Reduzierung des Werkzeugverschleißes bei der Titanbearbeitung: Optimierte CAD-Strategien
Die Titanbearbeitung stellt eine der größten Herausforderungen in der Fertigung dar: das Ausbalancieren der außergewöhnlichen Eigenschaften von Ti-6Al-4V und anderen Titanlegierungen mit ihrer berüchtigten Neigung, Schneidwerkzeuge zu zerstören. Die Werkzeugverschleißraten bei Titan können die Stahlbearbeitung um 300-500 % übersteigen, wobei Hartmetallwerkzeuge unter suboptimalen Bedingungen nur wenige Minuten halten. Die Lösung liegt nicht nur in den Schnittparametern, sondern auch in strategischen CAD-Designentscheidungen, die die Bearbeitungsdynamik grundlegend verändern.
Wesentliche Erkenntnisse
- Die strategische Ausrichtung von Merkmalen im CAD kann die Werkzeugeingriffszeit um bis zu 40 % reduzieren und die Werkzeuglebensdauer drastisch verlängern
- Die richtige Eckradiusgestaltung (mindestens 0,5 mm) eliminiert Spannungskonzentrationen, die zum Ausfall von Hartmetallwerkzeugen führen
- Die Optimierung des Materialabtragungsvolumens durch intelligente Merkmalsplatzierung reduziert die gesamte Bearbeitungszeit und Wärmeerzeugung
- Die integrierte Kühlkanalgestaltung in komplexen Teilen ermöglicht einen kontinuierlichen Kühlmittelzugang zu kritischen Schneidzonen
Verständnis der Werkzeugverschleißmechanismen von Titan
Die geringe Wärmeleitfähigkeit von Titan (16,4 W/m·K im Vergleich zu 237 W/m·K bei Aluminium) schafft ideale Bedingungen für den Werkzeugverschleiß. Die in der Schneidzone erzeugte Wärme kann nicht durch das Werkstück abgeleitet werden und konzentriert sich an der Werkzeug-Span-Grenzfläche, wo Temperaturen von 800-1000 °C erreicht werden. Diese thermische Belastung führt in Verbindung mit der chemischen Reaktivität von Titan zu adhäsivem Verschleiß, bei dem sich Titanatome direkt an Hartmetalloberflächen binden.
Die Kaltverfestigungseigenschaften von Ti-6Al-4V verstärken diese Herausforderung noch. Unter Schnittkräften wandelt sich die Mikrostruktur des Materials von einer relativ gut bearbeitbaren α+β-Phase in eine gehärtete Struktur um, die in der unmittelbaren Suboberfläche 45-50 HRC erreichen kann. Diese gehärtete Schicht, typischerweise 0,05-0,15 mm tief, verursacht abrasiven Verschleiß bei nachfolgenden Werkzeugdurchgängen.
Fressen stellt einen weiteren kritischen Ausfallmodus dar. Die Neigung von Titan, unter Druck kalt zu verschweißen, führt zur Bildung von Aufbauschneiden an Schneidwerkzeugen. Diese angeschweißten Ablagerungen verändern die Werkzeuggeometrie, erhöhen die Schnittkräfte und beschleunigen das katastrophale Versagen durch Ausbrechen von Spänen oder Kanten.
CAD-Strategien zur Minimierung des Werkzeugeingriffs
Der effektivste Ansatz zur Reduzierung des Werkzeugverschleißes beginnt mit der strategischen Ausrichtung der Merkmale während der Konstruktionsphase. Traditionelle Bearbeitungsansätze positionieren Merkmale oft nur auf der Grundlage funktionaler Anforderungen und ignorieren die Auswirkungen auf die Bearbeitungsreihenfolge. Ein intelligentes CAD-Design berücksichtigt die Weglänge und den Eingriffswinkel des Schneidwerkzeugs für jedes Merkmal.
Die Optimierung der Taschen-Tiefe stellt eine kritische Designentscheidung dar. Tiefe Taschen (Verhältnisse von Tiefe zu Breite über 3:1) schaffen schwierige Abfuhrbedingungen, bei denen Späne nicht effektiv entweichen können. Dies führt zu Nachschneiden, erhöhten Temperaturen und schnellem Werkzeugverschleiß. Designalternativen umfassen gestufte Taschenkonfigurationen oder mehrstufige Bearbeitungsstrategien, die optimale Verhältnisse von Tiefe zu Breite unter 2:1 beibehalten.
Eine konsistente Wandstärke über die gesamte Teilegeometrie hinweg eliminiert unterschiedliche Schnittlasten, die zu Werkzeugdurchbiegung und vorzeitigem Verschleiß führen. Die Aufrechterhaltung einer gleichmäßigen Wandstärke von 2,0-3,0 mm im gesamten Design ermöglicht konsistente Schnittparameter und eine vorhersehbare Werkzeuglebensdauer. Wenn Dickenunterschiede unvermeidlich sind, verhindern allmähliche Übergänge über Entfernungen von mindestens 10 mm plötzliche Laständerungen.
Eckenradien verdienen in Titananwendungen besondere Aufmerksamkeit. Scharfe Innenecken erzeugen Spannungskonzentrationen, die zu Werkzeugbruch führen, während Radien unter 0,3 mm kleine Durchmesserwerkzeuge erfordern, die zu Durchbiegung und schnellem Verschleiß neigen. Optimale Innenradien liegen im Bereich von 0,5-1,5 mm und passen zu den verfügbaren Hartmetallwerkzeuggeometrien, während sie gleichzeitig eine ausreichende Festigkeit für die Schnittkräfte von Titan bieten.
| Merkmaltyp | Traditionelles Design | Optimiertes Design | Verbesserung der Werkzeugstandzeit |
|---|---|---|---|
| Innere Ecken | 0,1-0,3 mm Radius | 0,5-1,5 mm Radius | 200-300% |
| Taschentiefe | Tiefe/Breite > 3:1 | Tiefe/Breite < 2:1 | 150-250% |
| Wandstärke | Variabel (1-5 mm) | Konstant (2-3 mm) | 100-200% |
| Oberflächenübergänge | Scharfe Änderungen | Allmählich (>10 mm) | 75-150% |
Fortgeschrittene Merkmalsgeometrie zur Werkzeugschonung
Beim CAD-Entwurf müssen Rampenstrategien berücksichtigt werden, um optimale Werkzeugeintrittsbedingungen zu gewährleisten. Vertikale Tauchschnitte in Titan erzeugen maximale Schnittlasten und Thermoschocks. Konstruktionsmerkmale sollten Rampenflächen mit Winkeln zwischen 2-5 Grad enthalten, die einen allmählichen Werkzeugeingriff ermöglichen, der die Schnittkräfte über eine größere Kontaktlänge verteilt.
Die Lochgestaltung erfordert besondere Berücksichtigung bei der Titanbearbeitung. Standard-Bohroperationen verursachen aufgrund schlechter Spanabfuhr und konzentrierter Wärmeerzeugung einen erheblichen Werkzeugverschleiß. CAD-Konstruktionen sollten vorgefertigte Fasen oder Senkungen enthalten, die es ermöglichen, Bohroperationen mit reduzierten Schnittlasten zu beginnen. Für kritische Löcher sollte eine spiralförmige Interpolationsgeometrie in die umgebenden Merkmale integriert werden, um diesen überlegenen Bearbeitungsansatz zu ermöglichen.
Änderungen an der Gewindekonstruktion können die Werkzeuglebensdauer in Titananwendungen drastisch beeinflussen. Standard-Metrische Gewinde mit 60-Grad-Flankenwinkel erzeugen hohe Schnittkräfte während des Gewindeschneidens. Wo möglich, reduzieren modifizierte Gewindeformen mit 45-50 Grad Flankenwinkel die Schnittlasten, während sie für die meisten Anwendungen eine ausreichende Gewindefestigkeit beibehalten. Die Gewindeauslaufgeometrie sollte eine ausreichende Länge (mindestens 3 Gewindesteigungen) für einen allmählichen Werkzeugrückzug bieten.
Für Anwendungen, die Präzisions-CNC-Bearbeitungsdienstleistungen erfordern, ist die Zugänglichkeit der Merkmale von größter Bedeutung. Geschlossene Merkmale, die tiefe Werkzeugverlängerungen erfordern, sollten nach Möglichkeit als offene Geometrien neu gestaltet werden. Dieser Ansatz ermöglicht die Verwendung kürzerer, steiferer Werkzeuge, die der Durchbiegung widerstehen und die Integrität der Schneidkante während längerer Bearbeitungszyklen aufrechterhalten.
Optimierung des Materialabtragungsvolumens
Die strategische Materialverteilung in CAD-Konstruktionen kann die gesamte Bearbeitungszeit und den damit verbundenen Werkzeugverschleiß minimieren. Das Prinzip besteht darin, die Materialabtragung in Bereichen zu konzentrieren, in denen die Schnittbedingungen optimiert werden können, während das Material in Regionen minimiert wird, die einen schwierigen Werkzeugzugang oder ungünstige Schnittgeometrien erfordern.
Schruppaufmaße sollten in die ursprüngliche Konstruktion integriert werden, um effiziente Materialabtragsstrategien zu ermöglichen. Anstatt endgültige Abmessungen direkt aus massivem Material zu bearbeiten, sollten Konstruktionen Zwischengeometrien enthalten, die Schruppoperationen mit robusten Werkzeugen ermöglichen, gefolgt von Schlichtdurchgängen mit optimierten Schnittbedingungen. Typische Schruppaufmaße für Titan liegen je nach Teilekomplexität zwischen 0,5-1,5 mm pro Oberfläche.
Rippen- und Stegkonfigurationen beeinflussen die Bearbeitungseffizienz erheblich. Traditionelle Rippendesigns mit konstanter Dicke erfordern oft umfangreiche Halbschlichtoperationen, die den Werkzeugverschleiß beschleunigen. Konische Rippendesigns mit von der Basis zur Spitze abnehmender Dicke ermöglichen effizientere Bearbeitungssequenzen unter Beibehaltung der strukturellen Anforderungen. Die Basisdicke sollte mit den verfügbaren Werkzeugdurchmessern (typischerweise 6-12 mm) übereinstimmen, während die Spitzendicke auf minimal 2-3 mm reduziert werden kann.
Die Integration von Boss-Designs beeinflusst sowohl den Werkzeugzugang als auch die Schnittlasten. Isolierte Bosse erfordern individuelle Werkzeugansätze, die die gesamte Bearbeitungszeit und die Werkzeugwechsel erhöhen. Wo funktional akzeptabel, sollten Boss-Merkmale in die umgebende Geometrie integriert oder als durchgehende Merkmale gestaltet werden, die effiziente Werkzeugwege mit konsistenten Schnittlasten ermöglichen.
Thermisches Management durch Design
Die Wärmeableitung stellt einen kritischen Faktor für die Werkzeuglebensdauer von Titan dar und erfordert CAD-Konstruktionen, die effektive Kühlstrategien ermöglichen. Traditionelle Flutkühlmittelanwendungen erreichen oft nicht die kritischen Schneidzonen, insbesondere in tiefen Merkmalen oder geschlossenen Geometrien. Konstruktionsänderungen können den Kühlmittelzugang dort gewährleisten, wo er am meisten benötigt wird.
Kühlkanäle sollten während der Konstruktionsphase in die Teilegeometrie integriert werden und nicht nachträglich hinzugefügt werden. Diese Kanäle, typischerweise 4-6 mm Durchmesser, sorgen für einen gerichteten Kühlmittelstrom zu kritischen Schneidzonen. Die Kanalplatzierung muss die Bearbeitungsreihenfolge berücksichtigen, um sicherzustellen, dass sie während der Schruppoperationen intakt bleiben und gleichzeitig die Schlichtdurchgänge kühlen.
Die Materialstärke beeinflusst die thermische Masse und die Wärmeabsorptionseigenschaften. Dicke Abschnitte (>20 mm) bieten eine bessere Wärmeableitung, erfordern aber möglicherweise interne Kühlmerkmale. Dünne Abschnitte (<5 mm) bieten eine schnelle Wärmeableitung, können aber unter thermischer Verformung leiden. Optimale Dickenbereiche für Titananwendungen liegen zwischen 8-15 mm und bieten eine angemessene thermische Masse bei gleichzeitiger effektiver Kühlung.
Die Optimierung der Oberfläche durch Konstruktionsänderungen kann die natürliche Konvektionskühlung verbessern. Gerippte Oberflächen, gestufte Geometrien und integrierte Kühlkörpermerkmale vergrößern die für die Wärmeübertragung verfügbare Oberfläche. Diese Änderungen müssen mit der Bearbeitungskomplexität abgewogen werden, können aber zu einer Verbesserung der Schneidzonentemperaturen um 15-30 % führen.
Für hochpräzise Ergebnisse, Erhalten Sie Ihr individuelles Angebot innerhalb von 24 Stunden von Microns Hub.
Toleranz- und Oberflächenbeschaffenheitsüberlegungen
Die Toleranzspezifikation wirkt sich direkt auf die Werkzeugauswahl und die Bearbeitungsstrategien für Titanteile aus. Enge Toleranzen (±0,025 mm oder besser) erfordern typischerweise Schlichtdurchgänge mit geringen Schnittlasten, was die Werkzeuglebensdauer verlängert, aber die Bearbeitungszeit erhöht. Der Schlüssel liegt in der Optimierung der Toleranzanforderungen, um Präzision und Fertigungseffizienz in Einklang zu bringen.
Kritische Abmessungen sollten auf Oberflächen mit günstigen Schnittgeometrien konzentriert werden. Externe Merkmale ermöglichen im Allgemeinen einen besseren Werkzeugzugang und bessere Schnittbedingungen im Vergleich zu internen Merkmalen. Wo möglich, sollten kritische Toleranzen externen Oberflächen oder Merkmalen zugewiesen werden, die mit kurzen, steifen Werkzeugen zugänglich sind.
Die Anforderungen an die Oberflächenbeschaffenheit beeinflussen die Werkzeugverschleißmuster erheblich. Ra-Werte unter 0,8 μm erfordern typischerweise mehrere Schlichtdurchgänge mit minimalem Materialabtrag pro Durchgang. Dieser Ansatz verlängert die Werkzeuglebensdauer durch reduzierte Schnittlasten, erhöht aber die gesamte Bearbeitungszeit. Die Optimierung der Oberflächenbeschaffenheit kann die Festlegung unterschiedlicher Anforderungen für funktionale und kosmetische Oberflächen umfassen.
Form- und Lagetoleranzen müssen die elastischen Eigenschaften von Titan und das Potenzial für Verformung während der Bearbeitung berücksichtigen. Spannungsabbauende Merkmale wie symmetrische Materialabtragung und ausgewogene Schnittlasten sollten in Konstruktionen integriert werden, die enge geometrische Toleranzen erfordern. Dieser Ansatz minimiert verformungsbedingte Toleranzverletzungen und reduziert gleichzeitig die Schnittkräfte, die den Werkzeugverschleiß beschleunigen.
| Toleranzbereich | Empfohlene Vorgehensweise | Erwartete Werkzeugstandzeit | Kostenauswirkung |
|---|---|---|---|
| ±0,1 mm | Ein einzelner Schlichtdurchgang | Maximal | +15-25% |
| ±0,05 mm | Leichte Schlichtdurchgänge | Gut | +25-35% |
| ±0,025 mm | Mehrere leichte Durchgänge | Mäßig | +40-60% |
| ±0,01 mm | Spezialwerkzeuge | Begrenzt | +75-100% |
Integration mit der Fertigungsprozessplanung
CAD-Konstruktionen müssen die vollständige Fertigungssequenz berücksichtigen, um die Werkzeuglebensdauer über alle Operationen hinweg zu optimieren. Die Merkmalssequenzierung beeinflusst die Werkstücksteifigkeit, die Spannanforderungen und die Schnittlastverteilung. Die strategische Merkmalsplatzierung kann Werkzeugwechsel minimieren und optimierte Schnittparameter während des gesamten Bearbeitungszyklus ermöglichen.
Die Spannmittelintegration sollte während der Designentwicklung und nicht als separates Fertigungsproblem betrachtet werden. Haltepunkte und Spannflächen, die in die Teilegeometrie integriert sind, sorgen für einen sicheren Werkstückhalt, minimieren die Rüstzeit und reduzieren Vibrationen, die den Werkzeugverschleiß beschleunigen.
Die Werkzeugzugriffsanalyse während der CAD-Phase identifiziert potenzielle Interferenzprobleme, die spezielle Werkzeuge oder verlängerte Werkzeuglängen erfordern könnten. Während der Konstruktion sollten Standard-Werkzeugbibliotheken verwendet werden, um sicherzustellen, dass Merkmale mit leicht verfügbaren, kostengünstigen Werkzeugen bearbeitet werden können. Kundenspezifische Werkzeuganforderungen sollten nach Möglichkeit durch Konstruktionsänderungen minimiert werden.
Strategien zur Reduzierung der Rüstzeit durch die Ausrichtung von Teilen für mehrere Operationen können die gesamte Bearbeitungszeit und den damit verbundenen Werkzeugverschleiß erheblich reduzieren. Konstruktionen sollten eine vollständige oder nahezu vollständige Bearbeitung in einer einzigen Aufspannung ermöglichen, wodurch die Werkstückhandhabung und die Rüstzeit minimiert werden. Dieser Ansatz erfordert eine sorgfältige Berücksichtigung von Entformungswinkeln, Trennlinien und der Zugänglichkeit von Merkmalen aus mehreren Richtungen.
Kosten-Nutzen-Analyse der Designoptimierung
Die wirtschaftlichen Auswirkungen der CAD-Optimierung für die Titanbearbeitung gehen über die einfache Reduzierung der Werkzeugkosten hinaus. Verbesserungen der Werkzeuglebensdauer von 200-400 % führen zu reduzierten Maschinenstillstandszeiten, niedrigeren Arbeitskosten für Werkzeugwechsel und einer verbesserten Teilekonsistenz durch stabile Schnittbedingungen. Diese Vorteile rechtfertigen oft Konstruktionsänderungen, die die anfängliche Teilekomplexität erhöhen könnten.
Die Reduzierung der Bearbeitungszeit durch optimierte Designs liegt typischerweise zwischen 20-50 % im Vergleich zu traditionellen Ansätzen. Diese Verbesserung resultiert aus reduzierten Werkzeugwechseln, optimierten Schnittparametern und der Eliminierung schwieriger Bearbeitungsvorgänge. Die Zeiteinsparungen summieren sich über die Produktionsvolumina, wodurch die Designoptimierung für Anwendungen mit höheren Stückzahlen immer wertvoller wird.
Qualitätsverbesserungen durch stabile Schnittbedingungen reduzieren Ausschussraten und Nacharbeitskosten. Eine konsistente Werkzeugleistung während des gesamten Bearbeitungszyklus sorgt für Maßgenauigkeit und Oberflächengüte. Diese Zuverlässigkeit ist besonders wertvoll für Anwendungen in der Luft- und Raumfahrt sowie in der Medizintechnik, wo die Kosten für die Ablehnung von Teilen erheblich sind.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise in der Titanbearbeitung und unser umfassendes Verständnis der Designoptimierung bedeuten, dass jedes Projekt die besondere Aufmerksamkeit erhält, die Titananwendungen erfordern.
Fortgeschrittene CAD-Techniken und Softwareintegration
Moderne CAD-Systeme bieten spezielle Werkzeuge zur Bearbeitungsoptimierung, die während der Konstruktionsphase genutzt werden können. Funktionen zur Bearbeitbarkeitsanalyse identifizieren problematische Geometrien, bevor die Fertigung beginnt, und ermöglichen Konstruktionsänderungen, solange Änderungen kostengünstig bleiben. Diese Werkzeuge bewerten den Zugang von Schneidwerkzeugen, Eingriffswinkel und potenzielle Interferenzbedingungen.
Merkmalsbasierte Designansätze ermöglichen eine schnelle Bewertung alternativer Geometrien zur Verbesserung der Bearbeitbarkeit. Die parametrische Modellierung ermöglicht es Designern, die Auswirkungen von Eckenradiusänderungen, Wanddickenänderungen oder Merkmalsverlagerungen auf die Fertigungsanforderungen schnell zu beurteilen. Diese Fähigkeit beschleunigt den Optimierungsprozess unter Beibehaltung der Designabsicht.
Die Integration der Fertigungssimulation bietet ein frühes Feedback zur Werkzeugauswahl und zu den Schnittparametern. Fortschrittliche CAD-Systeme können vollständige Bearbeitungssequenzen simulieren und potenzielle Werkzeugverschleißprobleme und Optimierungsmöglichkeiten identifizieren. Diese Simulationsfähigkeit ermöglicht proaktive Konstruktionsänderungen anstelle von reaktiver Problemlösung in der Fertigung.
Kollaborationswerkzeuge innerhalb von CAD-Systemen erleichtern die Kommunikation zwischen Design- und Fertigungsteams. Integrierte Anmerkungs- und Überprüfungsfunktionen ermöglichen es Fertigungsingenieuren, spezifisches Feedback zu Werkzeugverschleißproblemen und Möglichkeiten zur Designoptimierung zu geben. Diese Zusammenarbeit stellt sicher, dass Fertigungsüberlegungen ordnungsgemäß in die endgültigen Designs integriert werden.
Die Überprüfung von Konstruktionsregeln kann für die Anforderungen der Titanbearbeitung angepasst werden, wobei Geometrien, die Werkzeugverschleißprobleme verursachen können, automatisch gekennzeichnet werden. Standardregeln können Mindesteckenradiusanforderungen, maximale Verhältnisse von Tiefe zu Breite und Wanddickenkonsistenzprüfungen umfassen. Diese automatisierten Prüfungen verhindern, dass problematische Geometrien in die Fertigung gelangen.
Fallstudien und Implementierungsbeispiele
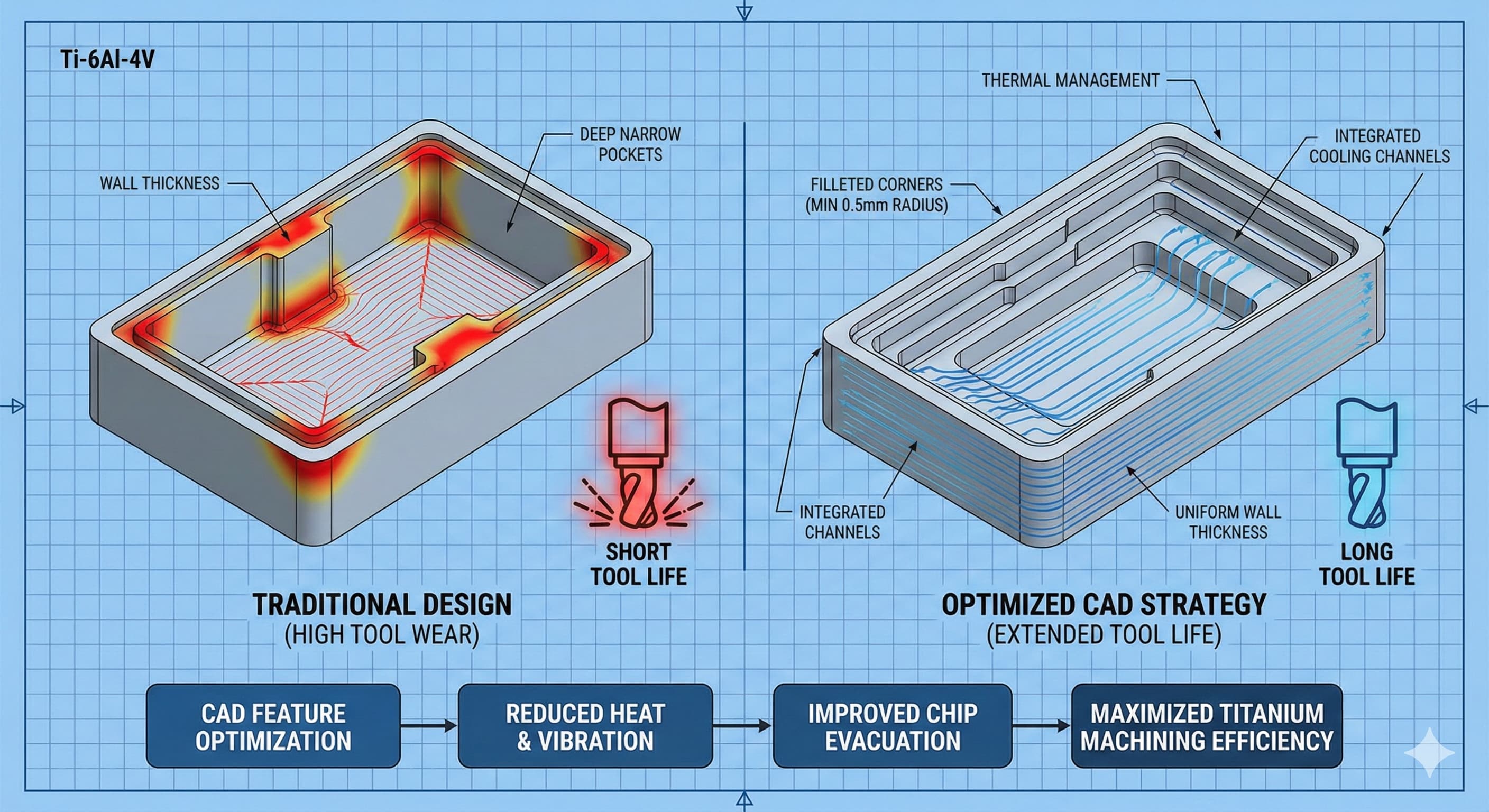
Eine typische Neugestaltung einer Luft- und Raumfahrtkonsole demonstriert die Auswirkungen einer systematischen CAD-Optimierung für die Titanbearbeitung. Das ursprüngliche Design wies scharfe Innenecken (0,2 mm Radius), variable Wandstärke (1-4 mm) und tiefe Taschen mit einem Verhältnis von Tiefe zu Breite von 4:1 auf. Die Werkzeuglebensdauer betrug durchschnittlich 15-20 Minuten mit häufigen Brüchen aufgrund von Thermoschock und Schnittlastschwankungen.
Das optimierte Design enthielt 0,8 mm Innenradien, eine konsistente Wandstärke von 2,5 mm und eine gestufte Taschengeometrie, die ein maximales Verhältnis von Tiefe zu Breite von 1,8:1 beibehielt. Integrierte Kühlkanäle sorgten für eine direkte Kühlung kritischer Schneidzonen. Die Werkzeuglebensdauer verbesserte sich auf 80-120 Minuten, während alle funktionalen Anforderungen erfüllt und die gesamte Bearbeitungszeit um 35 % reduziert wurde.
Medizinische Implantatanwendungen stellen aufgrund von Biokompatibilitätsanforderungen und komplexen organischen Geometrien einzigartige Herausforderungen dar. Traditionelle Ansätze erfordern oft eine umfangreiche manuelle Nachbearbeitung, da Werkzeugverschleißprobleme zu Oberflächenunregelmäßigkeiten führen. Optimierte CAD-Konstruktionen enthalten allmähliche Übergänge, optimierte Schnittwinkel und eine strategische Materialverteilung, um eine konsistente Bearbeitung während des gesamten Schneidzyklus zu ermöglichen.
Ähnliche Optimierungsprinzipien gelten für Kostensenkungsstrategien über verschiedene Fertigungsprozesse hinweg, bei denen Konstruktionsänderungen die gesamte Produktionswirtschaftlichkeit durch verbesserte Effizienz und reduzierte Werkzeugkosten erheblich beeinflussen können.
Qualitätskontroll- und Validierungsmethoden
Die Überprüfung der Wirksamkeit der CAD-Optimierung erfordert eine systematische Messung von Werkzeugverschleißmustern, Bearbeitungszeiten und Teilequalitätsmetriken. Ausgangsmessungen von traditionellen Designs liefern Vergleichsstandards zur Bewertung von Verbesserungsniveaus. Zu den wichtigsten Metriken gehören die durchschnittliche Werkzeuglebensdauer, die Bearbeitungszeit pro Teil, die Konsistenz der Oberflächenbeschaffenheit und die Variation der Maßgenauigkeit.
Die Werkzeugverschleißanalyse sollte sowohl allmähliche Verschleißmuster als auch katastrophale Ausfallmodi untersuchen. Optimierte Designs zeigen typischerweise einen vorhersehbareren, allmählichen Verschleiß als plötzliche Ausfallereignisse. Diese Vorhersagbarkeit ermöglicht eine bessere Produktionsplanung und reduziert unerwartete Ausfallzeiten durch Werkzeugbruch.
Die Bewertung der Oberflächenintegrität ist für Titananwendungen von entscheidender Bedeutung, insbesondere in der Luft- und Raumfahrt sowie im medizinischen Bereich. Optimierte Bearbeitungsbedingungen sollten eine konsistente Oberflächenbeschaffenheit aufrechterhalten und wärmebeeinflusste Zonen minimieren, die die Materialeigenschaften beeinträchtigen könnten. Regelmäßige Oberflächenintegritätstests validieren die Wirksamkeit von CAD-Optimierungsstrategien.
Die Implementierung der statistischen Prozesskontrolle verfolgt die Konsistenz optimierter Designs über Produktionsvolumina hinweg. Kontrollkarten für Werkzeuglebensdauer, Bearbeitungszeit und Qualitätsmetriken identifizieren, wann Prozessbedingungen von optimalen Bereichen abweichen. Diese Überwachung ermöglicht proaktive Anpassungen, um die Optimierungsvorteile während der gesamten Produktionsläufe aufrechtzuerhalten.
Zukünftige Trends und neue Technologien
Die Integration künstlicher Intelligenz in CAD-Systeme verspricht eine automatisierte Optimierung für Titanbearbeitungsanwendungen. Algorithmen des maschinellen Lernens können historische Bearbeitungsdaten analysieren, um optimale Designparameter zu identifizieren und die Werkzeuglebensdauer basierend auf geometrischen Merkmalen vorherzusagen. Diese Fähigkeit wird den Optimierungsprozess beschleunigen und gleichzeitig die Vorhersagegenauigkeit verbessern.
Die Integration der additiven Fertigung bietet neue Möglichkeiten für komplexe interne Geometrien, die die Kühlung verbessern und das Materialvolumen reduzieren. Hybride Ansätze, die additive Vorformen mit optimierter subtraktiver Endbearbeitung kombinieren, ermöglichen Geometrien, die mit traditionellen Fertigungsmethoden unmöglich sind. Diese Ansätze erfordern neue CAD-Strategien, die sowohl additive als auch subtraktive Fertigungsbeschränkungen berücksichtigen.
Die fortschrittliche Materialcharakterisierung bietet ein besseres Verständnis des Bearbeitungsverhaltens von Titan unter verschiedenen Bedingungen. Die Echtzeitüberwachung von Schnittkräften, Temperaturen und Werkzeugverschleiß ermöglicht eine kontinuierliche Optimierung der Schnittparameter basierend auf der tatsächlichen Leistung und nicht auf theoretischen Modellen. Dieses Feedback kann CAD-Optimierungsstrategien für eine verbesserte Effektivität informieren.
Die Digital-Twin-Technologie ermöglicht die virtuelle Validierung von CAD-Optimierungsstrategien vor der physischen Implementierung. Die vollständige Simulation des Fertigungsprozesses, einschließlich Werkzeugverschleißvorhersage und thermischer Analyse, bietet eine umfassende Bewertung von Konstruktionsänderungen. Diese Fähigkeit reduziert die Kosten und den Zeitaufwand für die Optimierungsvalidierung und verbessert gleichzeitig die Vorhersagegenauigkeit.
Implementierungsrichtlinien und Best Practices
Die erfolgreiche Implementierung der CAD-Optimierung für die Titanbearbeitung erfordert einen systematischen Ansatz und eine klare Kommunikation zwischen Design- und Fertigungsteams. Optimierungsrichtlinien sollten dokumentiert und in Standarddesignverfahren integriert werden, um eine konsistente Anwendung über alle Projekte hinweg zu gewährleisten.
Schulungsprogramme für Konstrukteure sollten die Beziehung zwischen geometrischen Merkmalen und Bearbeitungsherausforderungen speziell für Titan hervorheben. Das Verständnis der Einschränkungen von Schneidwerkzeugen, der Anforderungen an das Wärmemanagement und der Strategien zur Materialabtragung ermöglicht es Konstrukteuren, fundierte Optimierungsentscheidungen während des Konstruktionsprozesses zu treffen, anstatt später eine umfangreiche Neugestaltung zu erfordern.
Kollaborationsprotokolle zwischen Design- und Fertigungsteams stellen sicher, dass Fertigungsbeschränkungen ordnungsgemäß kommuniziert und verstanden werden. Regelmäßige Designüberprüfungen mit Fertigungsbeiträgen können Optimierungsmöglichkeiten frühzeitig im Designzyklus identifizieren, wenn Änderungen kostengünstig bleiben.
Für Organisationen, die unsere Fertigungsdienstleistungen nutzen, bieten wir umfassende Designüberprüfungs- und Optimierungsempfehlungen, um sicherzustellen, dass Ihre Titanteile eine optimale Bearbeitbarkeit erreichen und gleichzeitig alle funktionalen Anforderungen erfüllen.
Häufig gestellte Fragen
Was ist der empfohlene Mindesteckenradius für interne Merkmale in Titanteilen?
Interne Eckenradien sollten für Titanbearbeitungsanwendungen mindestens 0,5 mm betragen. Kleinere Radien erfordern empfindliche Schneidwerkzeuge, die zu Bruch und thermischer Beschädigung neigen. Optimale Radien liegen im Bereich von 0,8-1,5 mm und passen zu Standard-Hartmetallwerkzeuggeometrien, während sie gleichzeitig eine ausreichende Festigkeit für die Schnittkräfte von Titan bieten. Scharfe Ecken unter 0,3 mm führen typischerweise zu einer Reduzierung der Werkzeuglebensdauer um 70-80 % im Vergleich zu ordnungsgemäß verrundeten Merkmalen.
Wie beeinflusst das Verhältnis von Taschen-Tiefe zu Breite die Werkzeuglebensdauer bei der Titanbearbeitung?
Das Verhältnis von Taschen-Tiefe zu Breite sollte für eine optimale Werkzeuglebensdauer in Titananwendungen unter 2:1 bleiben. Verhältnisse über 3:1 schaffen schlechte Spanabfuhrbedingungen, die zu Nachschneiden, erhöhten Temperaturen und beschleunigtem Werkzeugverschleiß führen. Tiefe Taschen erfordern auch verlängerte Werkzeuglängen, die die Durchbiegung und das Rattern erhöhen. Gestufte Taschenkonstruktionen oder mehrstufige Bearbeitungsstrategien halten optimale Verhältnisse aufrecht und erreichen gleichzeitig die erforderliche Teilegeometrie.
Welche Wandstärke bietet das beste Gleichgewicht zwischen Materialabtragung und Bearbeitungsstabilität?
Eine konsistente Wandstärke zwischen 2,0-3,0 mm bietet ein optimales Gleichgewicht für die Titanbearbeitung. Dünnere Wände sind nicht steif genug und können während des Schneidens vibrieren, während dickere Wände eine übermäßige Materialabtragung erfordern. Dickenunterschiede sollten allmählich über eine Mindestentfernung von 10 mm erfolgen, um plötzliche Schnittlaständerungen zu vermeiden, die den Werkzeugverschleiß beschleunigen. Designs mit variabler Dicke reduzieren die Werkzeuglebensdauer oft um 40-60 % im Vergleich zu Ansätzen mit konsistenter Dicke.
Wie sollte die Gewindegeometrie für eine verbesserte Werkzeuglebensdauer in Titan modifiziert werden?
Standard-Metrische 60-Grad-Gewinde können, wo funktional akzeptabel, auf 45-50 Grad Flankenwinkel modifiziert werden, wodurch die Schnittlasten während des Gewindeschneidens reduziert werden. Der Gewindeauslauf sollte eine Mindestlänge von 3 Steigungen für einen allmählichen Werkzeugrückzug bieten. Außengewinde sind aufgrund des besseren Werkzeugzugangs und der besseren Spanabfuhr Innengewinden vorzuziehen. Innengewinde, die Gewindebohroperationen erfordern, sollten angefaste Anfänge und eine angemessene Einlaufgeometrie aufweisen.
Welche Rolle spielen Kühlkanäle im CAD-Design für die Titanbearbeitung?
In die Teilegeometrie sollten integrierte Kühlkanäle mit einem Durchmesser von typischerweise 4-6 mm eingeplant werden, um eine gerichtete Kühlung kritischer Schneidzonen zu gewährleisten. Die Kanalplatzierung muss die Bearbeitungsreihenfolge berücksichtigen, um während des Schruppens intakt zu bleiben und gleichzeitig die Schlichtoperationen zu kühlen. Eine ordnungsgemäße Kühlmittelzufuhr kann die Temperaturen in der Schneidzone um 150-250 °C senken und die Werkzeuglebensdauer um 200-300 % verlängern. Kanäle sollten innerhalb von 10-15 mm von kritischen Schneidbereichen positioniert werden, um maximale Wirksamkeit zu erzielen.
Wie wirken sich Toleranzanforderungen auf die Werkzeugauswahl und den Verschleiß bei der Titanbearbeitung aus?
Engere Toleranzen (±0,025 mm oder besser) erfordern Schlichtdurchgänge mit reduzierten Schnittlasten, was die Werkzeuglebensdauer verlängert, aber die Bearbeitungszeit erhöht. Kritische Abmessungen sollten nach Möglichkeit auf externen Merkmalen oder Oberflächen mit günstigen Schnittgeometrien platziert werden. Toleranzen unter ±0,01 mm erfordern möglicherweise spezielle Werkzeuge und Schnittparameter, die die Werkzeuglebensdauer und die Kosten erheblich beeinflussen. Die Toleranzoptimierung kann die Bearbeitungskosten um 25-40 % senken und gleichzeitig die funktionalen Anforderungen erfüllen.
Welche CAD-Funktionen sollten vermieden werden, um übermäßigen Werkzeugverschleiß in Titan zu verhindern?
Vermeiden Sie scharfe Innenecken unter 0,3 mm Radius, tiefe geschlossene Taschen mit schlechtem Werkzeugzugang, variable Wandstärke, die plötzliche Laständerungen verursacht, und Merkmale, die verlängerte Werkzeuglängen mit hohen Länge-zu-Durchmesser-Verhältnissen erfordern. Sich schneidende Merkmale, die komplexe Schnittgeometrien erzeugen, sollten nach Möglichkeit vereinfacht werden. Sacklöcher, die tiefer als das 5-fache des Durchmessers sind, und Innengewinde in tiefen Bohrungen sollten, wenn funktional akzeptabel, als externe Merkmale neu gestaltet werden. Diese problematischen Merkmale können die Werkzeuglebensdauer im Vergleich zu optimierten Alternativen um 60-80 % reduzieren.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece