungskosten und erhalten gleichzeitig die strukturelle Integrität?
Das Einhalten einer Mindestwandstärke von 1,5 mm für Aluminium und 2,0 mm für Stahl eliminiert Vibrationsprobleme und ermöglicht Standard-Schnittparameter. Eine konsistente Wandstärke über das gesamte Teil ermöglicht Ein-Pass-Operationen und eine optimierte Werkzeugwegprogrammierung.
Wie wirken sich die Rüstungsanforderungen auf die Produktionskosten kleiner Chargen aus?
Jede zusätzliche Aufspannung addiert 15-45 Minuten Nicht-Bearbeitungszeit, was sich erheblich auf die Wirtschaftlichkeit kleiner Chargen auswirkt. Das Konstruieren von Teilen für die Bearbeitung mit einer einzigen Aufspannung kann die gesamte Produktionszeit um 40-60 % für Mengen unter 50 Stück reduzieren, wodurch die Prototypenfertigung und die Kleinserienproduktion kostengünstiger werden.
Wie ist das Verhältnis zwischen den Anforderungen an die Oberflächenbeschaffenheit und den Bearbeitungskosten?
Anforderungen an die Oberflächenbeschaffenheit unter Ra 1,6 μm erhöhen die Bearbeitungszeit exponentiell. Ra 0,8 μm erfordert 40-60 % zusätzliche Finishing-Zeit, während Ra 0,4 μm sekundäre Polierarbeiten erfordert, die einen Kostenaufschlag von 150-300 % gegenüber standardmäßig bearbeiteten Oberflächen verursachen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece