Design von Lüftungsmustern: Kompromisse zwischen EMI-Abschirmung und Luftstrom
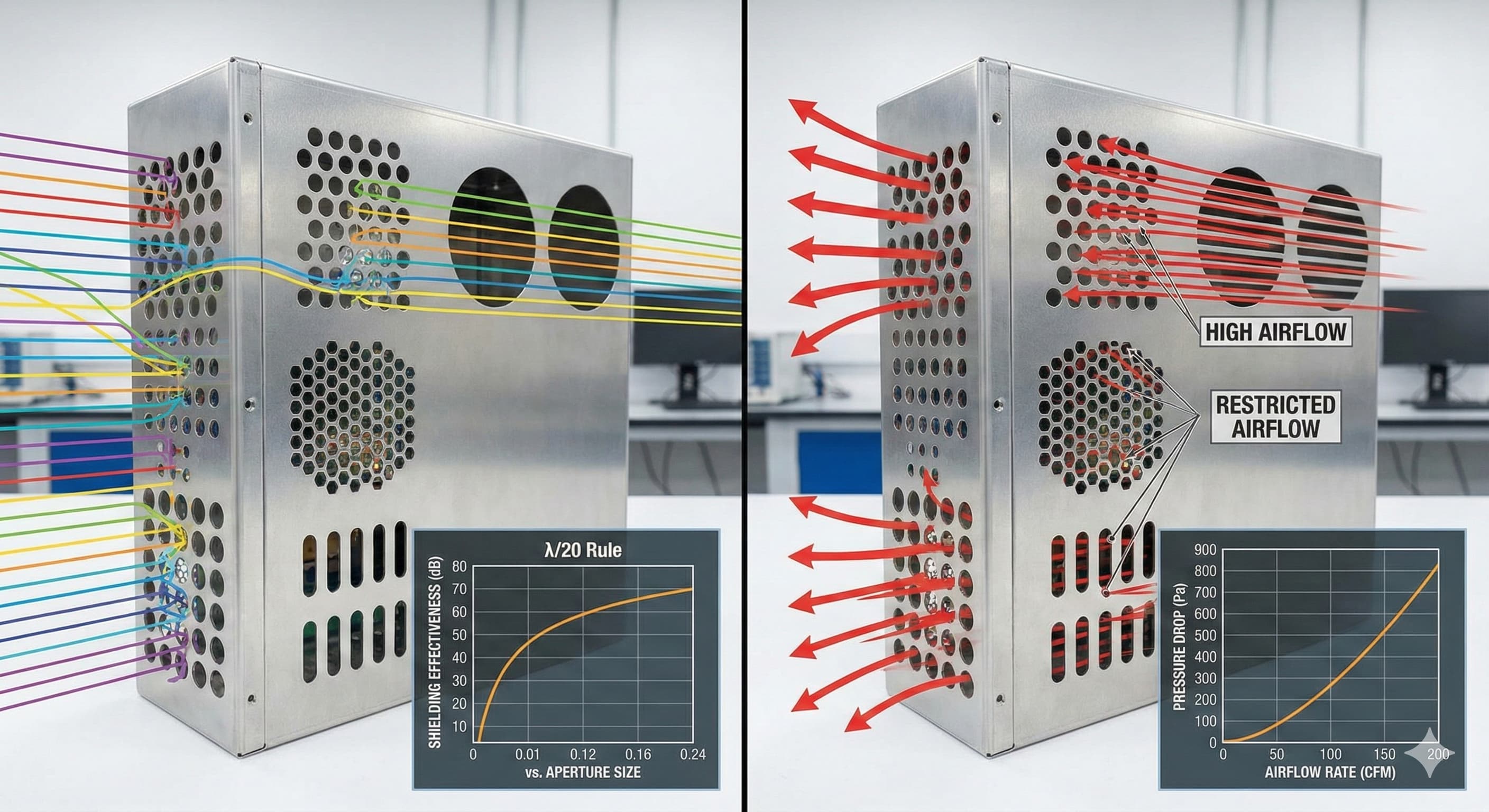
Die Wirksamkeit der EMI-Abschirmung sinkt exponentiell, wenn die Aperturgrößen λ/20 der Störfrequenz überschreiten. Die meisten Ingenieure entdecken diese grundlegende Einschränkung jedoch erst, nachdem thermische Ausfälle Konstruktionsänderungen erzwungen haben. Die Herausforderung verstärkt sich, wenn die Belüftungsanforderungen größere Öffnungen erfordern, die die elektromagnetische Verträglichkeit direkt beeinträchtigen.
Wichtige Erkenntnisse
- Die Aperturgröße muss unter λ/20 für Frequenzen über 1 GHz bleiben, um eine Abschirmwirkung von 20 dB aufrechtzuerhalten.
- Waben- und Lochmuster können eine Luftstromeffizienz von 60-80 % erreichen und gleichzeitig den EMI-Schutz erhalten.
- Die Materialstärke und -leitfähigkeit haben einen erheblichen Einfluss auf die Abschirmleistung und die Herstellungskosten.
- Fortschrittliche Mesh-Geometrien reduzieren den Druckabfall im Vergleich zu herkömmlichen Rundlochmustern um 35 %.
Grundlagen der EMI-Abschirmung verstehen
Die elektromagnetische Interferenzabschirmung beruht auf drei Hauptmechanismen: Reflexion, Absorption und Mehrfachreflexionen innerhalb des Abschirmmaterials. Die Wirksamkeit hängt entscheidend von der elektrischen Leitfähigkeit, der magnetischen Permeabilität und der Dicke des Abschirmmaterials sowie der Geometrie aller Aperturen ab.
Für Aperturen in leitfähigen Gehäusen folgt die Abschirmwirkung (SE) der Beziehung: SE = 20 log₁₀(λ/2L), wobei λ die Wellenlänge und L die maximale Aperturdimension darstellt. Diese logarithmische Beziehung bedeutet, dass eine Verdoppelung der Aperturgröße die Abschirmwirkung um 6 dB reduziert, was einer Reduzierung des Schutzes um 75 % entspricht.
Zu den gängigen Abschirmmaterialien gehören Aluminiumlegierungen (6061-T6, 5052-H32), Kupferlegierungen (C11000, C10100) und Stahlsorten (304 Edelstahl, kaltgewalzt 1008). Jedes Material weist unterschiedliche Kompromisse zwischen Leitfähigkeit, Kosten und mechanischen Eigenschaften auf, die sowohl die EMI-Leistung als auch die Luftstromcharakteristik beeinflussen.
Luftstromanforderungen und Wärmemanagement
Elektronikgehäuse benötigen typischerweise Luftstromraten zwischen 10-50 CFM pro 100 Watt Verlustleistung, abhängig von den Umgebungsbedingungen und den akzeptablen Komponententemperaturen. Dieser Kühlbedarf steht im Widerspruch zu den EMI-Abschirmungsanforderungen, da eine effektive Belüftung Aperturen erfordert, die den elektromagnetischen Schutz beeinträchtigen können.
Der Druckabfall über Belüftungsöffnungen folgt der Beziehung ΔP = ρv²/2 × K, wobei ρ die Luftdichte, v die Geschwindigkeit und K der Verlustbeiwert darstellt. Der Verlustbeiwert variiert stark mit der Aperturgeometrie, von 0,6 für scharfkantige kreisförmige Löcher bis 1,2 für rechteckige Schlitze mit hohen Aspektverhältnissen.
Moderne Blechbearbeitungsdienste ermöglichen eine präzise Steuerung der Aperturabmessungen und der Oberflächenbeschaffenheit, was sich direkt auf die Luftstromeffizienz und die EMI-Leistung auswirkt. Oberflächenrauheitswerte unter 3,2 μm Ra reduzieren Turbulenzen und damit verbundene Druckverluste um bis zu 15 %.
Geometrien und Leistung von Lüftungsmustern
Die Auswahl der Geometrie des Lüftungsmusters stellt die wichtigste Designentscheidung dar, die sowohl die EMI-Abschirmung als auch die Luftstromleistung beeinflusst. Jeder Mustertyp bietet unterschiedliche Vorteile und Einschränkungen, die anhand spezifischer Anwendungsanforderungen bewertet werden müssen.
Rundlochmuster
Kreisförmige Aperturen bieten das optimale Gleichgewicht zwischen Herstellungsvereinfachung und Leistungsvorhersagbarkeit. Die Beziehung zwischen Lochdurchmesser (d), Mittenabstand (s) und Prozentsatz der offenen Fläche folgt: Offene Fläche % = π(d/s)² × 100 für quadratische Anordnungen.
Für EMI-Anwendungen über 1 GHz müssen die Lochdurchmesser unter 15 mm bleiben, um eine Abschirmwirkung von 20 dB aufrechtzuerhalten. Optimale Abstandsverhältnisse (s/d) liegen zwischen 1,5 und 2,0 und bieten 20-35 % offene Fläche bei gleichzeitiger Aufrechterhaltung der strukturellen Integrität in Blechstärken von 1,0-3,0 mm.
Sechseckige Wabenmuster
Wabengeometrien erreichen im Vergleich zu kreisförmigen Mustern eine höhere Packungsdichte und ermöglichen offene Flächen von bis zu 60 % bei gleichzeitiger Aufrechterhaltung einer konsistenten EMI-Leistung. Die sechseckige Zellenstruktur sorgt für eine gleichmäßige Stromverteilung und eliminiert die Feldkonzentrationseffekte, die bei rechteckigen Aperturen üblich sind.
Die Herstellung von Wabenmustern erfordert spezielle Werkzeuge und präzise Umformtechniken, um die Maßgenauigkeit aufrechtzuerhalten. Typische Zellgrößen reichen von 3,2-12,7 mm, mit Wandstärken zwischen 0,08-0,25 mm, abhängig vom Basismaterial und den strukturellen Anforderungen.
Konfigurationen mit länglichen Schlitzen
Schlitzmuster eignen sich hervorragend für Anwendungen, die einen gerichteten Luftstrom erfordern oder bei denen strukturelle Überlegungen kreisförmige Aperturen einschränken. Die kritische Abmessung für EMI-Zwecke ist die Schlitzbreite, nicht die Länge, was hochformatige Designs ermöglicht, die die Luftstromfläche maximieren.
Die Schlitzbreiten müssen sorgfältig kontrolliert werden, um EMI-Leckagen zu verhindern, insbesondere bei Frequenzen über 100 MHz. Breitentoleranzen von ±0,05 mm sind entscheidend für die Aufrechterhaltung einer konsistenten Abschirmleistung über Produktionsmengen hinweg.
| Mustertyp | Offene Fläche (%) | EMI-Wirksamkeit (dB) | Druckabfall (Pa) | Herstellungskosten |
|---|---|---|---|---|
| Runde Löcher (3 mm) | 25-30 | 25-30 | 45-55 | €2.80/dm² |
| Sechseckig (6 mm) | 55-60 | 22-28 | 25-35 | €4.20/dm² |
| Rechteckige Schlitze | 35-45 | 20-25 | 40-50 | €3.50/dm² |
| Lochgitter | 40-50 | 28-35 | 30-40 | €5.60/dm² |
Materialauswahl und Dickenberücksichtigung
Die Auswahl des Basismaterials hat einen erheblichen Einfluss auf die Wirksamkeit der EMI-Abschirmung und die Herstellbarkeit. Die Aluminiumlegierung 6061-T6 bietet eine ausgezeichnete Leitfähigkeit (59 % IACS) und Umformbarkeit und ist somit ideal für komplexe Lüftungsmuster, die enge Biegeradien oder tiefe Züge erfordern.
Edelstahl 304 bietet eine hervorragende Korrosionsbeständigkeit und mechanische Festigkeit, erfordert jedoch 25 % höhere Umformkräfte und spezielle Werkzeuge für Präzisionsaperturen. Die magnetische Permeabilität von Edelstahl (μᵣ ≈ 1,02) bietet im Vergleich zu Kohlenstahlsorten eine minimale magnetische Abschirmung bei niedrigen Frequenzen.
Die Blechdicke beeinflusst direkt die Abschirmleistung und die Herstellungsbeschränkungen. Dicken unter 0,8 mm können unter Luftstrombelastung eine übermäßige Durchbiegung aufweisen, während Dicken über 2,5 mm die Materialkosten und die Umformkräfte erheblich erhöhen. Der optimale Dickenbereich von 1,0-1,6 mm gleicht strukturelle Anforderungen mit wirtschaftlichen Überlegungen aus.
Fortschrittliche Designoptimierungstechniken
Die numerische Strömungsmechanik (CFD) ermöglicht eine präzise Optimierung von Lüftungsmustern für spezifische Luftstromanforderungen unter Beibehaltung der EMI-Beschränkungen. Die dreidimensionale Modellierung zeigt Strömungsablösungen, Rezirkulationszonen und Druckrückgewinnungseffekte, die zweidimensionale Berechnungen nicht vorhersagen können.
Multi-Objective-Optimierungsalgorithmen können den Druckabfall gleichzeitig minimieren und die Abschirmwirkung innerhalb der Herstellungsbeschränkungen maximieren. Diese Techniken haben im Vergleich zu herkömmlichen Designansätzen eine Verbesserung der Luftstromeffizienz um 15-20 % erzielt.
Für hochpräzise Ergebnisse,Fordern Sie ein kostenloses Angebot an und erhalten Sie innerhalb von 24 Stunden einen Preis von Microns Hub.
Abgeschrägte und verrundete Aperturen
Einlassfasen und verrundete Kanten reduzieren Strömungsablösungen und damit verbundene Druckverluste um 20-30 % im Vergleich zu scharfkantigen Aperturen. Fasenwinkel zwischen 30-45° bieten eine optimale Leistung, obwohl die Herstellungskosten für die Präzisionskantenbearbeitung um ca. 0,80 €/dm² steigen.
Die Tiefe der Anfasung muss kontrolliert werden, um eine übermäßige Materialentfernung zu verhindern, die die strukturelle Integrität beeinträchtigen könnte. Typische Fasentiefen reichen von 0,2-0,5 mal der Blechdicke, abhängig von der Aperturgröße und den Materialeigenschaften.
Progressive Aperturdimensionierung
Variable Aperturgrößen innerhalb eines einzelnen Lüftungsmusters können die lokalen Strömungsbedingungen optimieren und gleichzeitig die gesamte EMI-Leistung aufrechterhalten. Größere Aperturen in Bereichen mit niedriger Geschwindigkeit reduzieren den Druckabfall, während kleinere Aperturen in kritischen EMI-Zonen die Abschirmwirkung erhalten.
Dieser Ansatz erfordert eine ausgefeilte Analyse, um die elektromagnetische Verträglichkeit über das gesamte Frequenzspektrum hinweg sicherzustellen und gleichzeitig die Ziele des Wärmemanagements zu erreichen. Die Herstellungskomplexität steigt erheblich, aber in speziellen Anwendungen sind Leistungsverbesserungen von 25-35 % erreichbar.
Überlegungen zum Herstellungsprozess
Das Stanzen ist nach wie vor die kostengünstigste Methode zur Herstellung einfacher Lüftungsmuster in Stückzahlen über 100 Stück. Moderne CNC-Stanzpressen erreichen Positionsgenauigkeiten von ±0,025 mm und können Aperturmaßtoleranzen von ±0,05 mm in Blechstärken bis zu 6,0 mm einhalten.
Das Laserschneiden bietet eine hervorragende Kantenqualität und ermöglicht komplexe Geometrien, die mit herkömmlichem Stanzen nicht möglich sind. Faserlasersysteme, die mit einer Wellenlänge von 1070 nm arbeiten, erzeugen in Aluminium und Edelstahl wärmebeeinflusste Zonen (WEZ) von weniger als 0,1 mm Breite, wodurch die Materialeigenschaften in der Nähe von Aperturen erhalten bleiben.
Das Wasserstrahlschneiden eliminiert thermische Effekte vollständig, erhöht aber die Bearbeitungszeit und die Kosten um 300-400 % im Vergleich zu Lasermethoden. Das Verfahren eignet sich hervorragend für dicke Materialien (über 3,0 mm) oder Anwendungen, die absolut makellose Kantenbedingungen für eine kritische EMI-Leistung erfordern.
| Prozess | Dickenbereich (mm) | Kantenqualität (μm Ra) | Verarbeitungsgeschwindigkeit | Kosten pro Teil |
|---|---|---|---|---|
| CNC-Stanzen | 0.5-6.0 | 1.6-3.2 | Hoch | €0.15-0.45 |
| Faserlaser | 0.3-25.0 | 0.8-1.6 | Mittel | €0.35-0.90 |
| Wasserstrahl | 1.0-150.0 | 0.4-1.2 | Niedrig | €1.20-3.50 |
| Plasmaschneiden | 3.0-50.0 | 6.3-12.5 | Hoch | €0.25-0.75 |
Test- und Validierungsmethoden
Die Prüfung der Wirksamkeit der EMI-Abschirmung erfolgt nach den Standardverfahren von IEEE 299 unter Verwendung von verschachtelten Hallräumen oder TEM-Zellen, abhängig vom Frequenzbereich und der Probenkonfiguration. Die Messungen erstrecken sich typischerweise von 10 kHz bis 18 GHz, um sowohl leitungsgebundene als auch abgestrahlte Emissionscharakteristiken zu erfassen.
Luftstromprüfungen erfordern kalibrierte Windkanäle oder Strömungsprüfstände, die Druckdifferenzen bis zu einer Auflösung von 1 Pa messen können. Hitzdrahtanemometrie liefert detaillierte Geschwindigkeitsprofile über Lüftungsmuster und zeigt Strömungsgleichmäßigkeit und potenzielle Optimierungsmöglichkeiten auf.
Kombinierte Testprotokolle bewerten die Wechselwirkung zwischen thermischer und elektromagnetischer Leistung unter realistischen Betriebsbedingungen. Diese Tests zeigen oft unerwartete Kopplungseffekte, bei denen die Wärmeausdehnung die Aperturabmessungen ausreichend verändert, um die EMI-Abschirmung zu beeinträchtigen.
Strategien zur Kostenoptimierung
Die Materialausnutzungseffizienz hat einen erheblichen Einfluss auf die Produktionskosten, insbesondere bei komplexen Lüftungsmustern, die eine erhebliche Schrottentfernung erfordern. Algorithmen zur Verschnittoptimierung können die Materialausbeute um 15-25 % verbessern und die Kosten pro Teil direkt senken.
Die Werkzeugkosten dominieren die Kleinserienproduktion und erfordern oft mehr als 500 Stück, um die Kosten für Stempel und Matrize zu amortisieren. Für Stückzahlen unterhalb dieser Schwelle bietet das Laserschneiden in der Regel eine bessere Wirtschaftlichkeit, trotz höherer Bearbeitungskosten pro Teil.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die eine hervorragende Qualitätskontrolle und wettbewerbsfähige Preise im Vergleich zu Marktplatzplattformen gewährleisten. Unsere technische Expertise und unser personalisierter Serviceansatz sorgen dafür, dass jedes Projekt die Aufmerksamkeit erhält, die für eine optimale EMI- und thermische Leistung erforderlich ist.
Überlegungen zur Volumenproduktion
Die Volumenproduktion ermöglicht spezielle Werkzeuginvestitionen, die die Kosten pro Teil um 40-60 % senken können. Folgeverbundwerkzeuge für komplexe Lüftungsmuster erfordern anfängliche Investitionen von 15.000-45.000 €, erreichen aber Bearbeitungsraten von mehr als 300 Teilen pro Stunde.
Sekundäre Operationen wie z.Beschichtungsanwendung müssen die Anforderungen an die Aperturmaskierung berücksichtigen, um die Leitfähigkeit an kritischen EMI-Schnittstellen aufrechtzuerhalten. Leitfähige Beschichtungen erhöhen die Bearbeitungskosten um 2,80-5,60 €/dm², können aber die Abschirmwirkung in bestimmten Frequenzbereichen um 5-10 dB verbessern.
Integration in das Gesamtdesign des Gehäuses
Die Platzierung des Lüftungsmusters innerhalb der Gesamtgeometrie des Gehäuses beeinflusst entscheidend die thermische und die EMI-Leistung. Eckpositionen weisen typischerweise höhere Stromdichten auf und erfordern eine konservativere Aperturdimensionierung, um die Abschirmwirkung aufrechtzuerhalten.
Dichtungsschnittstellen um abnehmbare Paneele stellen besondere Herausforderungen dar, da Druckverformung und Umwelteinflüsse EMI-Leckagepfade erzeugen können, die sorgfältig entworfene Lüftungsmuster umgehen. Leitfähige Dichtungen mit Kompressionswerten von 40-60 % bieten eine zuverlässige Langzeitabdichtung.
Ein umfassendes Gehäusedesign erfordert die Koordination zwischen Mechanik-, Wärme- und EMI-Engineering-Disziplinen.Unsere Fertigungsdienstleistungen umfassen Designprüfung und Optimierungsempfehlungen, um sicherzustellen, dass alle Leistungskriterien effizient erfüllt werden.
Zukünftige Entwicklungen und fortschrittliche Materialien
Metamaterialstrukturen bieten potenziell bahnbrechende Fähigkeiten für EMI-Abschirmungsanwendungen und ermöglichen Subwellenlängenaperturen, die hohe Luftstromraten aufrechterhalten. Diese technischen Materialien manipulieren elektromagnetische Felder durch präzise geometrische Muster und nicht durch die Eigenschaften des Schüttmaterials.
Additive Fertigungstechnologien ermöglichen zunehmend komplexe dreidimensionale Lüftungsgeometrien, die mit herkömmlichen Blechverfahren nicht möglich sind. Das direkte Metall-Lasersintern (DMLS) kann gewundene Luftstrompfade erzeugen, die eine EMI-Dämpfung bieten und gleichzeitig eine ausgezeichnete thermische Leistung aufrechterhalten.
Nanostrukturierte Beschichtungen und Oberflächenbehandlungen sind vielversprechend für die Verbesserung der Leitfähigkeit und Korrosionsbeständigkeit bei gleichzeitiger Aufrechterhaltung der Kompatibilität mit bestehenden Fertigungsprozessen. Diese Entwicklungen könnten im kommenden Jahrzehnt neue Materialkombinationen und Designansätze ermöglichen.
Häufig gestellte Fragen
Welche Aperturgrößenbeschränkungen sind für verschiedene EMI-Frequenzbereiche erforderlich?
Für Frequenzen unter 100 MHz können Aperturen bis zu 300 mm eine ausreichende Abschirmung aufrechterhalten. Zwischen 100 MHz und 1 GHz sollten die maximalen Aperturabmessungen 30 mm nicht überschreiten. Über 1 GHz müssen die Aperturen unter 15 mm bleiben, um eine Abschirmwirkung von 20 dB zu erzielen, wobei für höhere Frequenzen immer kleinere Grenzwerte erforderlich sind.
Wie beeinflusst die Materialstärke sowohl die EMI-Abschirmung als auch die Herstellungskosten?
Die Materialstärke beeinflusst die absorptionsbasierte Abschirmung logarithmisch, wobei jede Verdoppelung der Dicke die Wirksamkeit um ca. 6 dB erhöht. Die Herstellungskosten steigen jedoch linear mit der Dicke aufgrund höherer Materialkosten und erhöhter Umformkräfte. Der optimale Bereich von 1,0-1,6 mm gleicht Leistung mit wirtschaftlichen Überlegungen für die meisten Anwendungen aus.
Welche Fertigungstoleranzen sind entscheidend für die Aufrechterhaltung der EMI-Leistung?
Aperturmaßtoleranzen von ±0,05 mm sind für Frequenzen über 1 GHz unerlässlich, um eine konsistente Abschirmleistung zu gewährleisten. Positionstoleranzen von ±0,1 mm verhindern Probleme mit der Aperturausrichtung, die unerwartete Leckagepfade verursachen könnten. Spezifikationen für die Kantenqualität unter 3,2 μm Ra tragen dazu bei, die Stromkonzentrationseffekte bei hohen Frequenzen zu minimieren.
Wie schneiden verschiedene Lüftungsmustergeometrien in Bezug auf die Herstellungskomplexität ab?
Rundlochmuster bieten die einfachste Herstellung mit Standard-Stanzwerkzeugen. Sechseckige Muster erfordern spezielle Werkzeuge, bieten aber eine überlegene Leistung. Längliche Schlitze weisen eine moderate Komplexität auf, erfordern aber möglicherweise sekundäre Operationen für eine optimale Kantenbearbeitung. Komplexe Muster mit variabler Größe erfordern CNC-Laserschneiden oder Wasserstrahlbearbeitung.
Welche Testmethoden validieren sowohl die EMI- als auch die thermische Leistung gleichzeitig?
Kombinierte Testprotokolle verwenden Klimakammern mit integrierter EMI-Messfunktion. Die Proben werden thermischen Zyklen unterzogen, während die Abschirmwirkung über mehrere Frequenzbänder hinweg überwacht wird. Dieser Ansatz zeigt die Auswirkungen der Wärmeausdehnung auf die Aperturabmessungen und identifiziert potenzielle Leistungsverschlechterungen unter Betriebsbedingungen.
Wie beeinflusst die Oberflächenbehandlung die EMI-Abschirmung und die Luftstromcharakteristik?
Leitfähige Beschichtungen können die Abschirmwirkung um 5-10 dB verbessern, aber die Oberflächenrauheit und den Druckabfall um 10-15 % erhöhen. Das Eloxieren von Aluminium bietet Korrosionsschutz bei gleichzeitiger Aufrechterhaltung der Leitfähigkeit, erfordert aber eine sorgfältige Prozesskontrolle, um eine übermäßige Beschichtungsdicke zu verhindern, die die Aperturabmessungen verändern könnte.
Welche Designüberlegungen gelten für EMI-Abschirmungsanwendungen bei hohen Temperaturen?
Hochtemperaturanwendungen erfordern Materialien mit stabiler Leitfähigkeit und minimaler Wärmeausdehnung. Edelstahl 321 und Inconel 625 behalten ihre Eigenschaften über 300 °C, erhöhen aber die Herstellungskosten erheblich. Wärmeausdehnungsberechnungen müssen Änderungen der Aperturabmessungen berücksichtigen, die die EMI-Leistung bei erhöhten Temperaturen beeinträchtigen könnten.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece