V-Nutfräsen: Scharfe Biegungen in architektonischem Blech
Scharfe, präzise Biegungen in architektonischem Blech erfordern mehr als Standard-Kantformen – sie erfordern V-Nutfräsen, eine spezielle Technik, die Material entlang vorgegebener Linien entfernt, um saubere, genaue Faltungen zu erzeugen. Dieses Verfahren ermöglicht Biegeradien von bis zu 0,5 mm unter Beibehaltung der strukturellen Integrität über Materialien von Al 6061-T6 bis hin zu hochfesten Edelstahlsorten.
Wichtigste Erkenntnisse
- V-Nutfräsen erreicht Biegeradien, die 60-80 % kleiner sind als bei herkömmlichem Kantformen, und eliminiert gleichzeitig Materialspannungskonzentrationen
- Nutentiefenberechnungen müssen die Materialstärke, den Biegewinkel und die Rückfederungseigenschaften berücksichtigen, die für jede Legierung spezifisch sind
- Die richtige Werkzeuggeometrie und Vorschubgeschwindigkeit verhindern Kaltverfestigung und Oberflächenfehler bei architektonischen Oberflächen
- Die Kosteneffizienz zeigt sich bei mittleren bis hohen Produktionsvolumina, bei denen die Präzision den zusätzlichen Verarbeitungsschritt rechtfertigt
Grundlagen des V-Nutfräsens und Materialverhalten
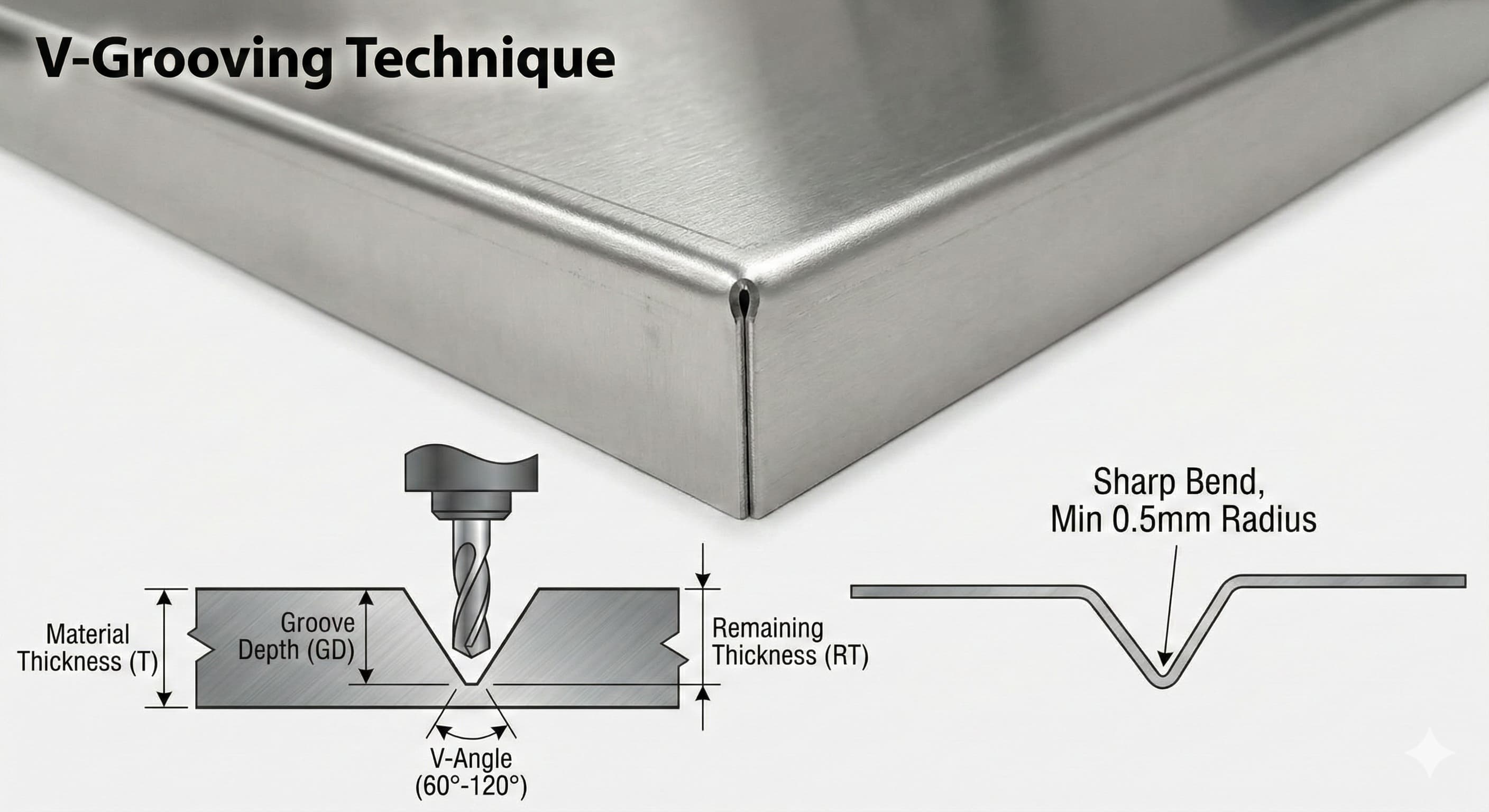
Das V-Nutfräsen erzeugt eine kontrollierte Schwächung entlang der Biegelinie, indem ein dreieckiger Materialabschnitt von der Außenfläche entfernt wird. Im Gegensatz zum Anritzen oder Perforieren erhält dieses Verfahren die Materialkontinuität und ermöglicht gleichzeitig scharfe Biegungen, die sonst reißen oder Falten werfen würden. Die Nutgeometrie folgt spezifischen mathematischen Beziehungen, die auf Materialeigenschaften und gewünschten Biegewinkeln basieren.
Die kritische Tiefenberechnung für V-Nuten folgt der Formel: Nutentiefe = (Materialstärke - gewünschte Reststärke), wobei die Reststärke typischerweise zwischen 0,15 mm und 0,30 mm liegt, abhängig von der Materialqualität und den Anwendungsanforderungen. Für Al 6061-T6 mit einer Dicke von 2,0 mm, das auf eine 90-Grad-Biegung abzielt, erreicht die optimale Nutentiefe 1,7 mm, wobei 0,3 mm Material zur Bildung des Scharniers verbleiben.
Die Materialauswahl hat einen erheblichen Einfluss auf die Erfolgsraten beim V-Nutfräsen. Aluminiumlegierungen weisen ausgezeichnete V-Nutfräseigenschaften auf, wobei 6061-T6 eine höhere Umformbarkeit im Vergleich zu der höheren Festigkeit, aber geringeren Duktilität von 7075-T6 bietet. Das Verständnis des Verhaltens von Aluminiumlegierungen bei Biegeoperationen ist entscheidend, um Mikrorisse entlang der Nutkanten zu vermeiden.
| Materialqualität | Maximale Rillentiefe (%) | Minimaler Biegeradius (mm) | Rückfederungsfaktor | Kostenindex (€/kg) |
|---|---|---|---|---|
| Al 6061-T6 | 85% | 0.5 | 1.02 | €4.20 |
| Al 5052-H32 | 80% | 0.7 | 1.04 | €4.50 |
| SS 316L | 75% | 1.2 | 1.15 | €8.90 |
| SS 304 | 78% | 1.0 | 1.12 | €7.60 |
| Baustahl | 82% | 0.8 | 1.08 | €2.10 |
Werkzeug- und Geräte Spezifikationen
Das V-Nutfräsen erfordert spezielle Werkzeuge, die entwickelt wurden, um konsistente Nutprofile zu erstellen und gleichzeitig die Integrität der Oberflächenbeschaffenheit zu erhalten. Routerbasierte Systeme mit hartmetallbestückten Bits stellen den gebräuchlichsten Ansatz für architektonische Anwendungen dar und bieten eine bessere Kontrolle über die Nutgeometrie im Vergleich zu Laser- oder Wasserstrahlalternativen.
Werkzeuggeometriespezifikationen wirken sich direkt auf die Ergebnisqualität aus. V-Nutfräser weisen eingeschlossene Winkel auf, die typischerweise zwischen 60 und 120 Grad liegen, wobei 90-Grad-Werkzeuge ein optimales Gleichgewicht zwischen Materialabtragsleistung und struktureller Festigkeitserhaltung bieten. Die Schneidengeometrie umfasst spezifische Freiwinkel – typischerweise 12-15 Grad primärer Freiwinkel mit 3-5 Grad sekundärem Freiwinkel –, um die Schnittkräfte zu minimieren und die Kaltverfestigung zu verhindern.
Vorschubgeschwindigkeiten und Spindeldrehzahlen erfordern eine sorgfältige Optimierung basierend auf den Materialeigenschaften. Für Aluminiumlegierungen umfassen optimale Parameter Spindeldrehzahlen von 18.000-24.000 U/min mit Vorschubgeschwindigkeiten von 2,5-4,0 m/min. Edelstahlsorten erfordern reduzierte Drehzahlen (12.000-16.000 U/min) mit proportional langsameren Vorschubgeschwindigkeiten (1,5-2,5 m/min), um eine übermäßige Wärmeentwicklung zu verhindern, die die Materialmikrostruktur verändern könnte.
Moderne Präzisions-CNC-Bearbeitungsdienste umfassen adaptive Vorschubsteuerungssysteme, die die Schnittparameter automatisch basierend auf Echtzeit-Kraftrückmeldung anpassen und so eine konsistente Nutqualität über unterschiedliche Materialstärken und Härtezonen hinweg gewährleisten.
Prozessparameter und Qualitätskontrolle
Erfolgreiches V-Nutfräsen hängt von der präzisen Steuerung mehrerer voneinander abhängiger Variablen ab. Die Nutentiefentoleranz beträgt typischerweise ±0,05 mm über die gesamte Biegelinienlänge, was eine kontinuierliche Überwachung durch Kontakt- oder berührungslose Messsysteme erfordert. Abweichungen über diese Grenzen hinaus führen zu inkonsistenten Biegewinkeln oder potenziellem Materialversagen während der Umformung.
Die Oberflächenrauheit innerhalb der Nut beeinflusst die endgültige Teileästhetik und Korrosionsbeständigkeit erheblich. Architektonische Anwendungen spezifizieren typischerweise Ra-Werte unter 1,6 μm entlang der Nutoberflächen, die durch die richtige Werkzeugauswahl und den Einsatz von Schneidflüssigkeiten erreicht werden können. Synthetische Schneidflüssigkeiten mit Hochdruckzusätzen verhindern die Bildung von Aufbauschneiden und erhalten gleichzeitig eine ausgezeichnete Oberflächenbeschaffenheit.
Für hochpräzise Ergebnisse erhalten Sie innerhalb von 24 Stunden ein detailliertes Angebot von Microns Hub.
Die Konsistenz des Nutprofils über Produktionsläufe hinweg erfordert die Implementierung einer statistischen Prozesskontrolle. Zu den kritischen Kontrollpunkten gehören die Variation der Nutentiefe, die Konsistenz des Seitenwandwinkels und Oberflächenrauheitsmessungen, die in vorgegebenen Intervallen durchgeführt werden. Kontrollkarten, die diese Parameter verfolgen, ermöglichen eine proaktive Werkzeugwartung und Parametereinstellung, bevor es zu einer Qualitätsverschlechterung kommt.
Temperaturmanagement während der Verarbeitung
Die Wärmeentwicklung während des V-Nutfräsens kann die Materialeigenschaften und die Maßgenauigkeit erheblich beeinträchtigen. Übermäßige Temperaturen fördern die Korngrenzenwanderung in Aluminiumlegierungen, was möglicherweise die Dauerfestigkeit entlang der Biegelinie verringert. Die Temperaturüberwachung mit Infrarotsensoren stellt sicher, dass die Verarbeitungstemperaturen unter kritischen Schwellenwerten bleiben – typischerweise 150 °C für Aluminiumlegierungen und 200 °C für Edelstahlsorten.
Kühlstrategien gehen über die herkömmliche Flutkühlung hinaus. Kryogene Kühlsysteme mit flüssigem Stickstoff oder Kohlendioxid bieten eine überlegene Temperaturkontrolle und eliminieren gleichzeitig Kühlmittel-bedingte Kontaminationsbedenken, die in architektonischen Anwendungen, die makellose Oberflächen erfordern, von entscheidender Bedeutung sind.
Umformvorgänge und Biegegenauigkeit
Der Umformvorgang nach dem V-Nutfräsen erfordert spezielle Techniken, um die scharfen Biegungen zu erzielen, die die zusätzlichen Verarbeitungskosten rechtfertigen. Standard-Abkantwerkzeuge erweisen sich für V-genutete Teile als unzureichend, was kundenspezifische Stempel- und Matrizendesigns erfordert, die die reduzierte Materialstärke entlang der Biegelinien berücksichtigen.
Die Biegegeauigkeit hängt stark von den Rückfederungskompensationsberechnungen ab, die für jedes Material und jede Nutkonfiguration spezifisch sind. Die Rückfederungsfaktoren variieren erheblich zwischen den Materialqualitäten und reichen von minimaler Korrektur (1-2 Grad) für kaltverfestigte Aluminiumlegierungen bis hin zu erheblicher Kompensation (8-12 Grad) für hochfeste Edelstahlsorten.
Kundenspezifische Umformmatrizen enthalten Entlastungsmerkmale, die Interferenzen mit der V-Nutgeometrie während des Biegevorgangs verhindern. Diese Matrizen weisen eine reduzierte Kontaktfläche entlang der Nutlinie auf, während sie gleichzeitig die volle Unterstützung für das umgebende Material aufrechterhalten, wodurch eine lokale Verformung verhindert wird, die die Biegequalität beeinträchtigen könnte.
| Biegewinkel | Al 6061-T6 Rückfederung | SS 316L Rückfederung | Erforderliche Überbiegung | Toleranzerreichung |
|---|---|---|---|---|
| 90° | 1.5° | 8.2° | 91.5° / 98.2° | ±0.5° |
| 120° | 2.1° | 11.4° | 122.1° / 131.4° | ±0.8° |
| 135° | 2.8° | 14.1° | 137.8° / 149.1° | ±1.0° |
| 150° | 3.2° | 16.8° | 153.2° / 166.8° | ±1.2° |
Kostenanalyse und wirtschaftliche Überlegungen
Die Wirtschaftlichkeit des V-Nutfräsens hängt von mehreren Faktoren ab, darunter Materialkosten, Bearbeitungszeit, Werkzeuganforderungen und Qualitätsspezifikationen. Der zusätzliche Verarbeitungsschritt verursacht typischerweise zusätzliche Kosten von 0,15-0,35 € pro laufendem Meter Nut, die je nach Materialstärke und erforderlicher Präzision variieren.
Die Break-Even-Analyse zeigt, dass die Kosteneffizienz des V-Nutfräsens bei typischen architektonischen Komponenten bei etwa 50-75 Stück liegt. Unterhalb dieser Schwelle können sich alternative Techniken wie das Laserschneiden mit Mikroverbindungen als wirtschaftlicher erweisen. Oberhalb von 200 Stück weist das V-Nutfräsen deutliche Kostenvorteile auf und liefert gleichzeitig überlegene ästhetische Ergebnisse.
Die Werkzeugstandzeit hat einen erheblichen Einfluss auf die Kosten pro Teil. Hartmetallfräser erreichen in Aluminiumlegierungen typischerweise 2.500-4.000 laufende Meter Nutfräsen, bevor sie ausgetauscht werden müssen, während Edelstahlanwendungen die Werkzeugstandzeit auf 800-1.200 laufende Meter reduzieren. Diamantbeschichtete Werkzeuge verlängern die Lebensdauer um das 3-4-fache, erhöhen aber die anfänglichen Werkzeugkosten um 200-300 € pro Werkzeug.
Integration der Oberflächenveredelung
V-Nutfräsvorgänge müssen nachgelagerte Veredelungsprozesse berücksichtigen, um die Gesamtproduktionskosten zu optimieren. Pulverbeschichtungsanwendungen erfordern spezifische Toleranzüberlegungen, da die Beschichtungsdicke zwischen Nutbereichen und flachen Oberflächen variiert.
Eloxalverfahren stellen einzigartige Herausforderungen für V-genutete Aluminiumkomponenten dar. Die reduzierte Materialstärke entlang der Nutlinien erzeugt Stromdichtevariationen während des Eloxierens, was möglicherweise zu Farbvariationen führt. Spezielle Eloxalvorrichtungen und Stromverteilungssysteme beheben diese Herausforderungen, verursachen aber zusätzliche Verarbeitungskosten von 0,25-0,45 € pro Teil.
Qualitätssicherung und Inspektionsprotokolle
Eine umfassende Qualitätssicherung für V-genutete Komponenten geht über die Maßprüfung hinaus und umfasst die Bewertung der Materialintegrität und die Bewertung der Dauerfestigkeit. Visuelle Inspektionsprotokolle identifizieren potenzielle Defekte wie Mikrorisse, Werkzeugspuren und Oberflächenverunreinigungen, die die langfristige Leistung beeinträchtigen könnten.
Die Maßprüfung verwendet Koordinatenmessmaschinen (KMM), die mit spezieller Software zur Nutprofilanalyse ausgestattet sind. Zu den kritischen Messungen gehören die Konsistenz der Nutentiefe, die Überprüfung des Seitenwandwinkels und die Biegegenauigkeit nach dem Umformen. Statistische Stichprobenpläne basierend auf MIL-STD-105E bieten angemessene Inspektionshäufigkeiten und halten gleichzeitig die Kosten unter Kontrolle.
Wenn Sie bei Microns Hub bestellen, profitieren Sie von direkten Herstellerbeziehungen, die im Vergleich zu Marktplatzplattformen eine überlegene Qualitätskontrolle und wettbewerbsfähige Preise gewährleisten. Unsere technische Expertise und unser integrierter unser Fertigungsdienstleistungsansatz bedeutet, dass jedes V-Nutfräsprojekt die Aufmerksamkeit erhält, die es verdient, von der ersten Designberatung bis zur endgültigen Qualitätsprüfung.
Zerstörungsfreie Prüfmethoden überprüfen die Materialintegrität entlang der Nutlinien, ohne die Teilefunktionalität zu beeinträchtigen. Die Farbeindringprüfung deckt oberflächenbrechende Defekte auf, während die Wirbelstromprüfung Untergrundfehler identifiziert, die sich während der Betriebslast ausbreiten könnten. Diese Prüfprotokolle erweisen sich als besonders kritisch für strukturelle architektonische Anwendungen, bei denen die Folgen eines Ausfalls die zusätzlichen Inspektionskosten rechtfertigen.
Überlegungen zur Dauerfestigkeit
V-genutete Biegungen führen zu Spannungskonzentrationsfaktoren, die für zyklisch belastete Anwendungen bewertet werden müssen. Die Finite-Elemente-Analyse (FEA) sagt die Dauerfestigkeit basierend auf der Nutgeometrie, den Materialeigenschaften und den erwarteten Belastungsbedingungen voraus. Die Spannungskonzentrationsfaktoren liegen typischerweise zwischen 1,8 und 2,4, abhängig von der Nutentiefe und den Radiusspezifikationen.
Dauerfestigkeitsprüfprotokolle gemäß den ASTM D7791-Standards validieren analytische Vorhersagen durch kontrollierte Labortests. Probenkomponenten werden einer zyklischen Belastung bei Spannungsniveaus unterzogen, die 150 % der erwarteten Betriebsbedingungen darstellen, wobei das Ausfallkriterium als sichtbare Rissausbreitung über die Nutgrenzen hinaus definiert ist.
Designrichtlinien und Best Practices
Ein effektives V-Nutdesign erfordert eine sorgfältige Berücksichtigung geometrischer Beziehungen, Materialbeschränkungen und Fertigungsbeschränkungen. Designrichtlinien verhindern häufige Fallstricke und optimieren gleichzeitig die Herstellbarkeit und die Leistungsmerkmale.
Mindestabstandsspezifikationen zwischen benachbarten Nuten verhindern eine Materialschwächung, die die strukturelle Integrität beeinträchtigen könnte. Für Aluminiumlegierungen entspricht der Mindestabstand dem 5-fachen der Materialstärke, während Edelstahlsorten aufgrund höherer Kaltverfestigungseigenschaften das 6-fache der Materialstärke erfordern. Ein geringerer Abstand erfordert eine Finite-Elemente-Analyse, um ausreichende Festigkeitsreserven zu überprüfen.
Nutabschlussdetails wirken sich sowohl auf die Ästhetik als auch auf die strukturelle Leistung erheblich aus. Verjüngte Abschlüsse, die sich 2-3 mm über die erforderliche Biegelinie hinaus erstrecken, verhindern Spannungskonzentrationen und sorgen gleichzeitig für ein sauberes Erscheinungsbild. Abrupte Nutabschlüsse erzeugen Spannungsspitzen, die unter zyklischen Belastungsbedingungen die Rissausbreitung einleiten können.
| Designparameter | Aluminiumlegierungen | Edelstahl | Baustahl | Auswirkung auf die Kosten |
|---|---|---|---|---|
| Minimaler Rillenabstand | 5x Dicke | 6x Dicke | 4x Dicke | Hohe Dichte = +15% |
| Maximale Rillenlänge | 3000 mm | 2500 mm | 3500 mm | Länge >2m = +8% |
| Abschlussverjüngung | 2.5 mm | 3.0 mm | 2.0 mm | Standardfunktion |
| Oberflächenrauheit | Ra 1.6 μm | Ra 1.2 μm | Ra 2.0 μm | Ra<1.0 = +25% |
Fortgeschrittene Anwendungen und neue Techniken
Neue V-Nutfräsanwendungen verschieben traditionelle Grenzen durch innovative Ansätze und fortschrittliche Werkzeugsysteme. Mehrachsige CNC-Maschinen ermöglichen komplexe Nutgeometrien, die komplexe dreidimensionale Formen erzeugen, die mit herkömmlichen Techniken unmöglich sind.
Laserunterstütztes V-Nutfräsen stellt einen Hybridansatz dar, der thermische und mechanische Materialabtragsmechanismen kombiniert. Das Vorwärmen des Materials unmittelbar vor dem Schneidwerkzeug reduziert die Schnittkräfte um 30-40 % und ermöglicht gleichzeitig tiefere Nuten in hochfesten Materialien, die zuvor als ungeeignet für das herkömmliche V-Nutfräsen galten.
Adaptive Steuerungssysteme mit Echtzeit-Kraft- und Temperaturrückmeldung optimieren die Schnittparameter kontinuierlich während des gesamten Nutfräsvorgangs. Algorithmen des maschinellen Lernens analysieren historische Daten, um optimale Parameterkombinationen basierend auf Materialchargenvariationen und Werkzeugverschleißbedingungen vorherzusagen, wodurch die Konsistenz verbessert und gleichzeitig die Anforderungen an die Bedienerfähigkeiten reduziert werden.
Integration mit digitaler Fertigung
Die Digital-Twin-Technologie ermöglicht die virtuelle Optimierung von V-Nutfräsparametern, bevor die physische Produktion beginnt. Umfassende Modelle, die Materialeigenschaften, Werkzeuggeometrie und Maschinendynamik berücksichtigen, sagen optimale Schnittbedingungen voraus und identifizieren gleichzeitig potenzielle Qualitätsprobleme, bevor sie in der Produktion auftreten.
Automatisierte Inspektionssysteme mit Bildverarbeitungstechnologie ermöglichen eine 100-prozentige Maßprüfung der Nutgeometrie, ohne den Produktionsdurchsatz zu beeinträchtigen. Hochauflösende Kameras in Kombination mit strukturierter Lichtprojektion erstellen detaillierte 3D-Profile jeder Nut und vergleichen die Ergebnisse mit CAD-Spezifikationen mit Auflösungsfähigkeiten unter 0,01 mm.
Fehlerbehebung bei häufigen Defekten
Systematische Fehleranalysen und Korrekturverfahren gewährleisten eine konsistente V-Nutfräsqualität unter verschiedenen Produktionsbedingungen. Das Verständnis der Ursachen ermöglicht eine schnelle Problemlösung und verhindert gleichzeitig wiederkehrende Qualitätsprobleme.
Rattern auf Nutoberflächen resultiert typischerweise aus unzureichender Maschinensteifigkeit oder ungeeigneten Schnittparametern. Zu den Lösungen gehören die Reduzierung der Vorschubgeschwindigkeit um 20-30 %, die Erhöhung der Spindeldrehzahl innerhalb der empfohlenen Bereiche oder die Implementierung von Schwingungsdämpfungsvorrichtungen. Starkes Rattern kann eine dynamische Maschinenanalyse erfordern, um Resonanzfrequenzen zu identifizieren.
Eine Nutentiefenvariation von mehr als ±0,05 mm deutet häufig auf Werkzeugverschleiß, Maschinenspiel oder Werkstückdurchbiegungsprobleme hin. Die systematische Messung der Nutentiefe in regelmäßigen Abständen identifiziert Trendmuster, die einen vorausschauenden Werkzeugwechsel ermöglichen, bevor es zu einer Qualitätsverschlechterung kommt. Die Werkstückspannung muss eine ausreichende Steifigkeit gewährleisten, um eine Durchbiegung unter Schnittkräften zu verhindern.
Materialspezifische Herausforderungen
Die Kaltverfestigung in Edelstahlsorten führt zu progressivem Werkzeugverschleiß und einer Verschlechterung der Oberflächenqualität. Zu den Abhilfestrategien gehören die optimierte Anwendung von Schneidflüssigkeiten, reduzierte Schnittgeschwindigkeiten und spezielle Werkzeugbeschichtungen, die für Edelstahlanwendungen entwickelt wurden. TiAlN-Beschichtungen weisen im Vergleich zu Standard-TiN-Alternativen eine überlegene Leistung auf.
Die Bildung von Aufbauschneiden an Schneidwerkzeugen beeinträchtigt die Oberflächenbeschaffenheit und führt zu Maßungenauigkeiten. Dieses Phänomen erweist sich als besonders problematisch bei Aluminiumlegierungen mit hohem Siliziumgehalt. Scharfe Schneidkanten, geeignete Schnittgeschwindigkeiten und eine effektive Spanabfuhr verhindern die Bildung von Aufbauschneiden und verlängern gleichzeitig die Werkzeugstandzeit.
Häufig gestellte Fragen
Was ist die minimale Materialstärke, die für das V-Nutfräsen geeignet ist?
Das V-Nutfräsen funktioniert effektiv bei Materialien mit einer Dicke von bis zu 0,8 mm, obwohl optimale Ergebnisse bei Dicken von 1,5 mm und darüber erzielt werden. Dünnere Materialien erfordern spezielle Werkzeuge und können aufgrund struktureller Einschränkungen entlang der Nutlinie nur begrenzte Biegewinkel erzielen.
Wie beeinflusst das V-Nutfräsen die Materialfestigkeit im Vergleich zum Standardbiegen?
Das V-Nutfräsen reduziert die Querschnittsfläche entlang der Biegelinie und verringert typischerweise die lokale Festigkeit um 15-25 %, abhängig von der Nutentiefe. Die Eliminierung von Kaltverfestigung und Eigenspannungen führt jedoch häufig zu einer höheren Dauerfestigkeit im Vergleich zu herkömmlichen Biegemethoden.
Können V-genutete Teile geschweißt oder mit anderen Komponenten verbunden werden?
Ja, V-genutete Komponenten akzeptieren Standardverbindungsmethoden wie Schweißen, Löten und mechanische Befestigung. Das Schweißen erfordert ein sorgfältiges Wärmemanagement, um Verformungen entlang der dünnen Nutbereiche zu vermeiden. Das WIG-Schweißen mit reduzierten Stromstärken liefert typischerweise optimale Ergebnisse.
Welche Toleranzen sind für Biegewinkel bei V-genuteten Teilen erreichbar?
Biegewinkeltoleranzen von ±0,5° sind routinemäßig für Winkel bis zu 90° erreichbar, wobei ±1,0° typisch für schärfere Biegungen bis zu 150° sind. Engere Toleranzen erfordern sekundäre Operationen oder spezielle Umformtechniken, die die Verarbeitungskosten um 20-30 % erhöhen.
Wie beeinflusst die Oberflächenbeschaffenheit in der Nut das endgültige Erscheinungsbild des Teils?
Die Oberflächenbeschaffenheit der Nut wirkt sich direkt auf das endgültige Erscheinungsbild der Biegelinie aus, insbesondere bei gebürsteten oder polierten Oberflächen. Ra-Werte unter 1,6 μm stellen sicher, dass sich der Nutbereich nach dem Umformen nahtlos in die umgebenden Oberflächen einfügt, während rauere Oberflächen als deutliche Linie sichtbar bleiben können.
Ist das V-Nutfräsen für architektonische Außenanwendungen geeignet?
Das V-Nutfräsen erweist sich als ausgezeichnet für Außenanwendungen, wenn es richtig konstruiert und veredelt ist. Die reduzierte Materialstärke entlang der Biegelinien erfordert eine Berücksichtigung bei der Korrosionsschutzplanung, aber richtig eloxiertes Aluminium oder passivierte Edelstahlkomponenten weisen eine gleichwertige Haltbarkeit wie konventionell geformte Teile auf.
Was sind die typischen Vorlaufzeiten für V-genutete architektonische Komponenten?
Die Vorlaufzeiten hängen von der Komplexität und der Menge ab, liegen aber typischerweise zwischen 5 und 10 Werktagen für Standard-Architekturpaneele. Kundenspezifische Werkzeuganforderungen können die ersten Bestellungen um 3-5 Tage verlängern, während Nachbestellungen mit vorhandenen Werkzeugen die Standardvorlaufzeiten beibehalten.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece